Изобретение относится к области холодной обработки металлов давлением и может быть использовано для изготовления деталей из штучных заготовок.
Целью изобретения является рас- дшрение технологических возможностей путем расширения типоразмеров изготавливаемых деталей.
На фиг.1 изображена линия для изготовления деталей из штучных заготовок; на фиг.2 - схема работы на фиг.З - вид А на фиг.1; на фиг.4 - устройство для -подачи заготонок, план; на фиг.5 - вибробункер, разрез; на фиг.6 - вид Б на фиг. 5;- на фиг. 7 - разрез В-В фиг.б на фиг.В - контршина; на фиг.9 - разрез Г-Г на фиг.8; на фиг.10 - рама; на фиг.11 - разрез Д-Д на фиг.10.
Линия содержит штамповочньй прес 1, пресс 2 операции вырубки, подающий транспортер 3, вибробункер 4, устройство 5 для подачи заготовок, промьшшенный робот 6.
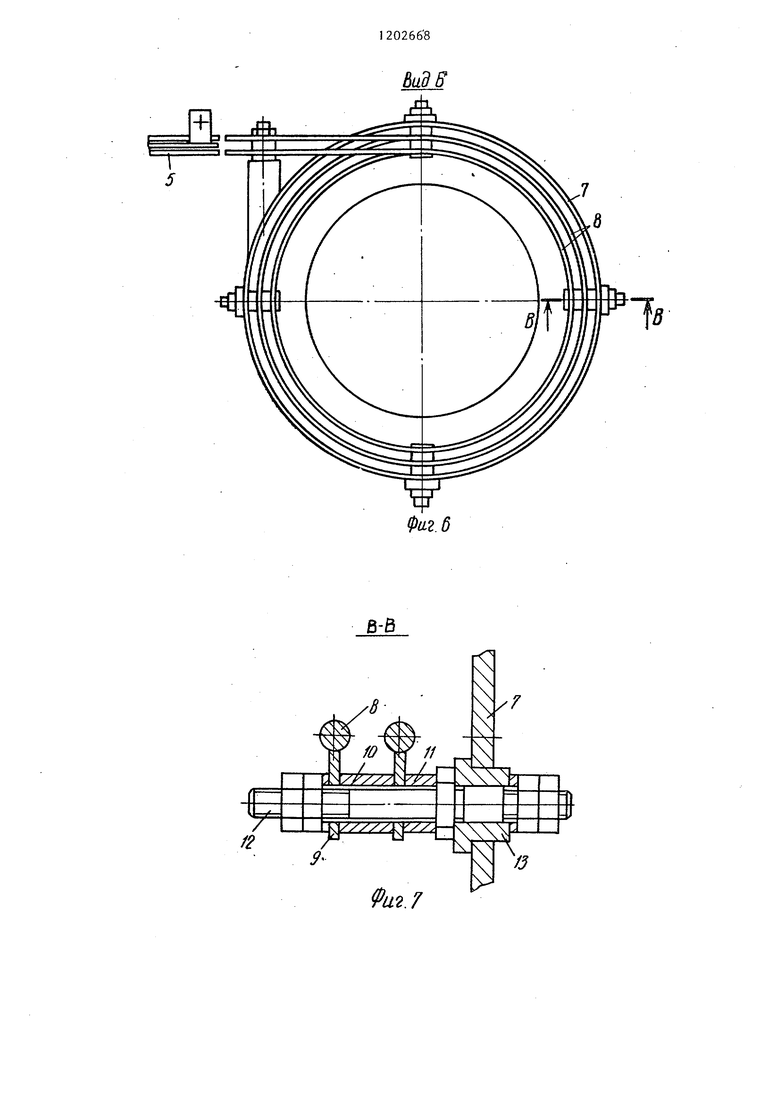
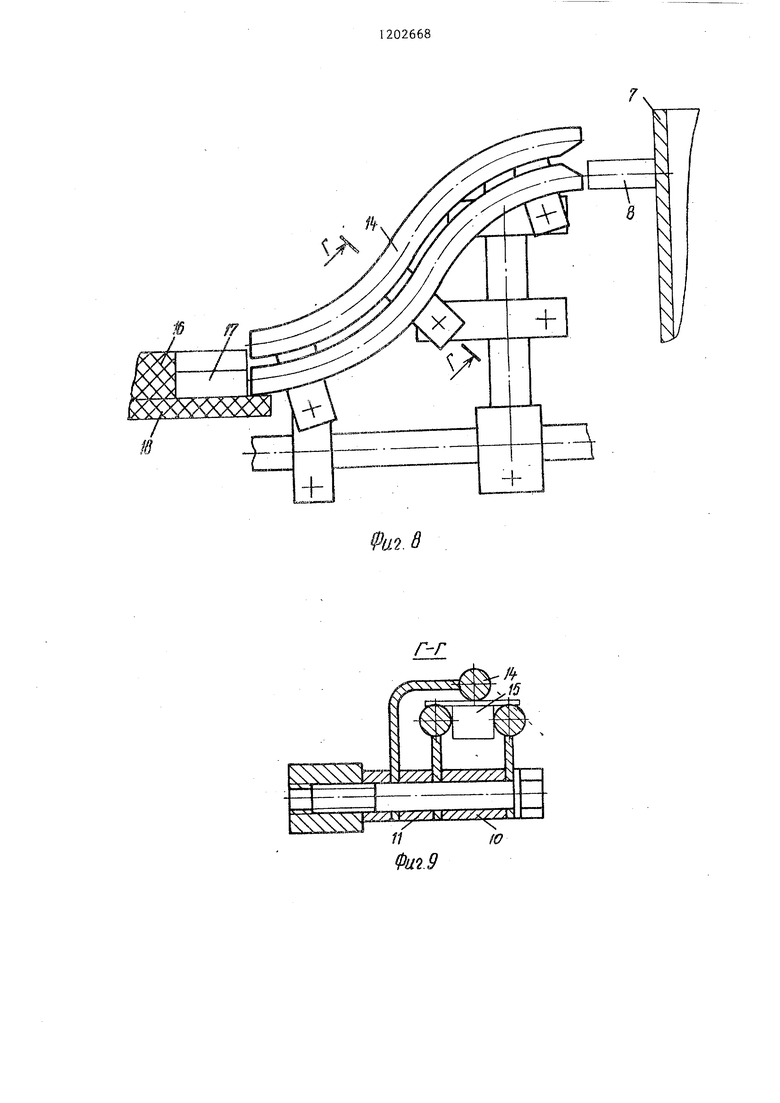
Чаша вибробункера 7 оснащена спиральными прутковыми направляющими 8, приваренными к плоским пластинам 9, расстояние между которыми регулируется с помощью сменных распорных втулок 10 и 11. Распорные втулки смонтированы на пальцах 12, закрепленных в бобышках 13, контршина 14 выполнена в виде спирального прутка. Деталь 15, штампуемая на прессе 1, в данном примере имеет форму лотка.
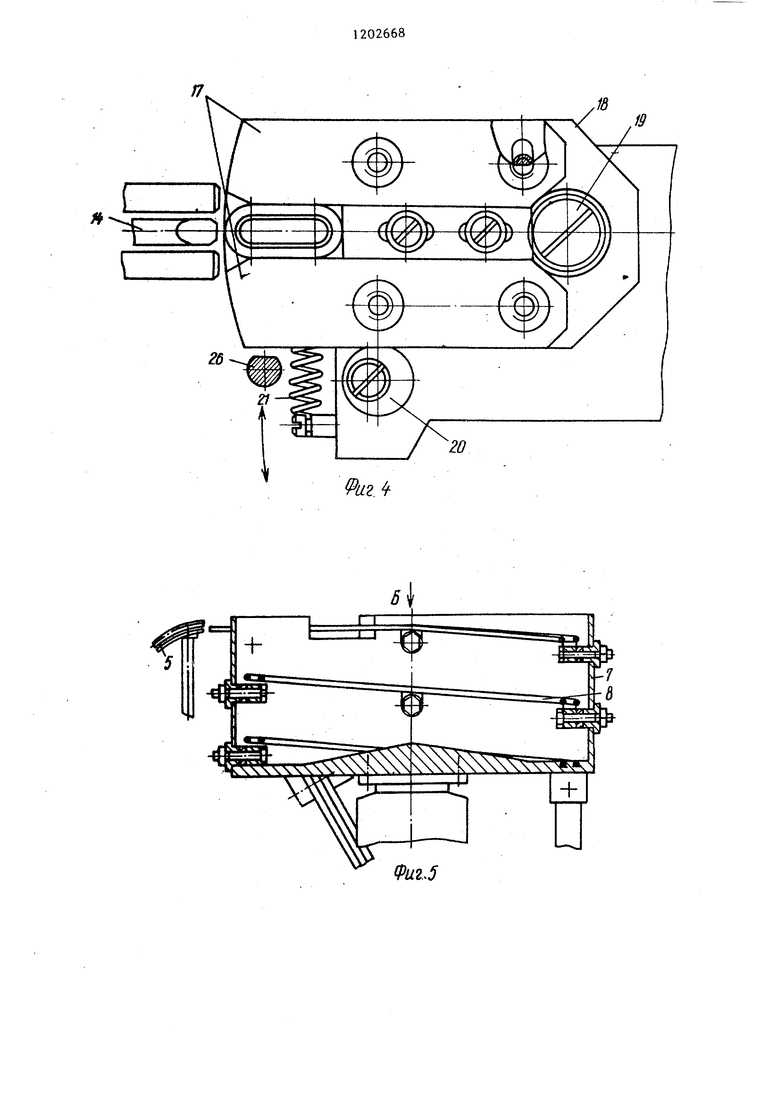
Между вибробункером 4 и роботом 6 установлен механизм 5 для подачи заготовок, вьшолненный в виде лоткового питателя с передвижными торц вым упором 16, боковыми щеками 17, поводком 18, качающимся вокруг оси 19, эксцентриковым упором 20, огран чивающим перемещение поводка, возвратной пружиной 21.
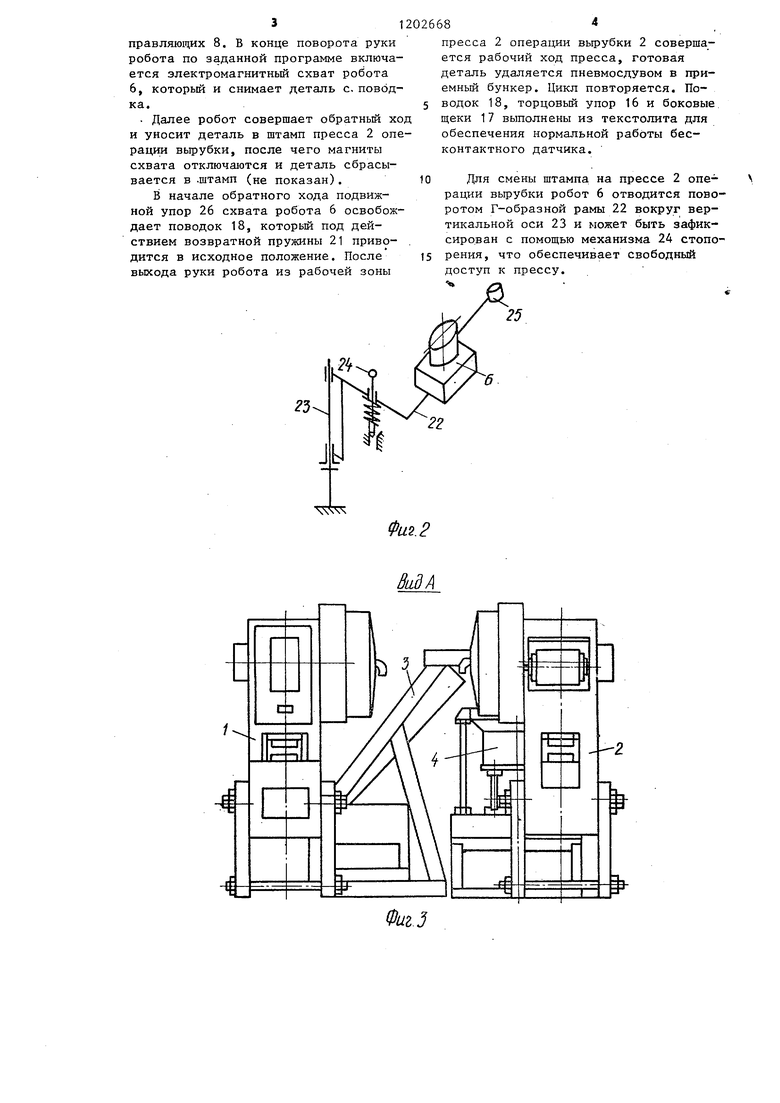
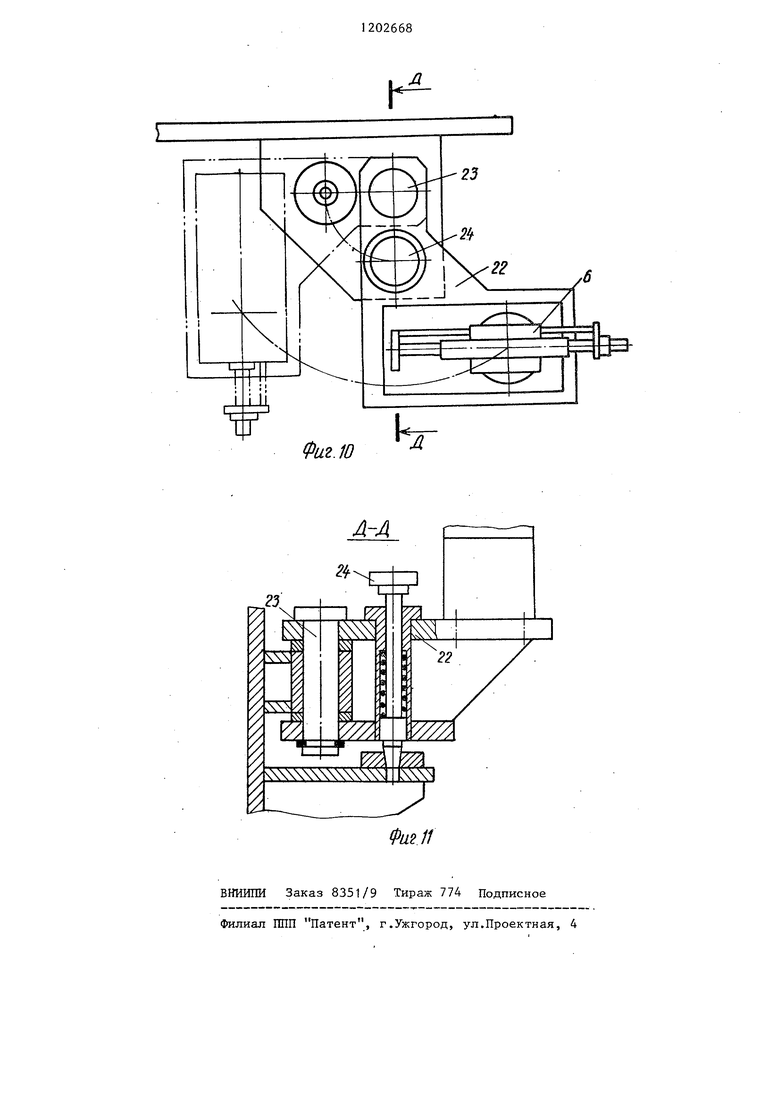
Промьшшенньй робот 6 смонтирован на Г-образной поворотной раме 22, шарнирно закрепленной на вертикальной оси 23. Дпя фиксации рамы в крайних положениях установлен механизм стопорения 24. Схват 25 робота оснащен регулируемым подвижным упором 26.
Линия работает следующим образом
Деталь 15 вырубается на штамповочном прессе 1 первой операции
to
вырубки и пневмосдувом по рукаву подается на транспортер 3, которым сбрасывается в вибробункер 4. В внб- ррбункере деталь движется по спираль5 ным прутковым направляющим 8, приваренным к плоским пластинам 9, которые и поддерживают эти направляющие. Расстояние между пластинами регулируется при помощи сменньгх распорных втулок 10 и 11, смонтированных на пальцах 12, закрепленных в бобышках 13. Применение сменных распорных втулок позволяет распшрить диапазон типоразмеров штампуемых
деталей (колпачки, втулки с буртиком, крышки). Кроме того, спиральные прутковые направляющие выполняют роль ориентирующих устройств, так как детали 15, попадаюрдие на направляю20 щие опрокинутыми или сдвинутыми не- соосно относи.тельно них, под действием собственного веса попадают на дно чаши вибробункера.
На выходе из вибробункера детали
2 15 по спиральным прутковьтм направляющим 8 попадают в гнездо механизма 5
для подачи заготовок, образованное.
передвижными торцовым, упором 16
и боковыми щеками 17, установленны30 ми на поводке 18. В исходном положении ось гнезда поводка совпадает с осью контршины 14, что обеспечивается возвратной пружиной 21, притягивающей поводок 18 к эксцентриковому
35 упору 20. В этом положении деталь 15 под действием веса последуюодгх за ней деталей, расположенных на прутковых направляющих 8, заталкивается в гнездо поводка. Бес40 контактный датчик, расположенный на основании механизма 5 для подачи заготовок, контролируя наличие детали 15 в гнезде, дает команду роботу 6 на начало рабочего цикла. Ре- 45 гулируемый по 1;вижный упор 26, рас- положенньш на схвате 25 робота, в конце поворота руки робота нажимает на край поводка 18 и поворачивает его по часовой стрелке вокруг оси 19,
50 растягивая возвратную прулдану 21. Поводок 18 отходит от эксцентрикового упора 20.
При этом деталь выходит из зоны обнаружения бесконтактного датчика.
55 Боковая щека 17.при повороте поводка 18 своей лобовой частью преграждает доступ в гнездо всем остапьным деталям, расположенным на пруткрвых паправляющих 8. В конце поворота руки робота по заданной программе включается электромагнитный схват робота 6, который и снимает деталь с. поводка.
Далее робот совершает обратньй хо и уносит деталь в штамп пресса 2 операции вырубки, после чего магниты схвата отключаются и деталь сбрасывается в .штамп (не показан).
В начале обратного хода подвижной упор 26 схвата робота б освобождает поводок 18, которвй под действием возвратной пружины 21 приво- дится в исходное положение. После выхода руки робота из рабочей зоны
пресса 2 операции вьфубки 2 совершается рабочий ход пресса, готовая деталь удаляется пневмосдувом в приемный бункер. Цикл повторяется. Поводок 18, торцовый упор 16 и боковые щеки 17 выполнены из текстолита для обеспечения нормальной работы бесконтактного датчика.
Для смены штампа на прессе 2 операции вырубки робот 6 отводится поворотом Г-образной рамы 22 вокруг вертикальной оси 23 и может быть зафиксирован с помощью механизма 24 стопо- рения, что обеспечивает свободный доступ к прессу.
ФигЗ
fe.4
Ю
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления деталей из штучных заготовок | 1984 |
|
SU1232340A1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1986 |
|
SU1637909A1 |
| Роботизированная линия для многопереходной штамповки | 1983 |
|
SU1230721A1 |
| Автоматизированный комплекс для многопереходной штамповки | 1986 |
|
SU1349851A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Роботизированная линия горячей штамповки | 1982 |
|
SU1068265A1 |
| Линия горячей штамповки | 1983 |
|
SU1119826A1 |
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ "ГЕЯ" | 1992 |
|
RU2063333C1 |
| Устройство для подачи заготовок и удаления изделий из штампа | 1989 |
|
SU1738440A1 |

Bv
Фи.г.5
Budff
Фа2.б
/
f2
TV.
Фи2.7
Фт.д
ю
Фиг. Ю
Л-Л
fe//
ВНИИПИ Заказ 8351/9 Тираж 774 Подписное
-«..- «-.-.-.-«--- --.-«.--.-.«.„ «„ -
Филиал ППП Патент, г.Ужгород, ул.Проектная, 4
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
