Изобретение относится к промышленным манипуляторам, в особенности к автоматизированным с помощью манипуляторов технологическим потокам линий для холодной штамповки листовых деталей.
Цель изобретения - повышение надеж- ности в работе.
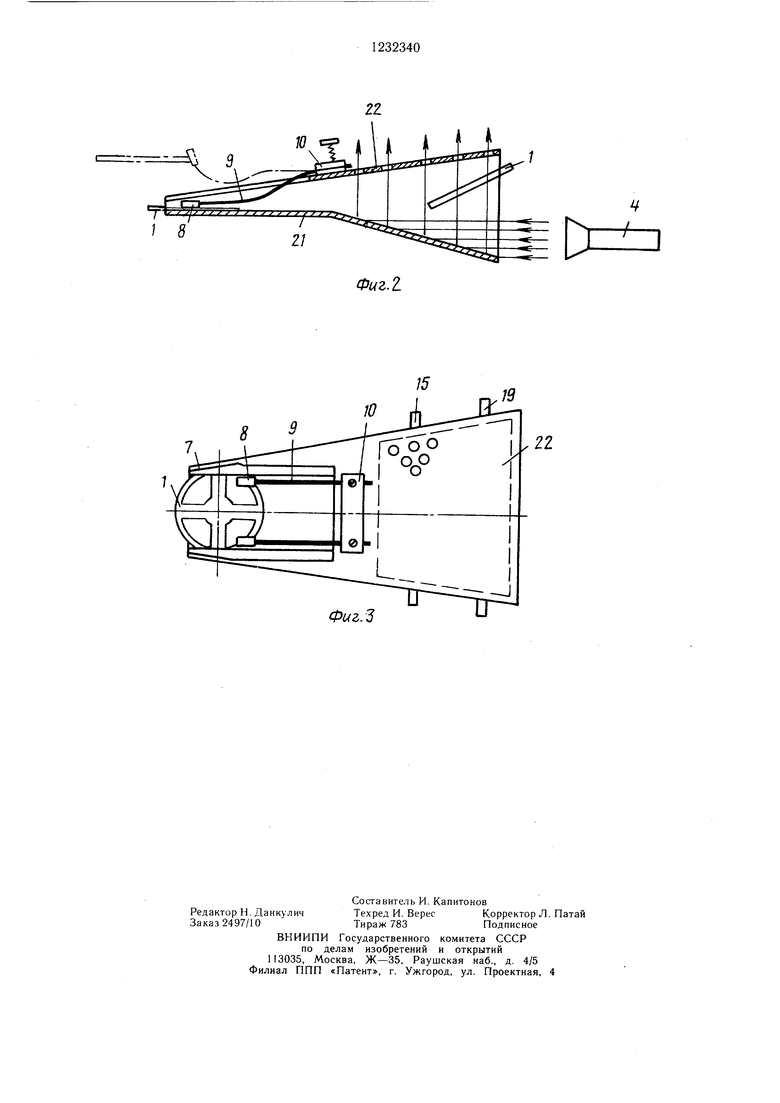
На фиг. 1 показана кинематическая схема технологической единицы; на фиг. 2 - лотковый питатель, вертикальное сечение; на фиг. 3 - то же, вид в плане.
Единица содержит установленные по ходу следования деталей 1 штамповочный пресс 2, отводящий рукав 3 с пневмосду- вом 4. Технологическая единица оснащена также перемещаемым манипулятором 5, ориентирующим лотковыми питателем 6с выделенным на конце его бортовых щек 7 установочным гнездом, которое укомплектовано стопорами 8 деталей 1. Стопоры 8 деталей 1 закреплены на плоских пружинных поводках 9, зафиксированных в зажиме 10. Технологическая единица оснащена также датчиком 11 контроля наличия деталей 1 в зоне захвата схватом 12 руки 13 манипулятора 5.
Центр схвата 12 слегка смещен от центра установочного гнезда в сторону входа пита- теля 6. После манипулятора 5 установлен механизм 14 приема деталей 1, например транспортер или штамповочный пресс финишной обработки. Ориентируюп|ий лотковый питатель 6 с помощью цапф 15 навешен на стойку 16, пространственно размещенного в зоне поочередных подходов входа питателя 6 к пневмосдуву 4 и установочного гнезда питателя 6 - к датчику 11 контроля наличия деталей в зоне захвата манипулятором 5. Цри этом питатель 6 и манипулятор 5 связаны один с другим ко- ромыслом 17, у которого опорный шарнир 18 размещен на навешивающей стойке 16 питателя 6, один конец подсоединен к упорам 19, смонтированным на щеках 7 питателя 6, а другой конец введен в копир 20, смой- тированный на руке 13 манипулятора 5. Кроме этого, щеки 7 питателя 6 для формирования установочного гнезда смонтированы на лотковом днище 21, при этом лоток имеет форму трапеции, на входе которой смонтирован раструб с рещетчатым воздухо- водом 22, нависающим над зоной образования на лотковом днище 21 воздушной подушки для ориентирования деталей.
Единица работает следующим образом.
Пневмосдув 4 посылает выходящие с отводящего рукава 3 штамповочного пресса 2 тонколистовые детали в ориентирующий лотковый питатель 6. Одновременно пневмо- сдув 4 создает на лотковом днище 21 входного раструба питателя 6 область повышенного давления, расположенную под рещетчатым воздуховодом 22, и выполняющую роль воздущной подушки. Воздущная подущка воздействует на плоскость поданной
детали 1 и ориентирует ее до занятия положения параллельно лотковому днищу. Продолжая свое планирование деталь 1 сходит с воздушной подушки и надает своей плоскостью на лотковое днище 21, минуя область возможного заклинивания во входном раструбе питателя 6. По лотковому днищу 21 деталь 1 поступает в область схождения концов щек 7 питателя 6, формирующих установочное гнездо. Стопоры 8, закрепленные на выдвинутых на заданную длину поводках 9 зажима 10, устраняют проход детали в область чрезмерного заклинивания детали 1 концами щек 7 питателя 6. После заверщения ориентирования детали 1 в питателе командное устройство (не показано) включает манипулятор 5. Манипулятор 5 путем поворота своей руки 13 посылает схват 12 в зону захвата детали 1. При своем повороте рука 13 манипулятора воздействует закрепленным на ней копиром 20 на связанный с ним конец коромысла 17, осуществляя его поворот на опорном щар- нире 18, смонтированном на навешивающей стойке 16 питателя 6. При своем повороте коромысло воздействует на упор 19 питателя 6 и разворачивает питатель 6 на цапфах 15 поддерживающей стойки 16. При своем развороте питатель 6 подводит установочное гнездо к датчику 11 контроля наличия деталей 1 в зоне захвата схватом 12 руки 13 манипулятора. Связанное с датчиком 11 командное устройство (не показано), получив необходимый сигнал, включает схват 12. Схват 12 из-за предусмотренного смеихения в сторону входа питателя 6 центра захвата относительно центра установочного гнезда производит соприкосновение с деталью 1 лищь одной из смыкаемых губок. Эта губка приходит в контакт с деталью 1 лишь по кромке, выходящей за кромки щек 7. Своим движением эта губка возвращает деталь 1 в питатель 6 и выводит ее из зоны схождения щек 7. Этим самым схват 12 устраняет заклинивание детали 1 в зоне схождения щек 7. Продолжая смыкание губок, схват 12 захватывает деталь 1. Рука 13 манипулятора посылает схват 12 к механизму 14 приема деталей. Удерживаемая схватом 12 деталь 1 увлекает за собой стопоры 8. Стопоры 8 прогибают удерживающие их плоские пружинные поводки. При своем прогибе пружинные поводки 9 сопровождают стопоры в зону утери их контакта с деталью 1. В этой зоне поводки 9 обеспечивают сход стопоров 8 с детали 1. После схода с детали 1 поводки 9 возвращают стопоры 8 в установочное гнездо. Продолжая перемещение схвата 12 к механизму 14 прие.ма деталей 1 рука манипулятора 5 производит обратный поворот питателя 6, обеспечивающий подвод его входа к пневмосдуву 4.
Предлагаемая линия способствует повышению надежности работы.
I 8
Фиг.2.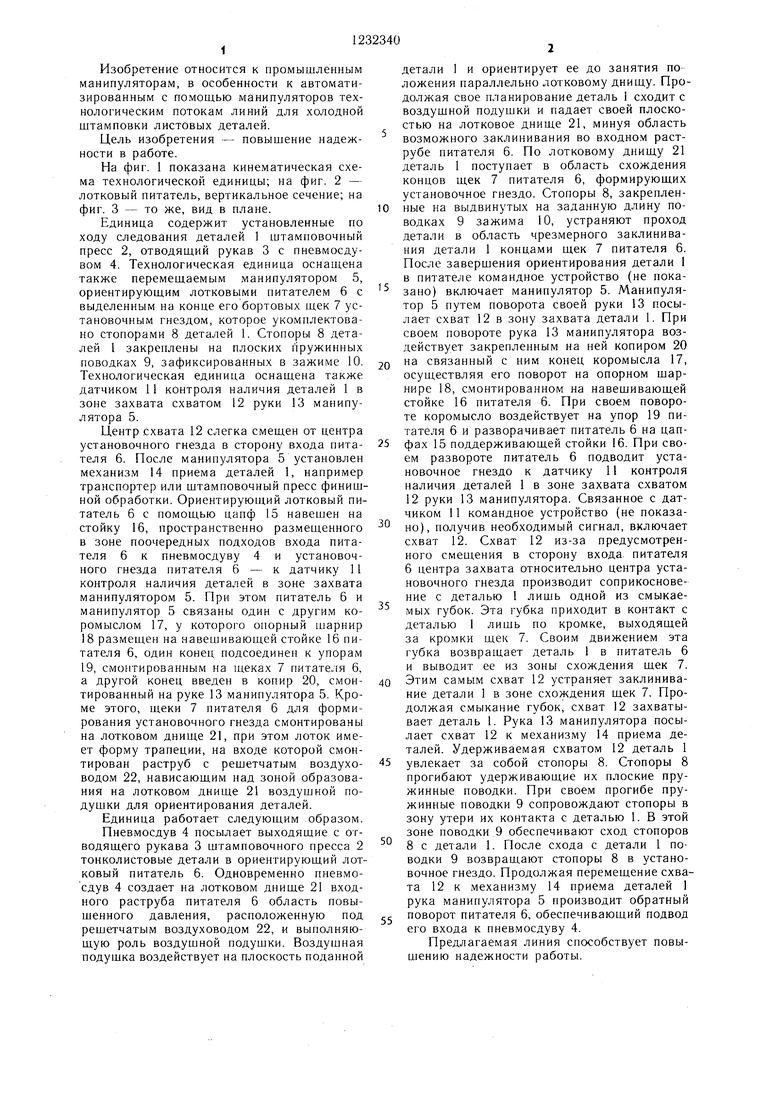
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления деталей из штучных заготовок | 1983 |
|
SU1202668A1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| Способ загрузки токарных полуавтоматов деталями для их двусторонней обработки и автоматическая линия для его осуществления | 1988 |
|
SU1662807A1 |
| Манипулятор | 1989 |
|
SU1673430A1 |
| Групповой схват | 1986 |
|
SU1333576A1 |
| Роботизированный технологический комплекс | 1987 |
|
SU1465264A1 |
| Устройство для подачи заготовок и удаления изделий из штампа | 1989 |
|
SU1738440A1 |
| МНОГОПОЗИЦИОННОЕ ЗАХВАТНОЕ УСТРОЙСТВО МАНИПУЛЯТОРА | 1992 |
|
RU2033918C1 |
| Робот к штамповочному прессу | 1988 |
|
SU1538966A1 |
| Манипулятор | 1986 |
|
SU1371900A1 |

8 3
Фиг.З
| Линия для изготовления деталей из штучных заготовок | 1983 |
|
SU1202668A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
