1
Изобретение относится к машиностроению, в частности к способам и устройствам для удаления заусенцев и округления острых кромок зубьев деталей типа шестерен.
Цель изобретения - повьшение качества обработки деталей типа шестерен путем исключения подрезания основания ножки зуба, шестерни.
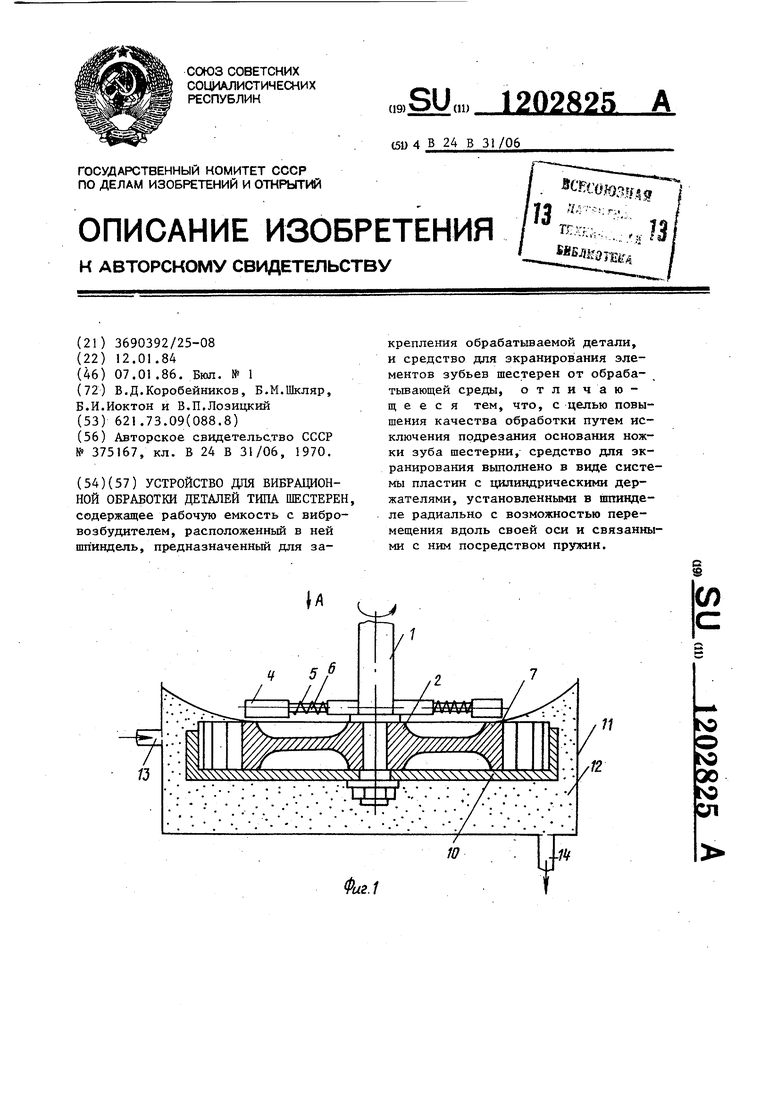
На фиг, 1 показано устройство, поперечный разрез; на фиг. 2 - вид Д на фиг.-1.
Устройство содержит шпиндель 1 с закрепленной на нем деталью - диском 2 рабочего колеса турбины с елочными пазами 3 для установки лопаток.
К шпинделю прикреплены пластины - обтекатели 4, связанные с ним посредством пружин 5 и закрепленные на цилиндрических держателях 6, установленных в шпинделе 1 ра- диально с возможностью перемещения .вдоль своей оси по торцовой поверхности 7 детали 2.
Рабочие поверхности 8 пластин 4 выполнены эквидистантными окружности впадин 9 детали 2. Не подлежащая обработке периферийная поверхность детали закрыта кожухом 10.
Шпиндель 1 с деталью 2 размещен в снабженной вибровозбудителем рабочей емкости 1, заполняемой рабочей средой 12. Устройство снабжено системой подачи рабочей жидкости с трубопроводами 13 и 14.
2028252
Устройство работает следуюощм образом.
На шпинделе 1 устанавливают деталь 2 и погружают ее в рабочую 5 емкость 11, заполненную рабочей
средой, например, абразивной суспензией, состоящей из пшифзерна электрокорунда и смазьшающе-охлаждаю- щей жидкости, прокачиваемой через 10 абразив насосом посредством трубопроводов 13 и 14.
V
Относительное движение абразива и детали обеспечивается сообщени15 ем колебательных движений рабочей емкости 11 и вращения шпинделю 1, в результате чего осуществляется снятие заусенцев и скругление острых кромок зубьев. При этом на пла20 стины с одной стороны воздействует центробежная сипа от вращения шпинделя, а с другой стороны - струя абразива и пружины, в результате чего пластины 4 самоустанавливают25 ся в некотором равновесном положении. При этом с целью защиты от струй обрабатывающей среды впадин зубьев, местонахождение пластин определяется параметрами пружин и
30 обрабатываемой детали. После окончания обработки одной стороны кромок зубьев реверсируют вращение шпинделя.
Обработку обратной стороны де,, тали производят аналогичным образом при соответствующей ее переустановке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки свободным абразивом деталей типа шестерен | 1985 |
|
SU1348151A1 |
| Способ обработки свободным абразивом деталей типа дисков турбомашин | 1987 |
|
SU1491672A1 |
| СПОСОБ УДАЛЕНИЯ ЗАУСЕНЦЕВ И СКРУГЛЕНИЯ ОСТРЫХ КРОМОК | 1991 |
|
RU2008173C1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ | 2003 |
|
RU2238667C1 |
| Способ обработки деталей в свободном абразиве | 1981 |
|
SU1212766A1 |
| СПОСОБ УДАЛЕНИЯ ЗАУСЕНЦЕВ С МАЛОГАБАРИТНЫХ ДЕТАЛЕЙ | 2012 |
|
RU2516326C2 |
| Установка для обработки деталей | 1990 |
|
SU1726068A1 |
| СПОСОБ СНЯТИЯ ЗАУСЕНЦЕВ И СКРУГЛЕНИЯ ОСТРЫХ КРОМОК НА ЗУБЧАТЫХ ДЕТАЛЯХ | 1994 |
|
RU2077413C1 |
| СПОСОБ ГИДРОРОТАЦИОННОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1992 |
|
RU2014206C1 |
| СПОСОБ УДАЛЕНИЯ ЗАУСЕНЦЕВ | 2023 |
|
RU2832557C1 |
Редактор А.Сабо
Составитель А.Букатов Техред О.Ващишина
Заказ 8362/17 Тираж 768Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ПИП Патент, г. Ужгород, ул. Проектная, 4
Корректор В.Бутяга
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 0 |
|
SU375167A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
