t t tit.
1/
2. Способ поп.1,отлича ю- щ и и с я тем, что при обработке дисков с криволинейными лопастями, скорость вращения дисков увеличивают сначала вокруг оси, параллельИзвбретение относится к абразивн обработке поверхностей деталей, в основном тел вращения, содержащих сложные элементы (зубья, лопатки и т.д.) и может быть использовано в машиностроении.
Известен способ обработки детале в. псевдоожиженном слое абразива и сообщают им реверсивное вращение одновременно вокруг двух параллельных осей, при этом одну из осей совмещают с геометрической осью детали I П.
Однако известный способ не обеспчивает получение одинаковых радиусо скругления кромок по торцам зубьев со стороны большого и малого модулей, а также не обеспечивает требуемого качества обработки сложнофасо ных деталей типа дисков с расположеными на их торцах криволинейными полостями, ребрами, зубьями и т.д.
Цель изобретения - повьшение качественной обработки конических колес за счет получения одинаковых радиусов скругления кромок по торцам зубьев со стороны большого и малого модулей и дисков.
Указанная цель достигается тем, что обрабатываемые детали вращают с поочередным изменением скорости и направления вокруг каждой из параллельных осей, причем изменения скорости вращения вокруг указанных осей осуществляют в промежутке между двумя последовательньми изменениями направления вращения.
Кроме того, при обработке деталей типа дисков с расположенными на торцах криволинейными лопатками для обработки вогнутости лопатки увеличивают скорость вращения вокруг оси, параллельной геометрической оси детали, а для обработки выпуклости лопатки увеличивают
ной геометрической оси детали при обработке вогнутости лопаток, а затем вокруг геометрической оси при обработке выпуклости лопаток.
скорость вращения вокруг геометрической оси детали.
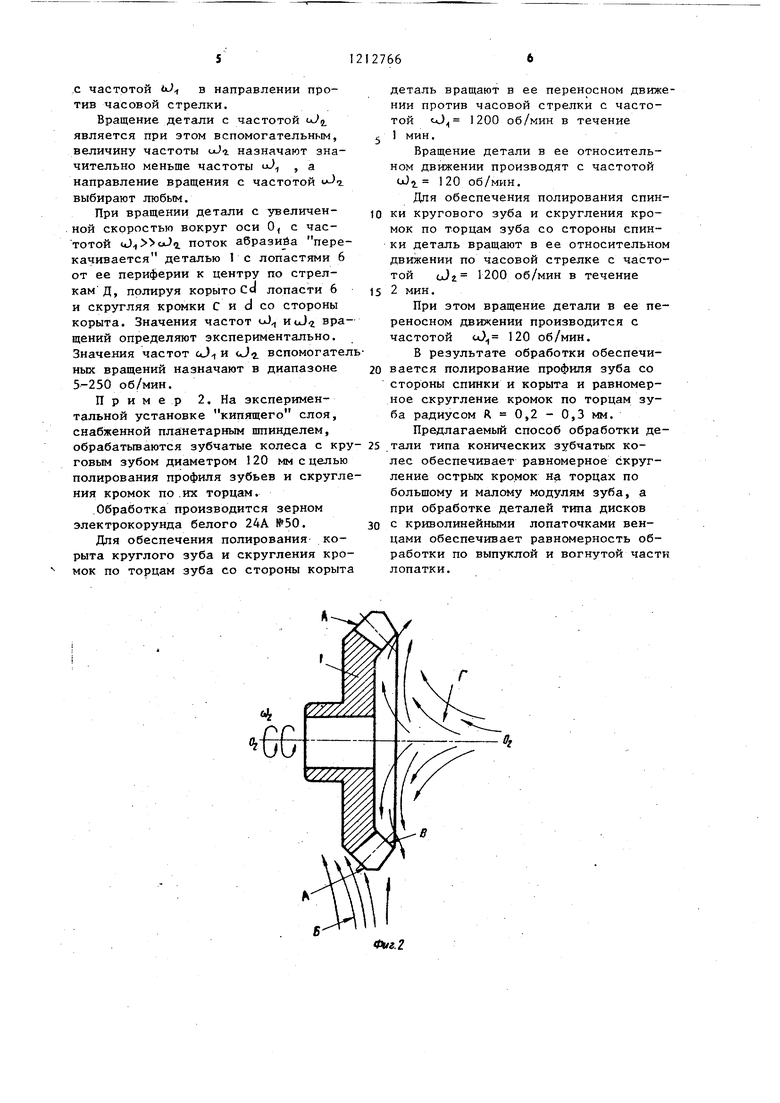
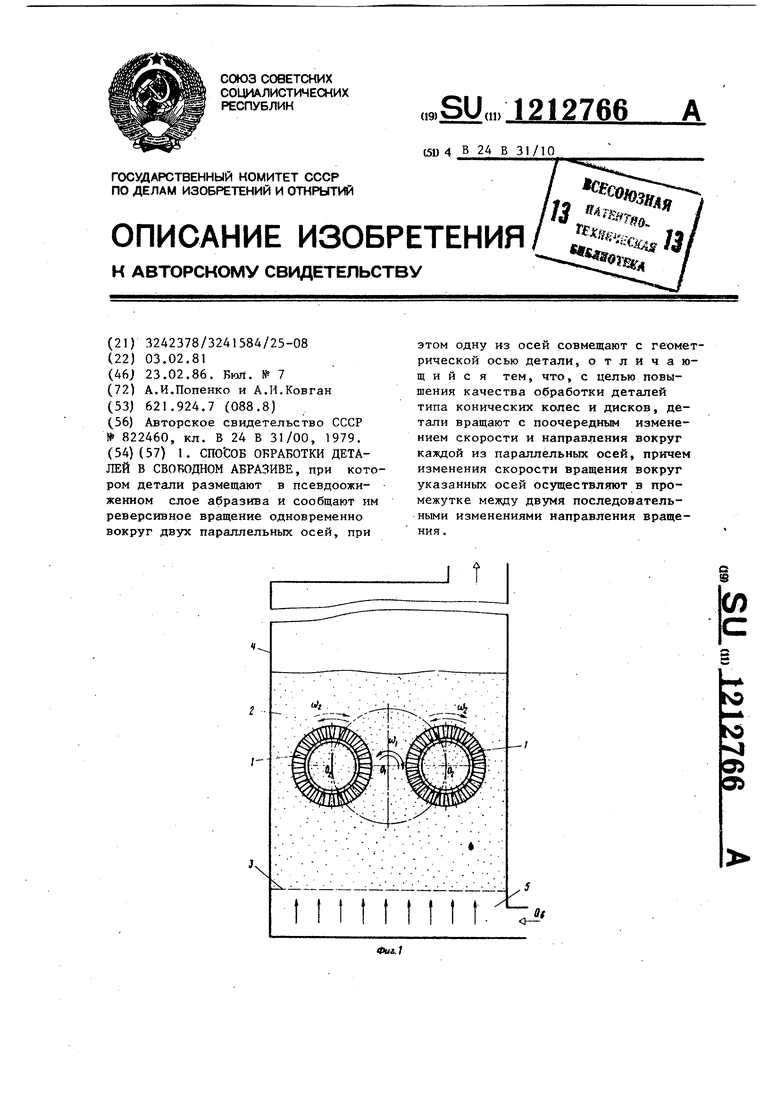
На фиг. 1 схематично приведено устройство для обработки зубчатых
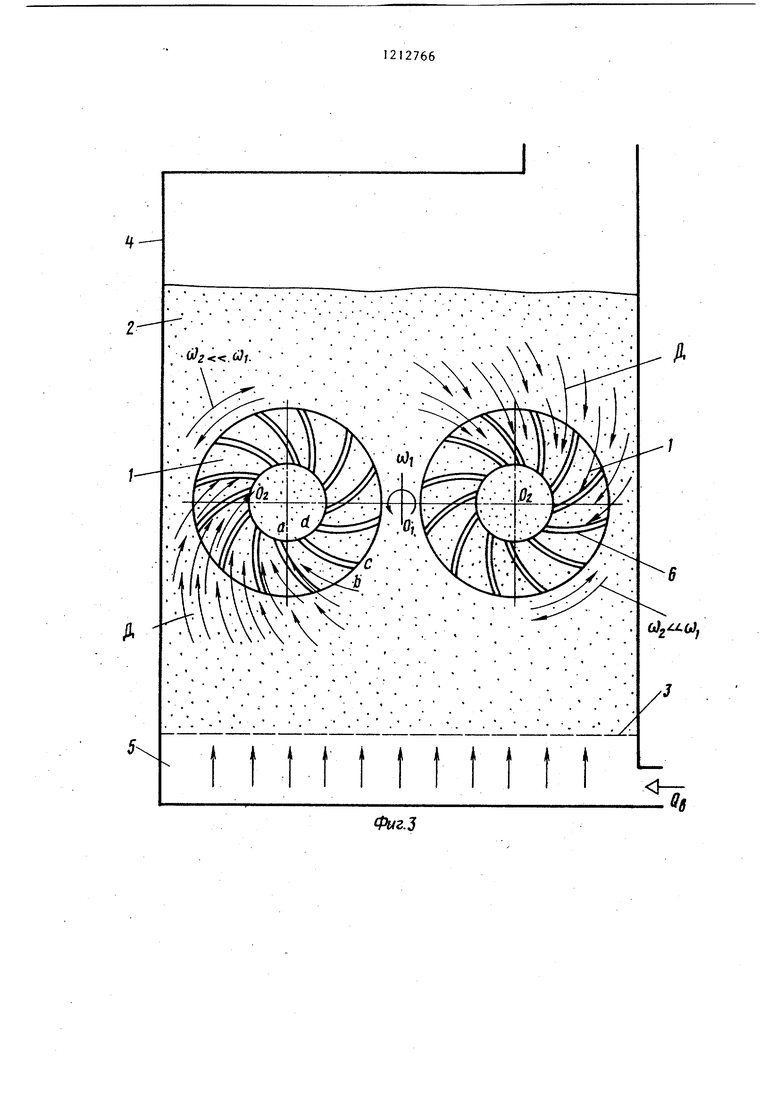
колес, поясняющее способ обработки деталей в псевдоожиженном абразиве; на фиг. 2 - схема движения потока абразива в зависимости от способа вращения детали; на фиг. 3 - устройства для обработки деталей с
криволинейными лопаточными венцами, поясняющие способ обработки деталей в псевдоожиженном абразиве.
Обрабатьгеаемые детали 1 разме- П1ают в слое кипящего абразива 2, расположенном на газораспределительной решетке 3 рабочей камеры 4. Псевдоожижение абразива производят подачей потока Q под слой абразива, для чего воздух от источника (пневмосети) подают в камеру 5, расположенную под газораспределительной решеткой 3.
Обрабатываемые детали 1 вращают вокруг двух осей: с частотой t вокруг геометрической оси , деталей и с частотой uJ вокруг оси , параллельной оси 02.-0г,
причем дл обеспечения равномерности обработки ,по профилю зуба производят реверсирование вращения . ((Ьиг . 1 , 3 и 4) .
Детали 1 в течение цикла обработки вращают с увеличенной скоростью обработки попеременно вокруг каждой из указанных осей О, -Of и ., причем переходы от вращения с увеличенной скоростью обработки вокруг одной из осей (например, )и вращению вокруг другой оси (например 0..|осуществляют в промежутках времени между двумя последовательными реверсированиями вращений.
3
При обработке деталь сначала вращают с увеличенной скоростью обработки, например, против часовой стрелки вокруг оси О, с частотой J значительно.превышающей частоту J. вращения детали вокруг ее геометрической оси 02, т.е. cJ сОг,
При этом, за счет частоты вращения uJ , обеспечивающей увеличенную скорость обработки, производят снятие заусенцев и скругление кромок , например, с правых сторон торцов зубьев по наружному контуру А за счет воздействия на них потока абразива по стрелкам Б (фиг. 2) .
Вращение с частотой uj вокруг оси 0 детали является при этом вспомогательным и обеспечивает равные условия обработки всех зубьев.
Затем, не изменяя направление вращений вокруг осей П и 0 деталь вращают с увеличенной скоростью обработки с частотой cJ г, вокруг геометрической оси О 2 детали и медленно с частотой и) « и/ проворачивают вокруг оси Oi .
При этом вращающаяся с больщой частотой uj вокруг своей оси деталь прокачивает, подобно насосу, газообразную смесь от своей ося к периферии по стрелкам Г (фиг. 2) , что обеспечивает обработку тех же правых сторон торцов зубьев по их внутреннему контуру В.
Затем производят реверсирование вращений и вращая деталь с рабочей скоростью обработки вначале с частотой вокруг оси 0, а затем с частотой uJ7.cJi вокруг оси 0 детали производят обработку левых сторон торцов зубьев по их наружному Б и внутреннему В торцам, подобно тому, как это быпо изложено выще.
Благодаря предложенным приемам и последовательности их выполнения обеспечивают качественную финишную обработку деталей типа конических зубчатьпс щестерен по всему обраба- тьгоаемому контуру.
Пример 1. На эксперименталной установке кипящего слоя, снабженной планетарным шпинделем, обеспечивающем плавное регулирование и реверсирование частот iJi и «J вращений деталей, обрабатьшаются конические зубчатые шестерни диаметром 100 мм с целью скругления кромо по контуру профипя зубьев.
0
2766 4
- Обработка производится зерном электрокорунда белого 24А зернистостью АО, время цикла обработки 4 мин.
Деталь вращают в слое абразива в направлении против часовой стрелки с частотами tj, 1250 об/мин и uJ 125 об/м в течение I мин обработки и с частотами vO
0 2500 об/мин и txJ 250 об/мин также в течение 1 мин.
Затем производят реверсирование вращений и вращают по часовой стрелке с указанными вьппе значениями
5 частот по 1 мин.
В результате обработки обеспечивается равномерное скругление кромок по контуру зубьев на их наружных и внутренних торцах радиусом R 0,2-0,3 мм.
Предлагаемый способ наиболее эффективен при повьппенных требованиях к равномерности и качеству скругления кромок по контуру зубьев.
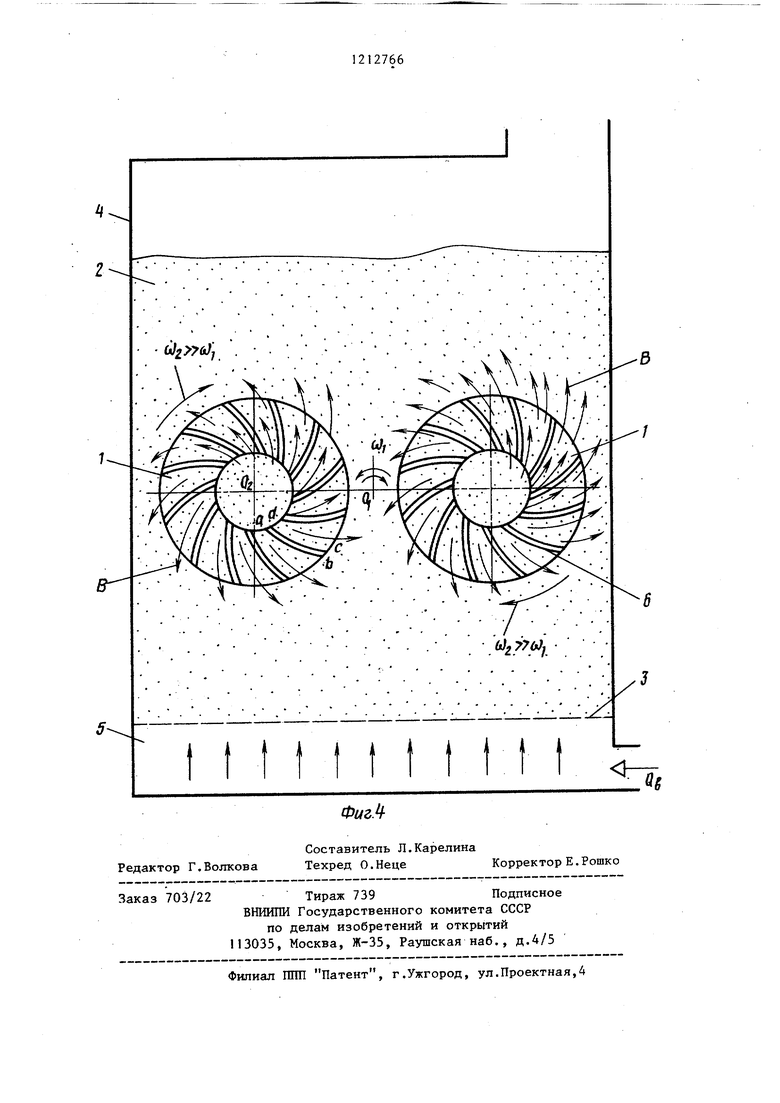
5 Отличительной особенностью способа обработки дисков является то, что для обработки вогнутости лопатки cd (фиг., 3) увеличивают скорость вращения вокруг геометрической оси детали От. , а для обработки выпуклости лопатки Ь (фиг. 3) увеличивают скорость вращения вокруг оси, параллельной геометрической оси детали.
ЧастотуlO,вращения детали вокруг
5 оси О, при обработк е выпуклости ло- . .патки аЬ назначают значительно мень- |ше частоты uJ , я направление вращения с частотой oJ выбирают , любым.
Вращение с частотой и является вспомогательным и обеспечивает одинаковые условия обработки всех лопастей в детали.
При этом при вращении детали с увеличенной скоростью обработки вокруг оси О о. поток абразива увлекается деталью и лопастями 6 от центра детали к ее периферии по стрелкам В, обрабатывая (полируя) спинку аЬ лопатки 6 и скругляя ее кромки о. и d со стороны спинки (фиг. Д) .
Для обеспечения полирования 5 вогнутости cd лопатки 6 и скругления кромок С и d со стороны корыта, детали 1 сообщают увеличенную скорость обработки вокруг оси 0
0
,с частотой tJ в направлении против часовой стрелки.
Вращение детали с частотой tJ. является при этом вспомогательным, величину частоты назначают значительно меньше частоты оь) , а направление вращения с частотой . выбирают любым.
При вращении детали с увеличенной скоростью вокруг оси О, с час- тотой поток абразийа перекачивается деталью 1 с лопастями 6 от ее периферии к центру по стрелкам Д, полируя корыто Со лопасти 6 и скругляя кромки С и d со стороны корыта. Значения частот jJ и вращений определяют экспериментально. Значения частот uJ и cj. вспомогател иых вращений назначают в диапазоне 5-250 об/мин.
Пример 2. На экспериментальной установке кипящего слоя, снабженной пла:нетарным шпинделем, обрабатьгоаются зубчатые колеса с круговым зубом диаметром 120 мм с целью полирования профиля зубьев и скругле ния кромок по .их торцам.
Обработка производится зерном электрокорунда белого 24А №50.
Для обеспечения полирования корыта круглого зуба и скругления кромок по торцам зуба со стороны корыта
деталь вращают в ее переносном движении против часовой стрелки с частотой J 1200 об/мин в течение 1 мин.
Вращение детали в ее относительном движении производят с частотой 0)5. 120 об/мин.
Для обеспечения полирования спин- ки кругового зуба и скругления кромок по торцам зуба со стороны спинки деташь вращают в ее относительном движении по часовой стрелке с частотой u}i 1200 об/мин в течение 2 мин.
При этом вращение детали в ее переносном движении производится с частотой cj 120 об/мин.
В результате обработки обеспечи- вается полирование профиля зуба со стороны спинки и корыта и равномерное скругление кромок по торцам зуба радиусом ,2-0,3мм.
Предлагаемый способ обработки де- тали типа конических зубчатых колес обеспечивает равномерное скругление острых кромок на торцах по большому и малому модулям зуба, а при обработке деталей типа дисков с криволинейными лопаточками венцами обеспечивает равномерность обработки по выпуклой и вогнутой части лопатки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для обработки деталей в псевдоожиженном абразиве | 1980 |
|
SU1212765A1 |
| Устройство для обработки деталейВ пСЕВдООжижЕННОМ АбРАзиВЕ | 1979 |
|
SU848315A1 |
| Способ обработки деталей в псевдоожиженном слое абразива | 1979 |
|
SU903087A1 |
| Устройство для абразивной обработки деталей | 1979 |
|
SU874315A2 |
| Способ обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU770760A1 |
| Способ обработки деталей в свободном абразиве | 1980 |
|
SU1204362A1 |
| Способ обработки деталей в свободном абразиве и устройство для его осуществления | 1980 |
|
SU867617A1 |
| СПОСОБ ДВУСТОРОННЕГО ШЛИФОВАНИЯ ЕЛОЧНОГО ПРОФИЛЯ ЗАМКА ЛОПАТКИ | 1989 |
|
RU2047467C1 |
| Способ сухого электрополирования лопатки турбомашины и установка для его реализации | 2023 |
|
RU2799180C1 |
| Копировальный станок | 1979 |
|
SU876383A2 |
Фиг.:5
. .
вв
1 I
Редактор Г.Волкова
Фиг.
Составитель Л.Карелина
Техред О.Неце Корректор Е.Рошко
703/22
Тираж 739Подписное
ВНИИШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Филиал ППП Патент, г.Ужгород, ул.Проектная,4
| Авторское свидетельство СССР 822460, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
