Изобретение относится к машиностроению и может быть использовано на шлифовальных станках.
Цель изобретения - повышение точности за счет учета скорости съема припуска и повышения помехозащищенности устройства.
На фиг. изображена структурная схема устройства; на фиг. 2 - график изменения скорости съема припуска в зависимости от его текущего значения.
Устройство содержит измерительную скобу с первичным измерительным преобразователем 1, подключенный к нему вторичный измерительный преобразователь 2, формирователь 3 команды на отвод шлифовального круга и дифференцирующий элемент 4 входы которых соединены с выходом вторичного измерительного преобразователя 2, масштабирующий усили- тель 5 и компаратор 6, выход Которого совместно с выходом формирователя команды на отвод шлифовального круга являются выходами устройства и подключены к соответствзтощим входам привода 7 подачи шлифовального круга, задатчик 8 конечной скорости съема припуска и сумматор 9, первый вход которого подключен к выходу задатчика 8 конечной скорости съема припуска, второй вход через масштабирующий усилитель 5 соединен с выходом вторичного измерительного преобразователя 2, выход подключен к первому входу компаратора 6, причем второй вход компаратора подключен непосредственно к выходу дифференцирующего элемента 4
Устройство работает следующим образом.
В начале цикла обработки измерительная скоба с первичным преобразователем 1 вводится на измерительную позицию, где воспринимает размер обрабатываемой детали и выдает сигнал переменного тока, амплитуда которого пропорциональна величине припуска. Вторичный преобразователь 2 усиливает поступающий на его вход сигнал и преобразует его в пропорциональный припуску сигнал tl постоянного тока. Формирователь 3 предназначен для выработки команды на отвод шлифовального круга в тот момент, когда на обрабатываемой детали получен заданный размер, т.е.
когда припуск и пропорциональный ему сигнал U станут равными нулю. Б дифференцирующем элементе 4 вычисляется производная входного сигнала по времени. Его выходной сигнал и, 3U/di пропорционален скорости съема припуска (здесь и ниже символы, снабженные верхним штрихом, обозначают сигналы, пропорциональные скорости съема припуска). Усилитель 5 предна значен для изменения масштаба сигнала припуска О Bk раз, где k - коэффициент усиления этого усилителя. Вьщаваемый масштабирующим усилителем сигнал (j 2 k(J задает линейную зависимость скорости съема припуска от его текущего значения на заключительном этапе обработки, т.е. при выхаживании. Значение скорости съема припуска в момент окончания обработки, называемой конечной скоростью, вырабатывается задатчи
ком 8 в виде сигнала (J | . На выходе сумматора 9 образуется сигнал U, kU , задающий требуемую
зависимость скорости съема припуска при выхаживании с учетом требуемого значения скорости съема припуска в момент окончания обра0 ботки.
Компаратор 6 предназначен для управления поперечной подачей шлифовального круга. Он выдает команду на включение поперечной подачи
5 в том случае, если поступающий
на его второй вход сигнал U меньше
поступающего на его первый вход сиг- I
нала (J неравенства
5
т.е. при соблюдении
dU , (1)
Если же сигнал U на втором входе компаратора превышает сигнал Ul на его первом входе
JU
,.H, (2)
то компаратор вьщает команду на выключение поперечной подачи шлифовального круга.
В начале цикла сигнал (J на выходе вторичного измерительного преобразователя 2 сосответствует начальному значению припуска (J|, . Так как съем припуска еще не проис- J ходит (и 11 const то сигнал U, , подаваемый дифференцирующим элементом 4 на второй вход компаратора 6, равен нулю. Сигнал же на пер0
BOM входе компаратора Ц .
V ПК.
Отличен от нуля. Такое сочетание значений сигналов «на входах компаратора соответствует неравенству (.1) 2 связи с чем компаратор вьщает на привод подачи команду на включение поперечной подачи шлифовального круга. На фиг. 2, где на оси абсцисс отложен пропорциональ- .ный припуску сигнал U , а на оси ординат - пропорциональный скорости съема припуска сигнал (J , начальный момент цикла обработки точкой 1
(, и , 0).
Начиная с момента входа шлифовального круга в контакт с обрабатываемой деталью происходит съем припуска. В результате этого пропорциональный скорости съема припуска сигнал возрастает. Точка А , отображающая зависимость (фиг.2) скорости съема припуска от его текущего значения, при врезании шлифовального круга в обрабатываемую деталь и последующем установившемся режиме съема припуска описывает траекторию 1-2.
Заданная линейная зависимость скорости съема припуска от его текущего значения на заключительном этапе обработки (при выхаживании) (фиг. 2) отображена прямой линией и з . В момент пересечения точкой А указанной линии ( этот момент отображен точкой 2 ) сигнал U , становится больше, чем сигнал U на его первом входе, и компаратор в соответствии с условием (2) вьодает команду на выключение поперечной подачи.
После выключения поперечной подачи съем припуска происходит за счет натягов в технологической системе СПИД (станок - приспособление инструмент - деталь . Изменение скорости съема припуска в зависимости от его значения при выключенной поперечной подаче (фиг. 2) отображено линией 2-3. В точке 3 скорость съема припуска становится меньше по сравнению с заданным значением, и компаратор в соответствии с условием (2) выдает команду на включение поперечной подачи. Скорость съема припуска начинает возрастать по кривой 3-4 и в точке 4, когда вьтолняется условие (l), поперечная подача снова выключается.
В дальнейшем процесс кратковременного включения и последующего выключения (соответственно в точках 5 и 6 ) поперечной подачи происходит aiiaлогично описанному. Включение поперечной подачи на заключительном этапе обработки (фиг.2 имеет место в том случае, если угол наклона прямой линии U j относительно
оси абсцисс меньше угла наклона линий 2-3, 4-5,... относительно той же оси.
В результате поочередного выклю- чения и включения поперечной подачи скорость съема припуска на заключительном Этапе обработки в среднем уменьшается по заданному закону . +kU . В момент получения на обрабатываемой детали заданного размера пропорциональный припуску сих нал и становится равным нулю и формирователь 3 выдает команду на окончание обработки путем отвода шли- фовального круга.Скорость съема припуска в момент выдачи команды на Отвод шлифовального круга (т.е. при у 0|равна заданному конечному значению U ,, .
Настройку устройства осуществляют следующем образом.
Настраивают задатчик 8 на выдачу сигнала U заданного значения конечной скорости съема припуска.
Обрабатывая пробные (настроечные детали, настраивают масштабирующий усилитель 5 на такое значение егокоэффициента усиления, при котором на заключительном этапе обработки, т.е. в процессе выхаживания , происходит один-два кратковременных включения поперечной подачи.
Настройка задатчика 8 (фиг. 2) на различные значения сигнала
U l приводит к параллельному смещению прямой линии и з Uj k и вдоль оси Ординат, а настройкой коэффици- ента усиления k масштабирующего усилителя 5 достигается изменение угла наклона этой линии относительно оси абсцисс путем ее поворота вокруг точки Uj, на оси ординат. Эти две настроечные операции между собой независимы (изменение настройки одного параметра не влияет на другой параметр) и могут выполняться в любом порядке.
У - лФиг.г
Uft а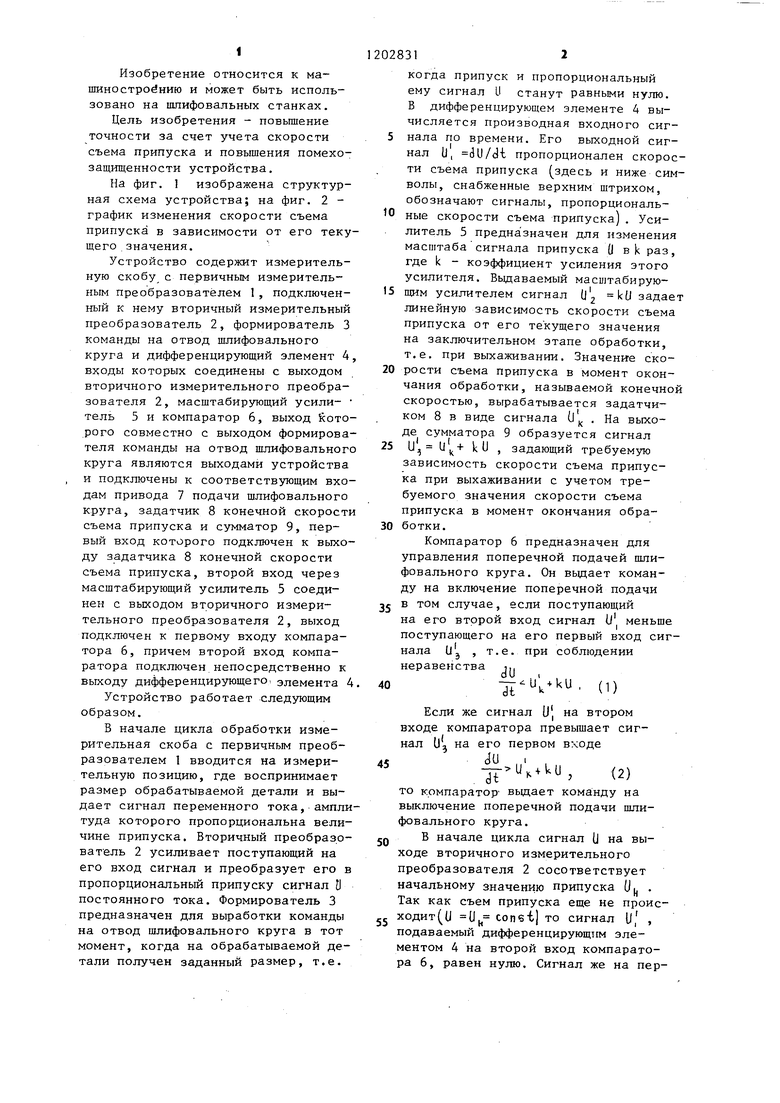

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессом врезного шлифования | 1982 |
|
SU1144858A1 |
| Устройство для автоматического контроля размеров деталей при врезном шлифовании | 1980 |
|
SU942971A2 |
| Устройство управления рабочим циклом при врезном шлифовании | 1986 |
|
SU1400865A1 |
| Устройство управления шлифованием | 1978 |
|
SU1030149A1 |
| Система управления шлифовальным станком | 1977 |
|
SU643315A1 |
| Устройство управления поперечной подачи шлифовального станка | 1975 |
|
SU588109A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ВРЕЗНОГО ШЛИФОВАНИЯ | 2004 |
|
RU2254977C1 |
| Устройство для автоматического контроля размеров деталей при врезном шлифовании | 1972 |
|
SU567593A1 |
| Способ управления циклом круглого шлифования | 1986 |
|
SU1430241A1 |
| Система автоматического контроля параметров процесса круглого шлифования на станке с программным управлением | 1989 |
|
SU1705049A1 |

Редактор А,Сабо
Составитель А.Семенова Техред О.Ващишина
Заказ 8362/17
Тираж 768Подписное
ВНИШИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Филиал ШШ Патент, г. Ужгород, ул. Проектная, 4
Корректор В.Бутяга
