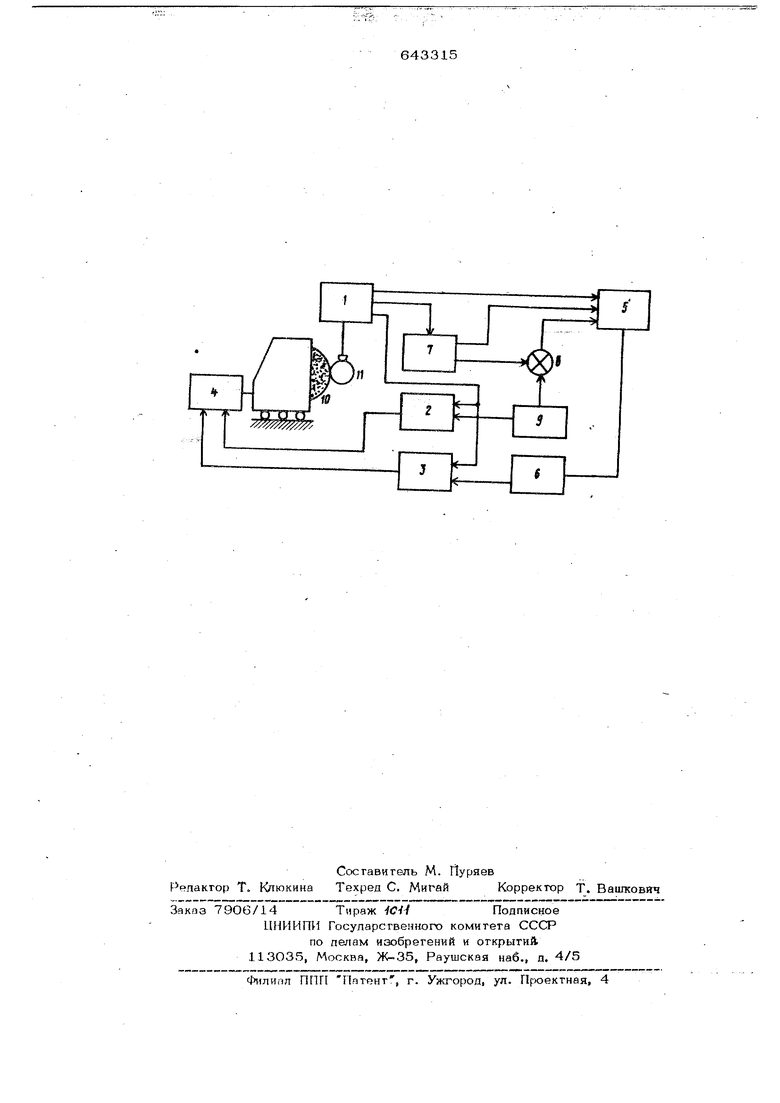
Системаупр ь вния шлутфовалт иым станком содержит преобразователь 1 пе ремещений, первым выхолом через компараторы 2 и 3 соепиненный с исполнителы ными органами 4 станка, а вторым выхолом через переключатель 5 и запоминающее устройство 6 - с компаратором 3; дифференцирующее звено 7, соепиненное своим входом с преобразователем .1, аодним выходом - с переключателем 5 непбсредсгвенно, другим выходом -че рез нуль-орган 8. Нуль-орган 8 вторым входом подключен к задатчику 9 уровня, соединенным в свою очередь с компаратором 2., Система работает следующим образом. В процессе шлифования сигнал с преобразователя 1 поступает одновременно на входы компараторов 2 и 3, на дифференцирующее звено 7 и на запоминающее устройство 6 через переключатель 5, Пока щлифовальный круг 1О не подве деи к изделию 11 на выходе дифференци рующего звена 7 сигнал отсутствует. Пр Подводе круга Ю к изделию 11 начинается съем металла, на выходе дифференцирующего звена 7 появляется сигнал, пропорциональный скорости съема припус ка. Сигнал поступает на один из входов пе()еключателя 5 и подключает выход пр(юбразователя 1 перемещений к запо- миниющему устройству б, тем самым фиксируется начало шлифования. Пиффере цирующее звено выполняет функцию нуль органа касания шлифовального круга с изделием. При дальнейщем шлифовании скорость съема припуска увеличивается и, когда сигнал с дифференцирующей цепочки, пропорциональный скорости съема припуска, достигает величины, заданной задатчиком 9 опорного уровня, с помощью нуль-органа 8 выдается команда в переключатель 5 об отключении сигнала с преобразователя на запоминающее устройство 6, Тем самым фиксируется величина постоянной времени системы СПИД, характеризукдщей изменяющиеся от изделия к изделию условия шлифовани Так формируется корректирующий сиг нал, с помощью которого изменяется опорный уровень компаратора 3 выхаживания в зависимости от условий шлифсша Таким o6f)a30M, уровоит, снгнплп с преобразователя 1, зафиксированный .запоминающим устройстрюм б с момента касания инструмента излелием ( с помо- щью диффсрениируюп1его звена 7, иг)ак)щего роль нул1 -органа касания) до момента, коглгТ впличииа ско)ости съема припуска постигает заданной величины (с помощью 11ул1э-оргапа 8, запатчика 9 опорного уровня и яи(} |оремци )ую1пего звена 7), определяется условиями шлифсчвания и я Утяется корректирующим сигналом, поданным на второй вход компаратора 3 выхаживания в масштабе припуска. Сигнал с преобразователя 1 на входы компараторов 2 и 3 в процессе шлифования изменяется (уменьшается), и когда достигает величины опорного сигнала с запоминающего устройства 6, компаратором 3 выдается команда исполнительным органам 4 станка на включение выхаживания. Компаратором 2 выдается комакда на окончание обработки, когда Деталь остигает величины, заданной задатчиком 9. Формула изобретения Система управления шлифовальным станком, содержшцая преобразователь перемещений задатчик уровня, запоминающее устройство, переключатель и два компаратора, первые входы которых подключены к выходу преобразователя перемещений, а вторые - соответственно к задатчику у зовня и к выходу переключателя, отличающаяся тем, что с целью повышения- точности коррекции и надежности работы, система снабжена последовательно соединенными дифференцирующим звеном с двумя выходами и нуль-органом, а преобразователь перемещений снабжен двумя дополнительными выходами, один из которых непосредственно, а второй через дифференцирующее Звено и нуль-орган подключены к переключателю, причем второй выход дифференцирующего звена подключен к переключателю. Источники информации, принятые во внимание при экспертизе 1. Заявка № 2192333/25-О8, кл. В 24 В 51/ОО, 1975, по которой принято решение о выдаче авторского свидетельства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления шлифованием | 1978 |
|
SU1030149A1 |
| Устройство активного контроля | 1981 |
|
SU963839A1 |
| Система управления подачей шлифовального станка | 1980 |
|
SU888075A1 |
| Способ управления поперечной подачей внутришлифовального станка и устройство для реализации этого способа | 1974 |
|
SU521124A1 |
| Устройство управления поперечной подачи шлифовального станка | 1975 |
|
SU588109A1 |
| Способ управления рабочим циклом поперечной подачи при шлифовании и устройство для его осуществления | 1985 |
|
SU1316800A1 |
| Способ коррекции программы шлифования | 1978 |
|
SU930259A1 |
| Система дискретного управленияшлифОВАНиЕМ | 1979 |
|
SU810464A1 |
| Устройство для программного управления | 1977 |
|
SU632989A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ВРЕЗНОГО ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2133186C1 |