1
Изобретение относится к станкостроению.
Известны устройства управления поперечной подачей шлифовального станка, содержащие датчик припуска, датчик врезания, компараторы, задатчики опорных уровней 1.
С целью увеличения точности обработки и производительности станка предлагаемое устройство снабжено датчиком скорости подачи, задатчиком времени, нормально замкнутым и нормально разомкнутым ключами, преобразователями напряжения в импульсы и импульсного напряжения в аналоговое и счетчиком импульсов, вход которого через последовательно соединенные нормально замкнутый и нормально разомкнутый ключи и преобразователь напряжения в импульсы подключен к датчику скорости подачи, а выходы через преобразователь импульсного напряжения в аналоговое соединены с задатчиком опорного уровня компаратора, причем первый выход датчика врезания соединен с нормально разомкнутым ключом, а второй его выход через задатчик времени соединен с нормально замкнутым ключом.
На фиг. 1 представлена блок-схема предлагаемого устройства; на фиг. 2 графически показана динамика съема припуска обрабатываемого изделия с управлением от предлагаемого устройства.
Устройство состоит из измерительной схемы 1 с датчиком перемещения, соединенной через компаратор 2 выхаживания и компаратор 3 окончательной команды с исполнительными органами 4 станка, датчика 5 врезания, вход которого соединен с приводом 6 шлифовального круга 7, а выходы соединены с нормально разомкнутым ключом 8 и с задатчиком 9 времени, соединенным с нормально
замкнутым ключом 10; преобразователя 11 напряжения в импульсы, соединенного с датчиком 12 скорости подачи; счетчика 13 импульсов, вход которого через последовательно включенные нормально замнутый 10 и нормально разомкнутый 8 ключи соединен с преобразователем 11, а выход через преобразователь 14 импульсного напряжения в аналоговое соединен с задатчиком 15 опорного уровня компаратора 2.
Схема работает следующим образом. При подводе шлифовального круга 7 к обрабатываемому изделию 16 начинается процесс съема металла. С датчика 5 поступает
сигнал на включение задатчика 9 и на замыкание ключа 8. С преобразователя 11 на счетчик 13 поступают импульсы, количество которых пропорционально величине скорости изменения припуска, фиксируемой датчиком 12.
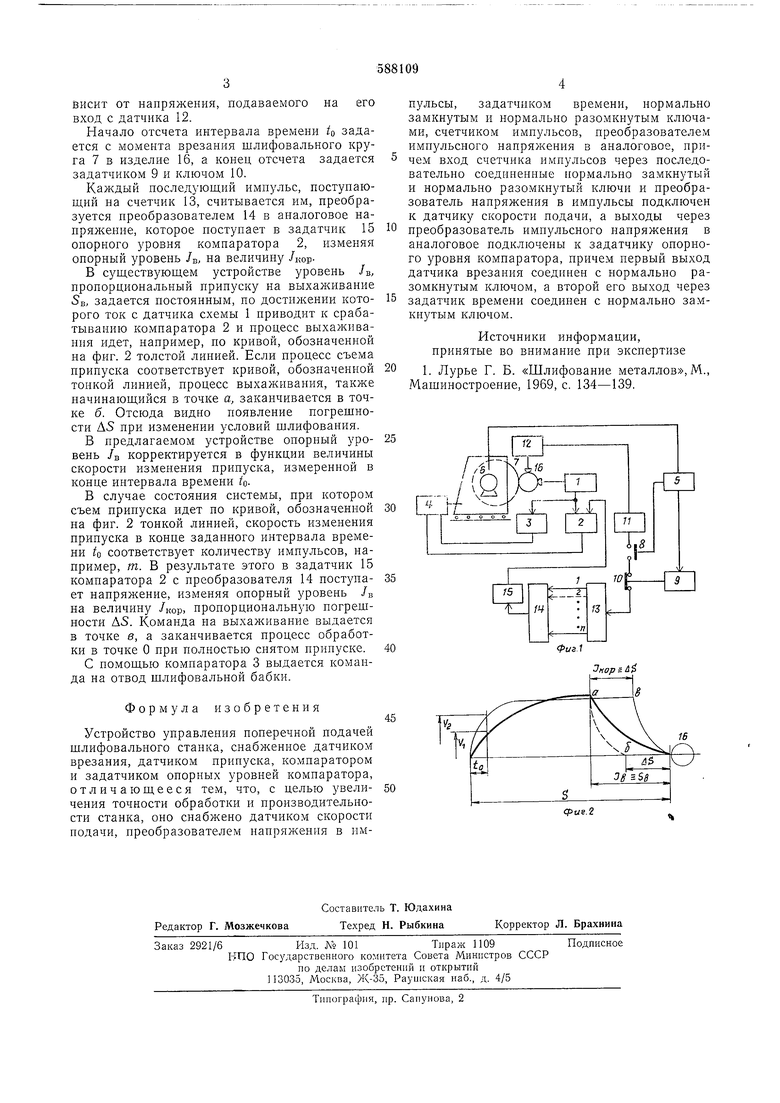
Частота импульсов преобразователя 11 зависит от напряжения, подаваемого на его вход с датчика 12. Начало отсчета интервала времени to задается с момента врезания шлифовального круга 7 в изделие 16, а конец отсчета задается задатчиком 9 и ключом 10. Каждый последующий импульс, поступаюпдий на счетчик 13, считывается им, преобразуется преобразователем 14 в аналоговое напряжение, которое поступает в задатчик 15 опорного уровня компаратора 2, изменяя опорный уровень /в, на величину /кор. В существующем устройстве уровень /в, пропорциональный припуску на выхаживание 5в, задается постоянным, по достижении которого ток с датчика схемы 1 приводит к срабатыванию компаратора 2 и процесс выхаживания идет, например, по кривой, обозначенной на фиг. 2 толстой линией. Если процесс съема припуска соответствует кривой, обозначенной тонкой линией, процесс выхаживания, также начинающийся в точке а, заканчивается в точке б. Отсюда видно появление погрешности Л5 при изменении условий шлифоваиия. В предлагаемом устройстве опорный уровень /в корректируется в функции величины скорости изменения припуска, измеренной в конце интервала времени to. В случае состояния системы, при котором съем припуска идет по кривой, обозначенной на фиг. 2 тонкой линией, скорость изменения припуска в конце заданного интервала времени to соответствует количеству импульсов, например, т. В результате этого в задатчик 15 компаратора 2 с преобразователя 14 поступает напряжение, изменяя опорный уровень /в на величину /кор, пропорциональную погрешности AS. Команда на выхаживание выдается в точке в, а заканчивается процесс обработки в точке О прн полностью снятом припуске. С помощью компаратора 3 выдается команда на отвод шлифовальной бабки. Формула изобретения Устройство управления поперечной подачей щлифовального станка, снабженное датчиком врезания, датчиком припуска, компаратором и задатчиком опорных уровней компаратора, отличающееся тем, что, с целью увеличения точности обработки и производительиости станка, оно снабжено датчиком скорости нОхЧачи, преобразователем напряжения в импульсы, задатчиком времени, нормально замкнутым и нормально разомкнутым ключами, счетчиком импульсов, преобразователем импульсного напряжения в аналоговое, причем вход счетчика импульсов через последовательио соединенные нормально замкнутый и нормально разомкнутый ключи и преобразователь напряжения в импульсы подключен к датчику скорости подачи, а выходы через преобразователь импульсного напряжения в аналоговое подключены к задатчику опорного уровня компаратора, причем первый выход датчика врезания соедииен с нормально разомкнутым ключом, а второй его выход через задатчик времени соединен с нормально замкнутым ключом. Источники информации, принятые во внимание при экспертизе 1. Лурье Г. Б. «Шлифование металлов,М., Машиностроение, 1969, с. 134-139. пор 4 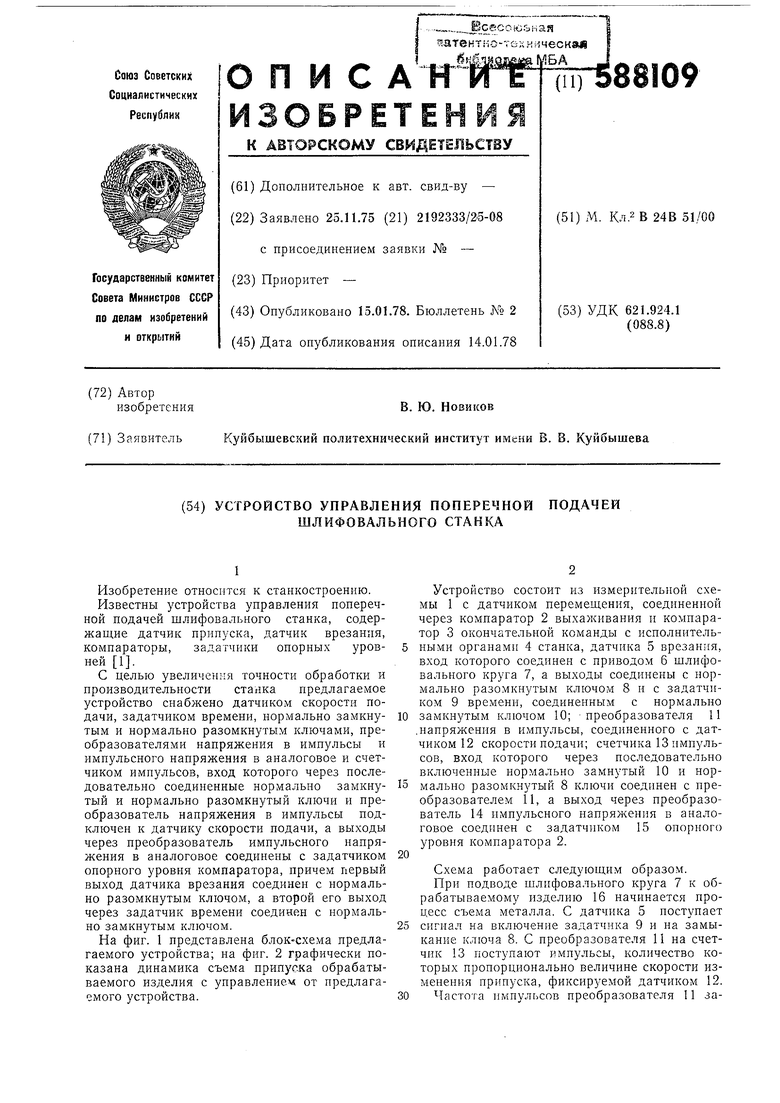
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления шлифованием | 1978 |
|
SU1030149A1 |
| Устройство управления рабочим циклом при врезном шлифовании | 1986 |
|
SU1400865A1 |
| Устройство для программного управления | 1977 |
|
SU632989A1 |
| Устройство для программного управления шлифовальным станком | 1982 |
|
SU1085792A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ВРЕЗНОГО ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2133186C1 |
| Устройство для управления шлифовальным станком | 1981 |
|
SU1053067A1 |
| Система управления подачей шлифовального станка | 1980 |
|
SU888075A1 |
| Устройство для управления шлифовальным станком | 1975 |
|
SU606718A1 |
| Устройство для управления подачей шлифовального станка | 1974 |
|
SU554527A1 |
| Способ управления круглым врезным шлифованием и устройство для его осуществления | 1988 |
|
SU1734991A1 |
