г
Изобретение относится к металлообработке, в частности к шлифованию и может быть использовано при пропитке шлифовальных кругов на керамической связке, работающих без сма зочно-охлаждающей жидкости.
Цель изобретения повышения качества обрабатываемой поверхности и стойкости инструмента.
Состав для прбпитки содержит мочевиноформальдегидную смолу , концентрат Аквол - ЮМ 20-25 и воду 30 40 мае.%.
Введение в состав для пропитки абразивных кругов концентрата смазочно-охлаждающей жидкости Аквол - 10 М обеспечивает смазку между трущимися поверхностями абразивного круга и обрабатываемой детали, исключает прижоги, задиры, уменьшает шероховатость обрабатываемой поверхности. Снижение конценрации СОЖ ниже 20 мае.% приводит к уменьшению смазывающих свойств и увеличению трения между абразивным кругом и обрабатываемой поверхностью, что приводит к появлению прижогов, шероховатости.
Повышение концентрации СОЖ 25 мас.% приводит к уменьшению вязкости абразиьного круга, что уменьшает его стойкость.
Мочевиноформальдегидная смола является пленкообразующим веществом удерживающим СОЖ в круге и предохраняющим абразивный круг от разрушения, т.е. повышает его стойкость. Снижение концентрации мочевинофор- мальдегидной смолы ниже 40 мае.7, приводит к снижению твердости пленок, а это приводит к уменьшению стойкости.
Повьш1ение концентрации свьш1е 45 мас.% приводит к завьшенной твердости круга, при этом не происходит выкрашивание сработанных зерен
2028352
абразива и круг засаливается в процессе работы, а это приводит к -снижению его стойкости и ухудшению качества обрабатываемой поверхности,
5 появлению прижогов.
Состав для пропитки готовится следующим образом.
В концентрат СОЖ Аквол-10 М при постоянном перемешивании вводят
10 мочевиноформальдегидную смолу, а затем в полученную смесь добавляют воду.
Технология пропитки кругов заключается в следующем.
15 Перед пропиткой абразивные круги подогревают в сушильном шкафу при 50-60 С в течение 30 мин, затем полностью загружают в емкость с составом для пропитки. Процесс про-
20 питки заканчивается после окончания выделения пузырьков воздуха из пор круга. Пропитанные круги просушивают при комнатной температуре в течение 5-10 ч, затем в
25 сушильном шкафу при 110-125 С в течение 2,5 ч.
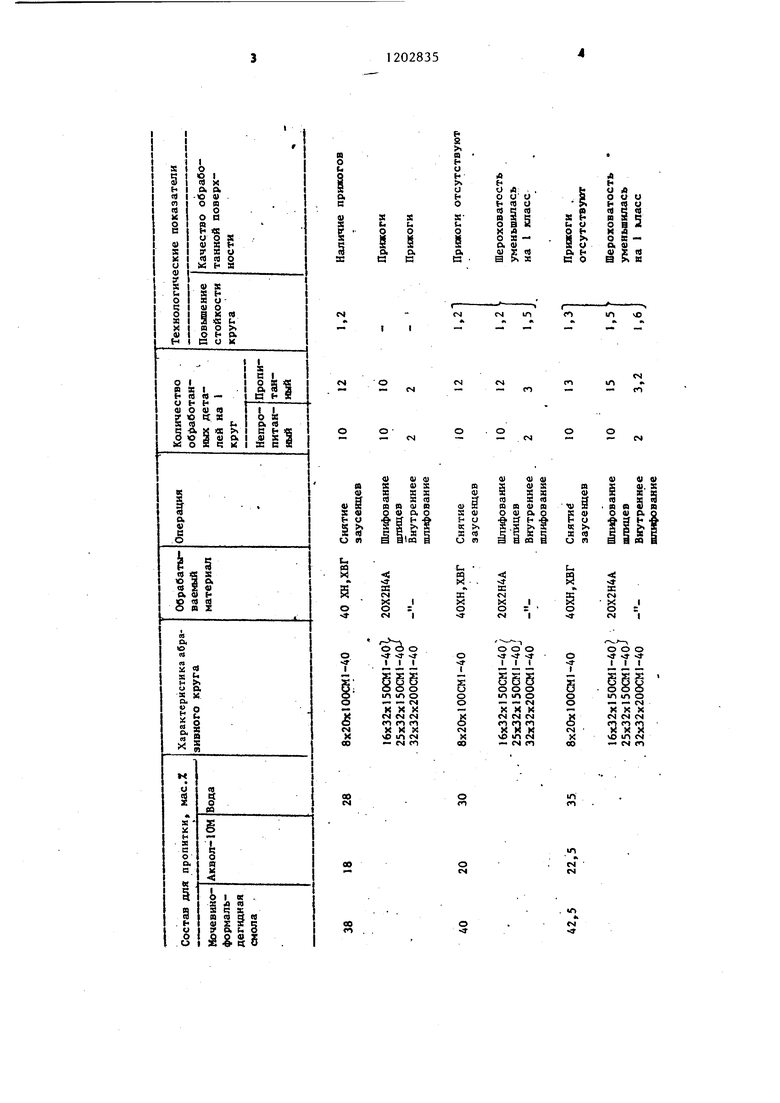
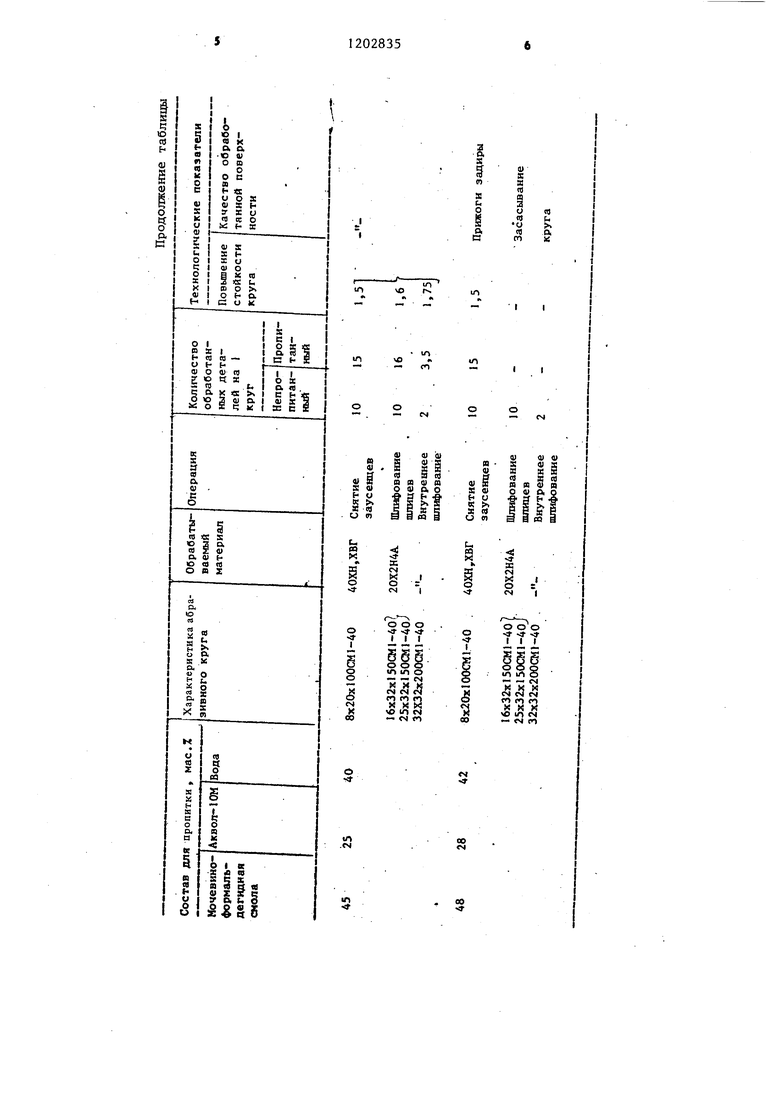
Пропитке предлагаемым составом подвергались абразивные круги на керамической связке следующих ти30 пов: 8x20x100 СМ1-40 16x32x150 СМ1- 40, 25x32x150 СМ1-40 и 32х32х х200 СМ1-40.
Испытания пропитанных кругов проведены на следующих операциях:
j снятие заусенцев, внутреннее шлифование и шлифование шлицев на сталях 40ХН, ХВГ, 20Х2НЧА.
Результаты испытаний представлены в таблице.
Q Применение предлагаемого состава для пропитки позволит повысить стойкость кругов, улучшить качество обрабатываемых поверхностей - исключить задиры, прижоги, уменьte ШИТЬ шероховатости. Состав прост в приготовлении, содержит мало компонентов .
s
I
o.
e
a
о
v
О
о
u о
Oi
e
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав для пропитки абразивного инструмента | 1986 |
|
SU1321566A1 |
| Состав для пропитки абразивного инструмента | 1987 |
|
SU1454675A1 |
| Состав для пропитки абразивного инструмента | 1986 |
|
SU1386436A1 |
| АНТИФРИКЦИОННАЯ СМАЗКА ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 1991 |
|
RU2030449C1 |
| Состав для пропитки абразивного инструмента | 1986 |
|
SU1472234A1 |
| Состав для пропитки абразивного инструмента | 1985 |
|
SU1315271A1 |
| Состав для пропитки абразивного инструмента | 1986 |
|
SU1366378A1 |
| Способ изготовления абразивного инструмента | 1986 |
|
SU1400868A1 |
| Способ изготовления абразивного инструмента на керамической связке | 1982 |
|
SU1038215A1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ С РАДИАЛЬНЫМИ ОТВЕРСТИЯМИ И АКСИАЛЬНО-СМЕЩЕННЫМ РЕЖУЩИМ СЛОЕМ | 2001 |
|
RU2190517C1 |

CM
CO
0
о
м
1Л
- го
821
и S
о
%
u
s..
о
чГ
- а: «м
ё
м
э
о
«aOi
s
С4
ё
см
о «а- I
о
-a
S
о о
es X ОО
ео
Г4
о
п
1Г1
fo
о
см
CM
сч
О
«м
sr
Р: о н я I S
о «
X о
,о а:
(.1ал.
к . Iс н
ш о. Iш к
с; 1 Iаз с
щ
« fl
С9 h .
а
X
ю
VO
ю
5 СП10
к
S
а
Ok
ш
5
см
M о
CJ
tn
.CM
со
Cl
5
00
sf
| Состав для пропитки абразивного инструмента | 1981 |
|
SU1000255A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
