Изобретение относится к сварке полимерных термопластичных материалов, в частности рулонных, и может быть использовано в любой отрасли промышленности, например в строительстве при облицовке поверх- ностей рулонными материалами, требующей соединения отдельных элементов такого покрытия между собой.
Цель изобретения - повышение качества сварного соединения.
Указанная цель достигается за счет исключения утонения материала зоны шва, вызванного усадкой.
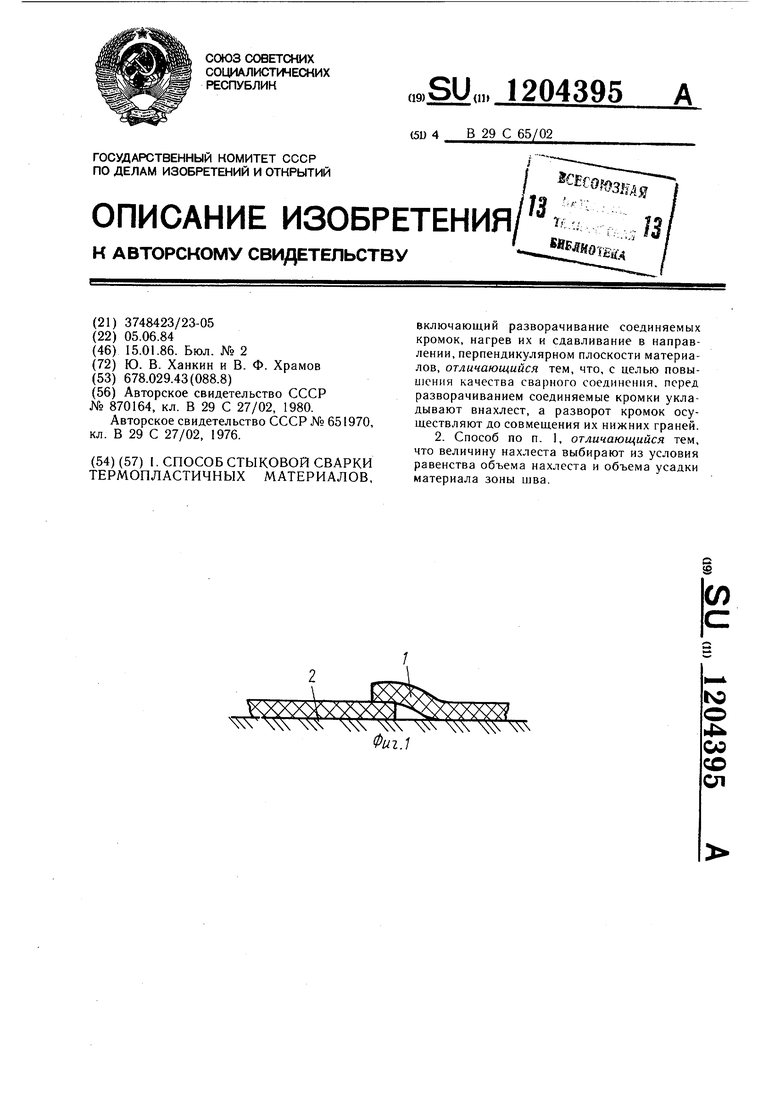
На фиг. 1 изображен материал при укладке кромок внахлест, сечение; на фиг. 2 - то же, в момент отгиба кромок; на фиг. 3 - стыковой сварной шов, сечение.
Способ стыковой сварки термопластичных материалов заключается в следующем.
Кромки 1 свариваемого термопластичного рулонного материала (фиг. 1) укладывают на подложке 2 внахлест, величину которого определяют из условия равенства объема нахлеста и объема усадки материала зоны щва при сварке. Затем кромки 1 свариваемого материала (фиг. 2) поднимают и разворачивают до соприкосновения их нижних граней 3. После этого, используя раз- личные источники тепловой энергии, плос
кости 4 кромок 1 (фиг. 2) нагревают до вязкотекучего состояния и, не давая им охлаждаться, прижимают к подложке 2 (фиг. 3) оставляя в таком положении до момента достижения материалом образовавшегося стыкового щва 5 максимально допустимой температуры его эксплуатации.
Пример осуществления способа.
Рулонный поливинилхлоридный пластикат толщиной 3 мм, предназначенный для облицовки поверхности пола, укладывают внахлест на величину 1 мм, определяемую из расчета размера зоны плавления 4 мм и усадки 20%. Перед прохождением источника тепловой энергии в виде разогретой ленты, кромки свариваемого материала поднимают и разворачивают до соприкосновения их нижних граней. Нагретые до вязкотекучего состояния (температура 180-200°С) кромки соединяют, прижимая их к поверхности пола и удерживают в таком положении до температуры не выше 60°С, являющейся рабочей температурой данного материала. При этом сечение свариваемого материала в зоне сварного шва остается постоянным.
Способ сварки может быть реализован как при контактном нагреве, нагреве инфракрасным излучением, так и при использовании потока нагретого газа (воздуха).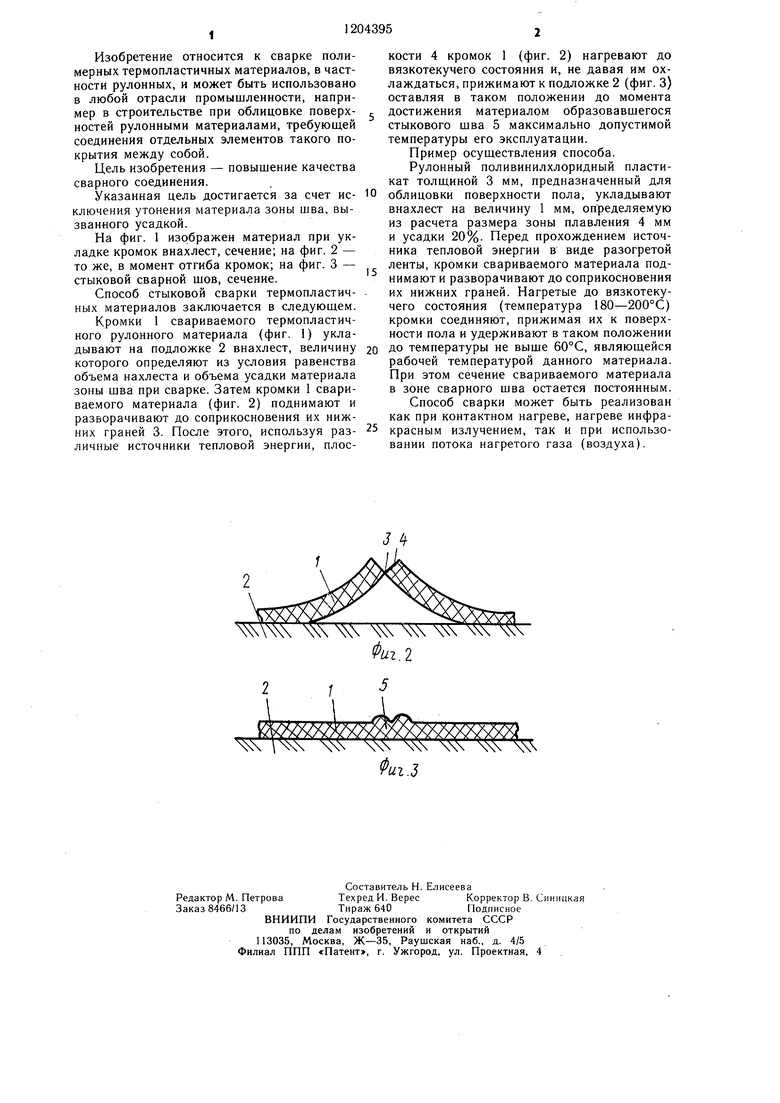
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки полимерных материалов газообразным теплоносителем | 1985 |
|
SU1255452A1 |
| Формирующее устройство для сварки вертикальных швов | 1980 |
|
SU1039679A1 |
| СПОСОБ НАНЕСЕНИЯ ИЗОЛЯЦИОННОЙ МАНЖЕТЫ НА СТЫК ТРУБОПРОВОДА | 2008 |
|
RU2397404C1 |
| Устройство для стыковой сварки термопластичных полимерных материалов | 1989 |
|
SU1654008A1 |
| СПОСОБ СВАРКИ ТЕРМОПЛАСТОВ И УСТРОЙСТВО ДЛЯ СВАРКИ ТЕРМОПЛАСТОВЫХ ЭЛЕМЕНТОВ | 2006 |
|
RU2312767C2 |
| СПОСОБ ФОРМИРОВАНИЯ НЕПРЕРЫВНОЙ ЛЕНТЫ ДЛЯ ЛЕНТОЧНОГО СЕПАРАТОРА | 2002 |
|
RU2309847C2 |
| Способ импульсной дуговой сварки неплавящимся электродом | 1982 |
|
SU1097463A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕШЕТКИ С ЯЧЕИСТОЙ СТРУКТУРОЙ ДЛЯ УКРЕПЛЕНИЯ ГРУНТОВЫХ ПОВЕРХНОСТЕЙ | 2006 |
|
RU2322551C1 |
| Способ сварки внахлест Т-образными швами термопластичных пленок | 1986 |
|
SU1368190A1 |
| Способ обработки сварного шва | 1975 |
|
SU536025A1 |
Х. N
Фиг.З
| Способ сварки встык термопластичных материалов инфракрасным излучением | 1980 |
|
SU870164A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для сварки встык термопластичных листовых материалов | 1976 |
|
SU651970A1 |
| Солесос | 1922 |
|
SU29A1 |
