Изобретение относится к строительству и может быть использовано иа заводах объемного домостроения.
Цель изобретения - повышение производительности линии.
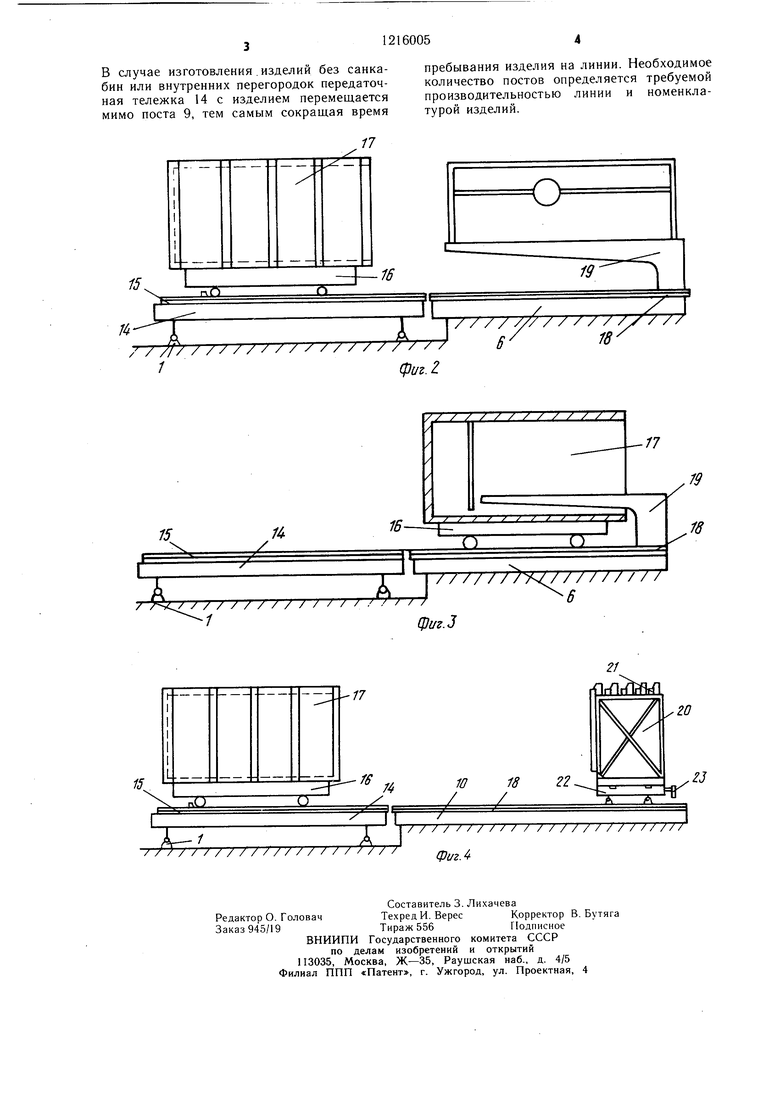
На фиг. 1 показана схема расположения постов; на фиг. 2 - пост отделки; на фиг. 3 - пост комплектации; на фиг. 4 - пост сборки.
Технологическая линия содержит транспортный путь 1, расположенные параллельно ему пост 2 чистки и смазки сердечника, посты формования .3, термообработки 4 и распалубки 5, посты отделки, имеющие пост 6 перетирки и сушки, пост 7 шпаклевки и сушки, пост 8 штукатурки, пост 9 комплектации, -пост 10 сборки и пост 11 сушки. На транспортном пути 1 установлены самоходная тележка 12 с выпрессовщиком 13 в виде, например, гидроцилиндра и самоходная передаточная тележка 14, на которой расположены перпендикулярно пути 1 направляющие 15 для перемещения дополнительной тележки 16 для объемных блоков 17 типа «лежащий стакан. Тележки 12, 14 и 16 снабжены электроприводами, а все посты отделки - направляющими 18, перпендикулярными транспортному пути 1.
Посты отделки 6-8 и комплектации 9 снабжены Г-образными платформами 19, на которых стационарно смонтированы отделочные механизмы. Консольные части Г-образ- ных платформ направлены к транспортному пути 1. Пост комплектации оборудован, например, санкабинами, перегородками и штукатурным оборудованием, установленными иа Г-образной платформе 19. Пост 10 сборки выполнен с горизонтально перемещаемой П- образной рамой 20 для панелей наружных стен 21. Рама 20 установлена на тележке 22, которая может перемещаться параллельно транспортному пути 1, например, винтовыми приводами 23.
Линия работает следующим образом. На постах 3-5 на установках для формования объемных блоков производят укладку бетонной смеси с одновременным уплотнением, затем производят тепловую обработку, например, путем подачи теплоносителя в сердечник.
Далее включают привод тележки 12 и она перемещается по пути 1 до установки напротив, например, поста 3. Включают вы- прессовщик 13 в виде гидроцилиндра. Шток последнего, выдвигаясь, подходит к сердечнику, к которому его подсоединяют, например, с помощью замковых устройств. Затем обеспечивают перемещение сердечника на тележку 12 и последующее перемещение тележки электроприводом по пути 1 до установки ее напротив поста 2, где выпрессовщиком 13 сердечник подается на пост 2 для его чистки и смазки. Одновременно с этим на посту 3 производят раскрытие наружных щитов установки, а готовое изделие
17 переносят, например, краном на дополнительную тележку 16, установленную на передаточной тележке 14. Изделие 17 устанавливают на тележку 14 таким образом, что
открытая часть изделия направлена в сторону постов.
Далее электроприводом перемещают передаточную тележку 14 с изделием 17 по пути 1 к постам отделки. Тележку 14 устанавливают напротив поста 6 перетирки и
сущки так, что ее направляющие 15 совпадают с направляющими 18 поста 6. После этого включают электропривод дополнительной тележки 16 и она по направляющим 15 и 18 вместе с изделием наезжает на Гобразную платформу 19 так, что последняя оказывается внутри изделия 17. Включают приводы отделочных механизмов и производят нанесение и втирание в поры и раковины изделия 17 отделочного раствора, после чего в изделие подают теплый воздух
для высущивания покрытия. Далее отключают отделочные механизмы, а тележку 16 с изделием 17 электроприводом перемещают на тележку 14, которая перемещается к посту 7 шпаклевки и сушки, куда аналогичным .образом перемещают дополнительную тележку 16 с изделием. Включают отделочные механизмы и на поверхности потолка и стен наносят и заглаживают слой шпаклевки, а затем для высушивания покрытия подают в изделие теплый воздух.
Затем тележку 16 с изделием 17 перемещают на передаточную тележку 14, а последняя перемещается по транспортному пу- , ти 1 к посту 9 комплектации, куда аналогичным образом подают тележку 16 с изделием 17, в котором устанавливают санкабины, внутренние перегородки и производят ощтукатуривание швов, после чего тележка 16 с изделием 17 возвращается на передаточную тележку 14. Последняя перемещается по пути 1 к посту 10 сборки. Далее тележка 16 с изделием 17 подъезжает
к П-образной раме 20 с наружными стенами 21, установленными в вертикальном положении. Винтовым приводом 23 перемещают тележку 22 с рамой 20 так, что панель наружной стены 21 входит в открытую часть изделия 17. Электросваркой соединяют закладные детали панели наружной стены 21 и закладные детали примыкающих стен объемного блока и производят заделку швов бетоном.
После этого тележка 16 с готовым блоком 17 возвращается на передаточную тележку 14, которая перемещается к посту 11 сушки, куда подается горячий воздух. Тележка 16 с блоком 17 подается на пост 11 сушки и после осуществления необходимых
операций тележка 16 возвращается на тележку 14, откуда с помощью крана изделие 17 передается на стендовые посты контроля и доводки изделий. Далее цикл повторяется.
В случае изготовления .изделий без санка-пребывания изделия на линии. Необходимое
бин или внутренних перегородок передаточ-количество постов определяется требуемой
ная тележка 14 с изделием перемещаетсяпроизводительностью линии и номенкламимо поста 9, тем самым сокращая времятурой изделий.
77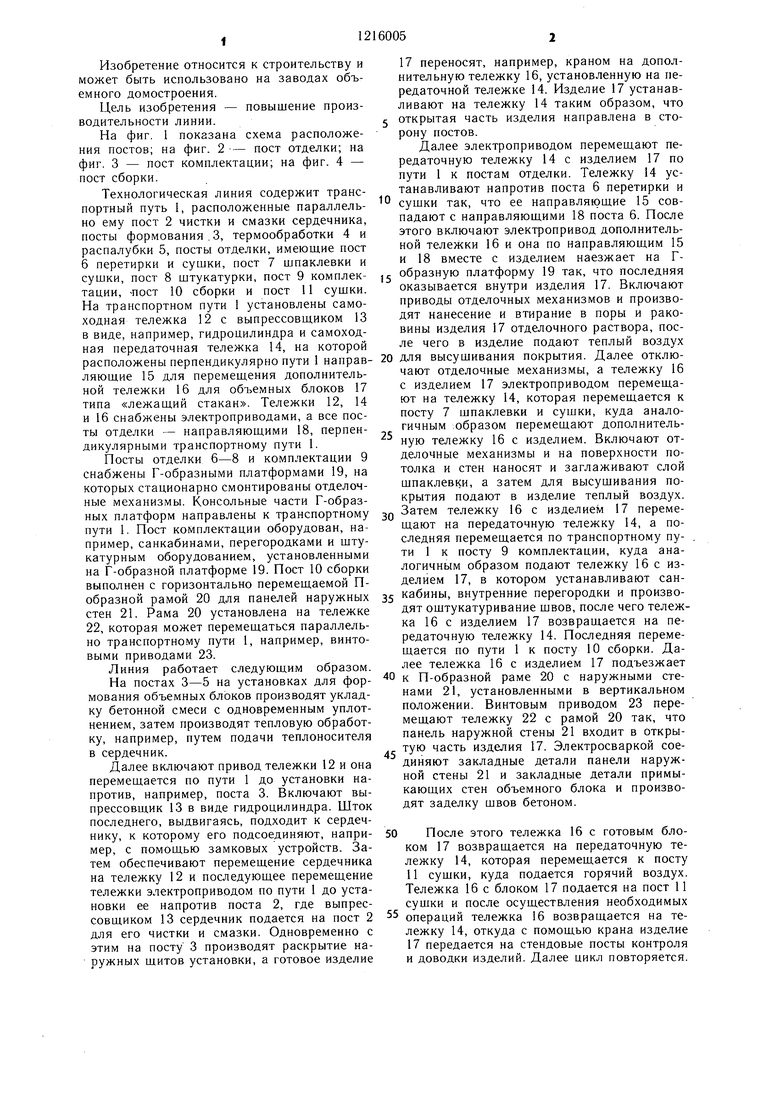
| название | год | авторы | номер документа |
|---|---|---|---|
| Конвейерная линия для отделки стеновых панелей | 1978 |
|
SU768645A1 |
| Технологический комплекс по производству железобетонных изделий | 1987 |
|
SU1445974A1 |
| Конвейерная линия для изготовления железобетонных изделий | 1981 |
|
SU961964A1 |
| Конвейерная линия для изготовления вертикально-формуемых строительных изделий | 1981 |
|
SU992197A1 |
| Конвейерная линия для вертикально-формуемых строительных изделий | 1981 |
|
SU1006232A1 |
| Установка для изготовления объемных элементов | 1981 |
|
SU1206099A1 |
| Поточно-конвейерная линия для изготовления объемных блоков | 1971 |
|
SU495208A1 |
| Способ производства крупногабаритных готовых модулей для строительства здания | 2024 |
|
RU2839511C1 |
| Горизонтально-замкнутая конвейерная линия для вертикально-формуемых строительных изделий | 1981 |
|
SU973371A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2490120C1 |

15
16
К
/ / /// / / / //////////// / //
фиг. г
/ / / / // / / ////// / / // / / / /
Составитель 3. Лихачева
Редактор О. ГоловачТехред И. ВересКорректор В. Бутяга
Заказ 945/19Тираж 556Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
/
/1
////// / / / / /X
фигЛ
| Поточно-конвейерная линия для изготовления объемных блоков | 1971 |
|
SU495208A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Строительные материалы и конструкции, № 4, 1981, Киев: Будивельник, с | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
