ющий уклону сердечника 5 и внутренним продольным плоскостям блок-коробки 13.
Рельсы 7 имеют две пары углублений.
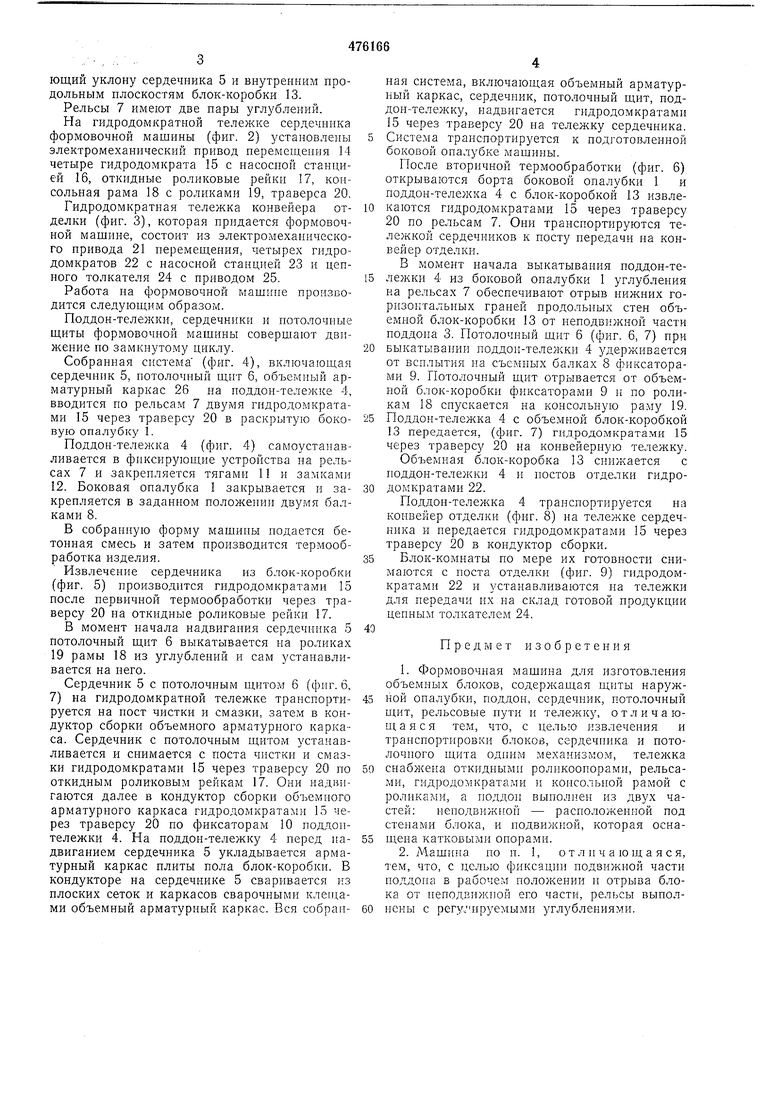
На гидродомкратной тележке сердечника формовочной машины (фиг. 2) установлены электромеханический привод перемещения 14 четыре гидродомкрата 15 с насосной станцией 16, откидные роликовые рейки 17, консольная рама 18 с роликами 19, траверса 20.
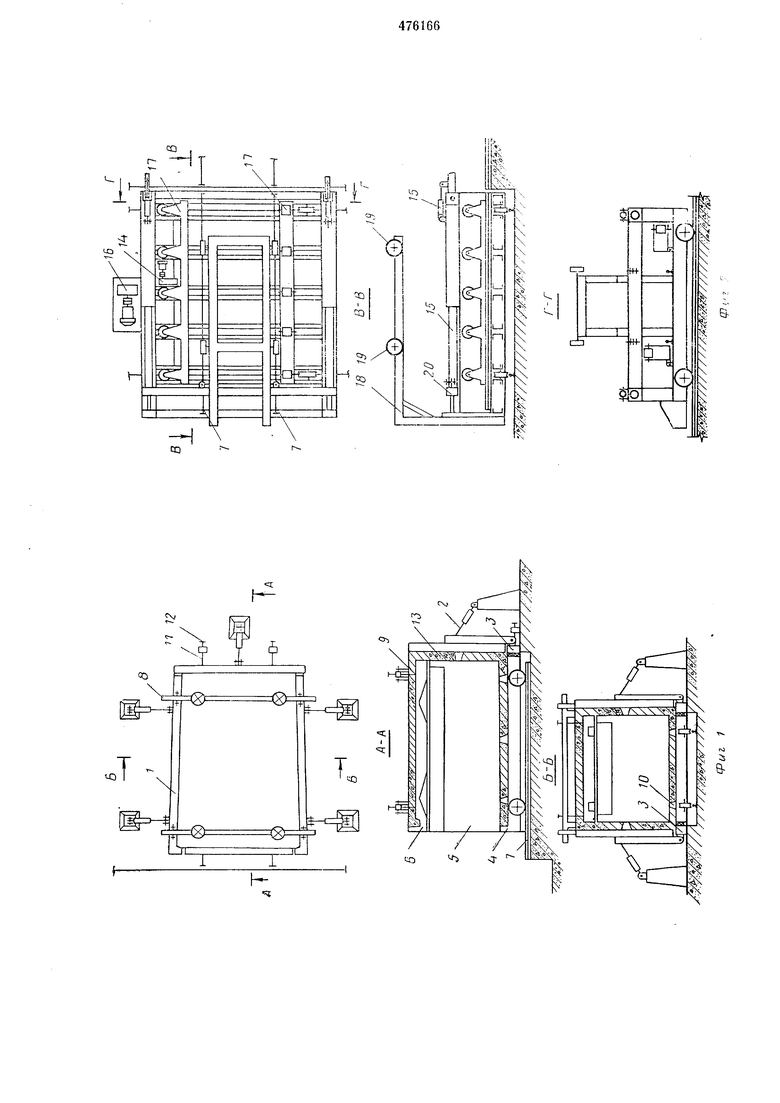
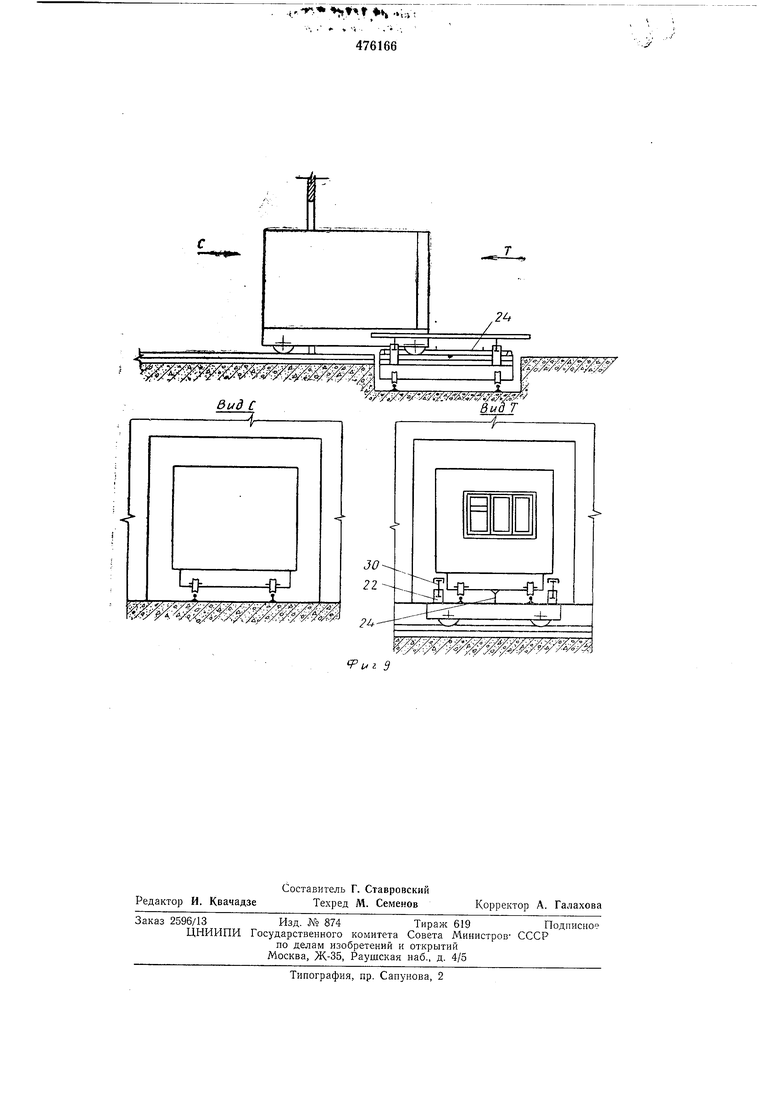
Гидродомкратная тележка конвейера отделки (фиг. 3), которая придается формовочной машине, состоит из электромеханического привода 21 неремещения, четырех гидродомкратов 22 с насосной станцией 23 и цепного толкателя 24 с приводом 25.
Работа на формовочной машине производится следующим образом.
Поддон-тележки, сердечники и потолочные щиты формовочной .машины совершают движение по замкнутому циклу.
Собранная система (фиг. 4), включающая сердечник 5, нотолочный щит 6, объемный арматурный каркас 26 на поддон-тележке 4, вводится по рельсам 7 двумя гидродомкратами 15 через траверсу 20 в раскрытую боковую опалубку 1.
Поддон-тележка 4 (фиг. 4) самоустанавливается в фиксирующие устройства на рельсах 7 и закрепляется тягами 1 и замками 12. Боковая опалубка 1 закрывается и закрепляется в заданном положении двумя балками 8.
В собраиную форму мащииы подается бетонная смесь и затем производится термообработка изделия.
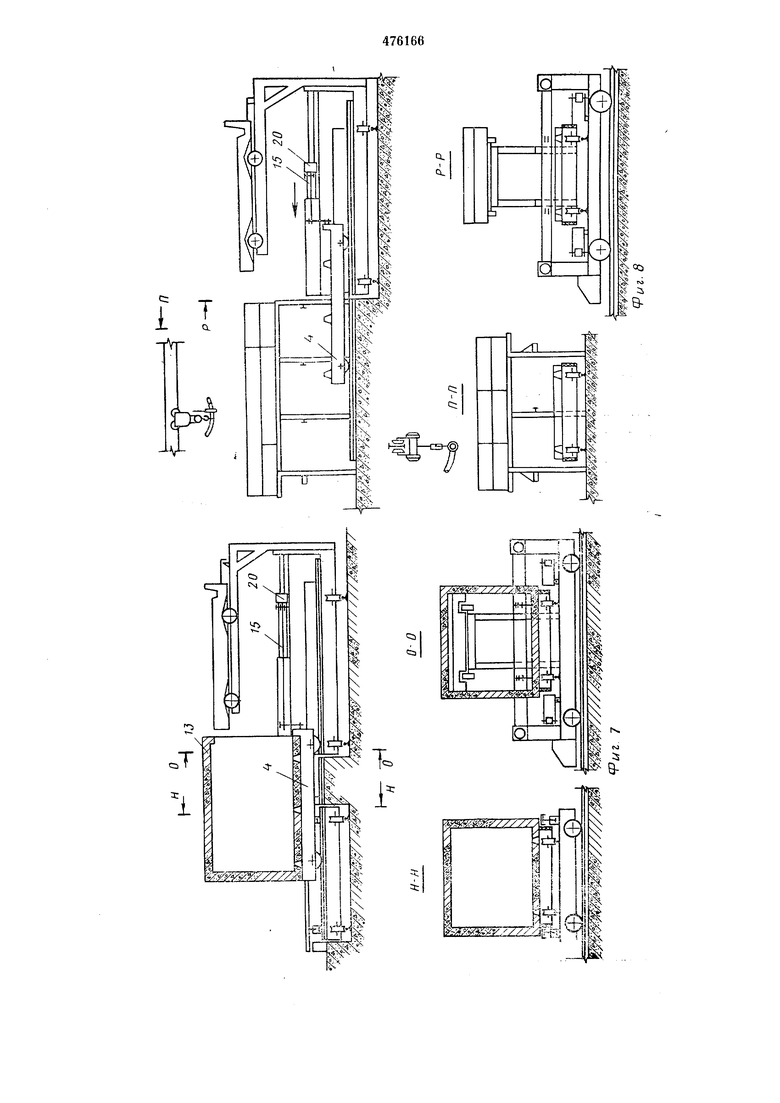
Извлечение сердечника из блок-коробки (фиг. 5) ироизводится гидродомкратами 15 после иервичной термообработки через траверсу 20 на откидные роликовые рейки 17.
В момент начала надвигания сердечника 5 потолочный щит 6 выкатывается иа роликах 19 рамы 18 из углублений и сам устанавливается на него.
Сердечник 5 с потолочпым щитом 6 (фиг. 6, 7) на гидродомкратной тележке транспортируется на пост чистки и смазки, затем в кондуктор сборки объемного арматурного каркаса. Сердечник с потолочным щитом устанавливается и снимается с поста чистки и смазки гидродомкратами 15 через траверсу 20 по откидным роликовым рейкам 17. Они надвигаются далее в кондуктор сборки объемного арматурного каркаса гидродомкратами 15 через траверсу 20 по фиксаторам 10 поддоитележки 4. На поддон-тележку 4 перед надвиганием сердечника 5 укладывается арматурный каркас плиты пола блок-коробки. В кондукторе на сердечнике 5 сваривается из плоских сеток и каркасов сварочными клегцами объемный арматуриый каркас. Вся собранная система, включающая объемный арматурный каркас, сердечиик, потолочный щит, иоддои-тележку, иадвигается гидродомкратами 15 через траверсу 20 на тележку сердечника.
Система транспортируется к подготовленной боковой опалубке машины.
После вторичной термообработки (фиг. 6) открываются борта боковой опалубки 1 и иоддои-тележка 4 с блок-коробкой 13 извлекаются гидродомкратами 15 через траверсу 20 по рельсам 7. Они транспортируются тележкой сердечников к посту передачи на конвейер отделки. В момент начала выкатывания поддон-тележки 4 из боковой оиалубки 1 углублеиия на рельсах 7 обеспечивают отрыв нижних горизонтальных граней продольных стен объемной блок-коробки 13 от иеиодвижной части иоддоиа 3. Потолочиый щит 6 (фиг. 6, 7) при
выкатывании поддон-тележки 4 удерживается от всплытия на съемных балках 8 фиксаторами 9. Потолочиый щит отрывается от объемной блок-коробки фиксаторами 9 и по роликам 18 спускается на консольную раму 19.
Поддон-тележка 4 с объемной блок-коробкой
13 передается, (фиг. 7) гидродомкратами 15
через траверсу 20 на конвейерную тележку.
Объемная блок-коробка 13 снижается с
поддон-тележки 4 и иостов отделки гидродомкратами 22.
Поддон-тележка 4 транспортируется на конвейер отделки (фиг. 8) на тележке сердечника и иередается гидродомкратами 15 через траверсу 20 в коидуктор сборки.
Блок-комнаты по мере их готовиости снимаются с поста отделки (фиг. 9) гидродомкратами 22 и устанавливаются на тележки для передачи их на склад готовой продукции цеииым толкателем 24.
Предмет изобретения
1.Формовочная мащина для изготовления объемных блоков, содержащая щиты наружной опалубки, поддон, сердечник, потолочиый щит, рельсовые пути и тележку, отличающаяся тем, что, с целью извлечения и траисиортировки блоков, сердечника и потолочиого щита одиим механизмом, тележка
снабжена откидными роликоопорами, рельсами, гидродомкрата.ми и консольной рамой с роликами, а поддон выпол11еи из двух частей: неподвижной - расположепной под стенами блока, и подвижной, которая оснащена Катковыми оиорами.
2.Машина по п. 1, отличающаяся, тем, что, с целью фиксации подвижной части подхяоиа в рабочем положении н отрыва блока от иеподвижиой его части, рельсы выполпены с регу;ируемыми углублениями.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления объемных элементов | 1981 |
|
SU1206099A1 |
| Поточно-конвейерная линия для изготовления объемных блоков | 1971 |
|
SU495208A1 |
| Устройство для формования объемных блоков | 1977 |
|
SU743875A1 |
| Пост формования технологической линии для изготовления объемных блоков | 1985 |
|
SU1465334A1 |
| Способ производства объемного модуля | 2019 |
|
RU2715781C1 |
| Способ изготовления объемных блоков | 1975 |
|
SU659385A1 |
| Установка для формования из бетонных смесей объемных элементов типа блок-комнат | 1976 |
|
SU937157A1 |
| Установка для изготовления предварительно напряженных железобетонных объемных элементов | 1976 |
|
SU710804A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ | 1970 |
|
SU273697A1 |
| Установка для изготовления объемных элементов из бетонных смесей | 1977 |
|
SU743876A1 |


J
т.
к
:
4S
аI
I
,
С
s
ч
Q rsi
44
s
Ф w
HZ
KI
W///////////:- Myt :S //// // m m
Г
я-я
.5
(: Фиг 6
EisL
Д
jH
Щж
сэ сэ
iH-j ( игйЧ11§
t ..-.it
i - --,
Bud С
j/
476166
Э
