1
Изобретение относится к черной металлургии и может быть использовано при загрузке шихты на агло- мерационную машину.
Цель изобретения - повьппение призводительности машины за счет снижения содержания мелочи в агломерате, расхода твердого топлива в шихт и потерь сырья.
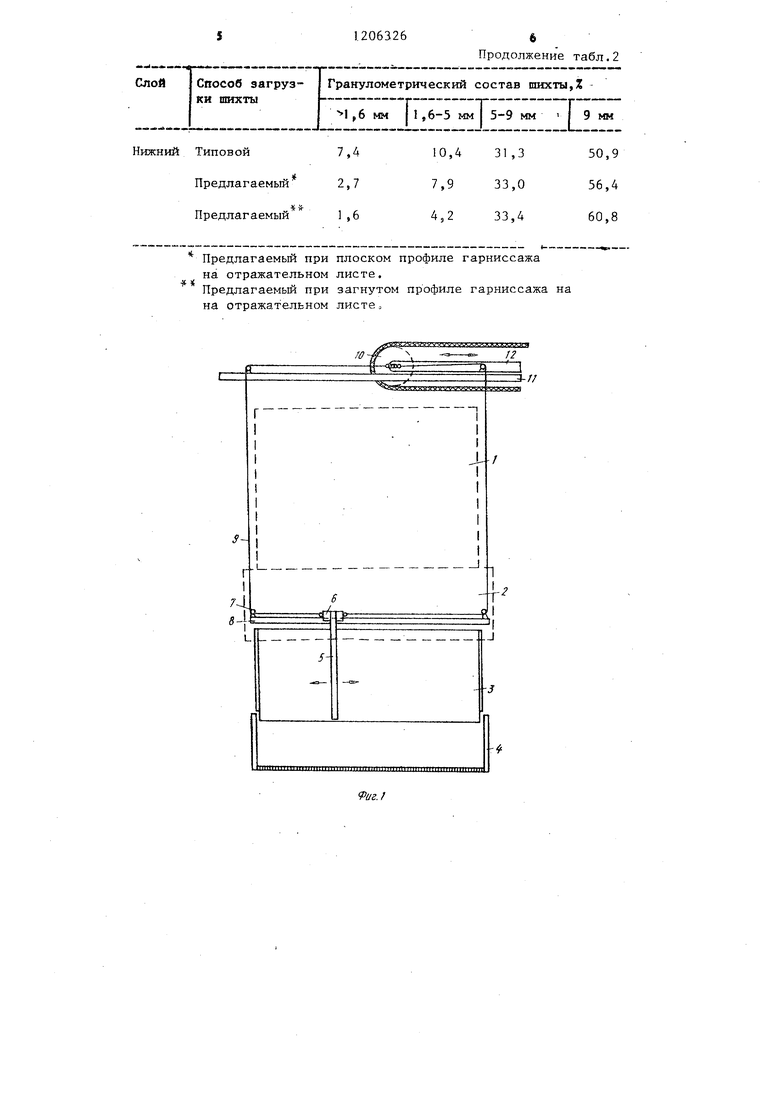
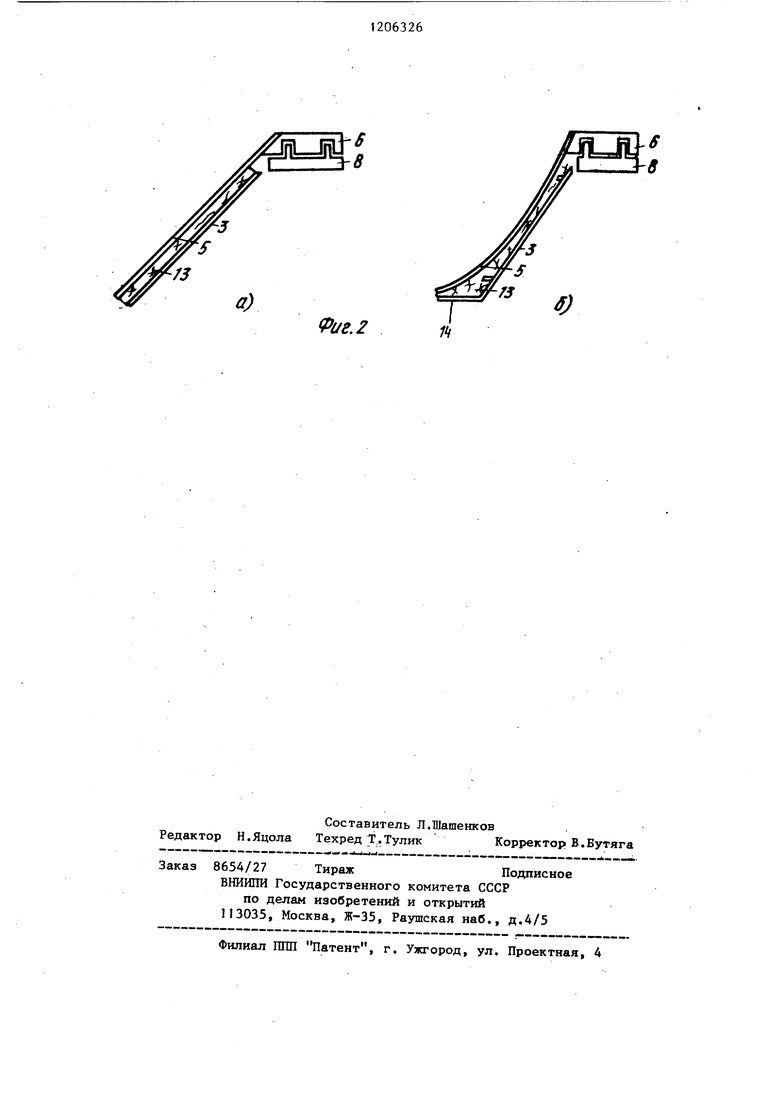
На фиг.1 представлен загрузочны узел агломерационной машины, общий вид; на фиг .-2 - ;плоский (а) и изогнутый (S) отражательные листы, вид сбоку.
Устройство для загрузки шихты содержит промежуточный бункер 1, барабанный питатель 2, отражательный лист 3, агломерационную машину срезающий нож 5, бегунок 6, блочки 7, направляющую планку 8, трос че 1ноковый питатель 10 промежуточного барабана, неподвижную раму 1 подвижную раму 12, гарниссаж 13 и арматуру 14,
С помощью срезающего ножа 5 на отражательном листе 3 формируется гарниссаж 13 из шихты, имеющий зад ный профиль. В результате этого усиливается сцепление частиц шихты с поверхностью листа 3 и улучшаетс сегрегация шихты по высоте насьшно го слоя, П9вьш1ается его газопроницаемость и содержание твердого топлива в верхних горизонтах слоя, что обеспечивает интенсификацию аг процесса.
Приводной частью срезающего ножа 5 (фиг.1) является привод челнокового питателя 10. Срезающий нож 5 устанавливается под отражатеным листом 3 и крепится к бегунку двигающемуся по направляющей планке 8. Бегунок 6 через блочки 7, стционарно установленные на планке 8 и неподвижной раме 11, тросом 9 содиняется с подвижной рамой 12 челн кового питателя 10. Обратно-поступательное движение питателя 10 передается срезающему ножу 5. В резутате этого производится очистка отражательного листа 3 и формировани на нем равномерного гарниссажа.
Профиль гарниссажа 13 по длине листа 3 задается конфигурацией ере зающего ножа 5, а по ширине - конфигурацией направляющей планки 8. Так, при плоском профиле гарниссажа 1 3 нож 5 вьтолняется (фиг.2а), а при вогнутом профиле
6
изогнутым (фиг.2б)
2
При выпуклом
профиле гарниссажа 13 по ширине отражательного листа 3 направляющая планка 8 устанавливается дугообразной с соответствующим радиусом кривизны. Можно армировать поверхность отражательного листа. Это ускоряет формирование гарниссажа 13 и предохраняет его от разрушений при механических нагрузках.
Возможны другие варианты привода ножа 5 в движение. В общем случае он выполняется с индивидуальным приводом и установкой на опрёделен- ную длину отражательного листа 3.
Сущность работы срезающего ножа 5 заключается в том, что он постоянно поддерживает заданный профиль гарниссажа 13 на отражательном листе 3. При обратно-поступательном движении нож 5 счищает налипшую шихту на гарниссаже 13 и подает ее на агломерационную машину 4. В отдельных слу чаях возможна периодическая работа ножа 3, в частности при плоском профиле гарниссажа.
Предлагаемое устройство обеспечивает оптимальную загрузку щихты на агломерационную машину. Улучшение ее сегрегации и равномерная загрузка позволяют повысить производительность установки, обеспечивают снижение содержания мелочи в агломерате, расходов твердого топлива и потерь сырья. Механическое формирование профиля гарниссажа позволяет улучшить условия труда обслуж1гаающего персонала.
Проводят опытно-промьшшенные испытания предлагаемого способа и устройства для его осуществления. Сравнивают загрузку шихты на агло- машины с отражательным листом, покры тым нержавеющей сталью, и гарнисса- жем с плоским профилем толщиной 40 мм.
При проведении исследований определяют распределение гранул шихты и углерода по высоте насыпного слоя 6 лабораторных условиях моделируют известный и предлагаемый способы загрузки шихты на агломерационную машину. В ходе опытов определяют оптимальный расход твердого топлива в шихту, фиксируют удельную произ- водительность установки и определяют прочность агломерата. По выходу класса более 5 мм в барабанной пробе агломерата судят о содержании в нем
31
мелочи, а по классу менее 0,5 мм - о потерях сырья.
Результаты опытов приведены в табл.I.
Ползгченные данные показьюают, что для улучшения показателей аглопро- цесса на отражательном листе необходимо формировать гарниссаж из шихты, имеющий заданный профиль. При проведении опытно-промьшшенных испытаний установлено, что осуществление этого возможно при выполнении загрузочного устройства со срезающим ножом., совершающим обратно-поступательное движение над поверхностью отражательного листа.
В табл.2 приведены результаты исследования распределения шихты в насьшном слое высотой 270 мм. Шихту отбирают в трех частях по высоте слоя: верхней, средней и нижней, а затем рассевают по классам крупностью менее 1,6; 1,6 -5; 5-9; боТаблица 1
Способ . СодержаниеУдельнаяРасход Барабанная проба
загрузки углеродапроизводи-твердого агломерата,%
в верхнихтельность,топлива, 1
горизонтахт/ ()кг/т агло- 5 мм ,5 мм
слоя,%мератаJ
Типовой 5,0 1,21 70,4 67,5 11,4
Со срезающим
ножом5,61,3268,2 ,69,99,7
Таблица2
Слой Способ загруз- Гранулометрический состав шихты,%
ки шихты I:11
,6 мм 1 ,6-5 мм I 5-9, мм I 9 мм
Верхний Типовой
Предлагаемый Предлагаемый
Средний Типовой
Предлагаемый
Предлагаемьш
06326.
лее 9 мм. Усредненные результаты по 15 рассевам при типовой и предлагаемых загрузках шихты на агломашину в каждой точке отбора пробы приве5 дены в табл.2.
Из данных табл. 2 следует, что установка срезающего ножа над отражательным листом и формирование на нем гарниссажа заданного профиля
10 улучшают сегрегацию шихты по высоте насыпного слоя. В результате этого достигается более полное ввделе- ние классов менее 1,6 мм в верхнюю часть слоя.
15 Использование предлагаемых способа и устройства по сравненщ) с известными обеспечиваете повышение производительности агломашины на 9%{ снижение расхода топлива на 2,2 кг/т
20 агломератаi уменьшение содержания мелочи в агломерате на 2,4%; снижение потерь сырья на 1,7% улучшение условий труда.
25,2 25,5 26,1 44,8 47,0 50,1
10,7
б , О
3.2
23,7
26,7
29,1
4.7
1,2
0,5
15,2
13,2
9,5
плоском профиле гарниссажа листе.
загнутом профиле гарниссажа на листе,
Г
1
3-//
1

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ укладки шихты на агломерационную машину | 1988 |
|
SU1657536A1 |
| Способ загрузки шихты на агломерационную машину и устройство для его осуществления | 1981 |
|
SU985093A1 |
| Устройство для загрузки шихты на спекательные тележки | 1988 |
|
SU1638185A1 |
| Способ загрузки шихты на агломерационную машину | 1978 |
|
SU789617A1 |
| Способ агломерации железосодержащих материалов | 1986 |
|
SU1388443A1 |
| Конвейерная агломерационная машина | 1979 |
|
SU817458A1 |
| Способ обработки агломерационного спека | 1988 |
|
SU1607977A1 |
| Устройство для загрузки материалов на конвейерную машину | 1988 |
|
SU1581985A1 |
| Загрузочное устройство конвейерной агломерационной машины | 1983 |
|
SU1089383A1 |
| Загрузочное устройство агломерационнойМАшиНы | 1979 |
|
SU832288A1 |
L
5Фиг.г
-/j
