i
Изобретение относится к станко- страеки1о и может быть использовано для автоматических загрузчиков прутков в одношпиндельный автомат.
Целью изобретения является сокращение длины автоматического загрузоч ного устройства на величину длины толкателя, что позволяет сократить занимаемую зтим устройством площадь, на 20% снизить его массу, уменьшить трудоемкость изготовления устройства ,
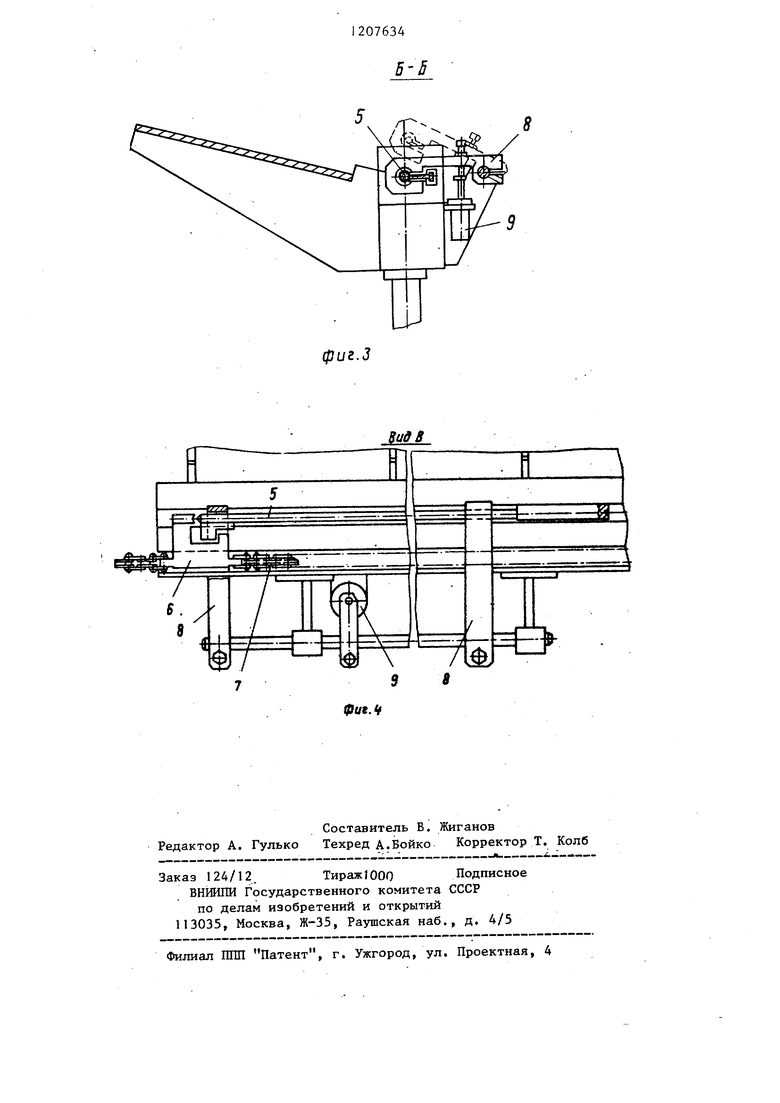
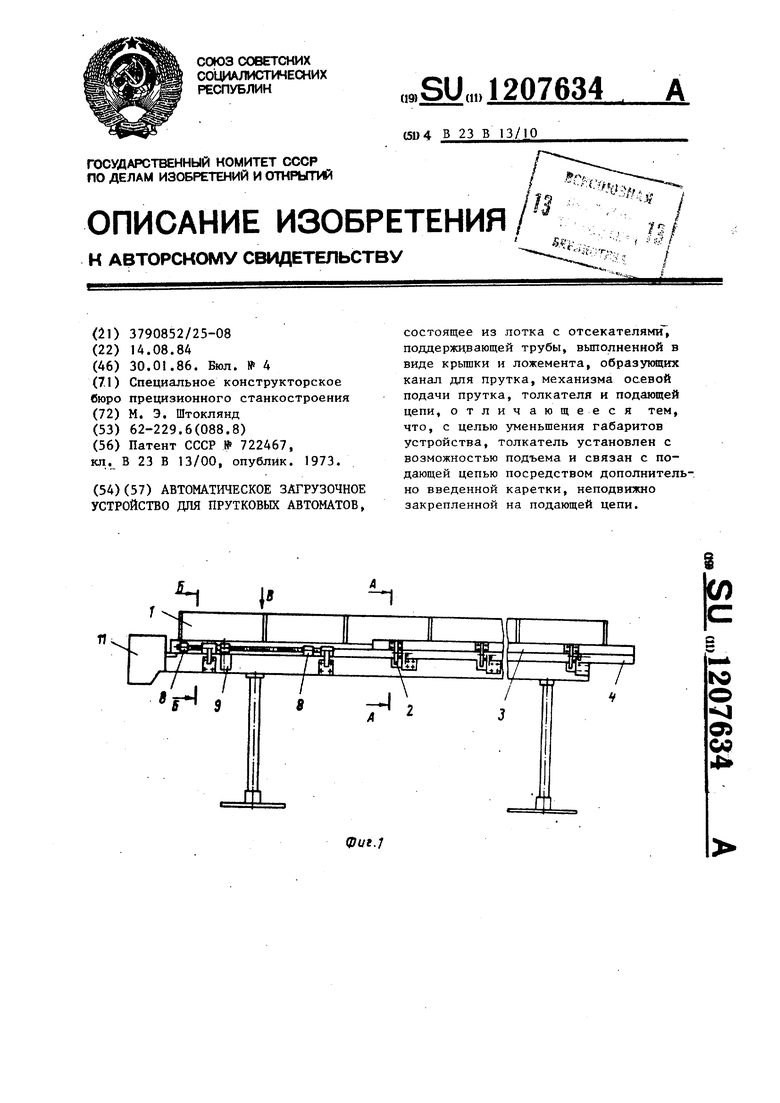
На фиг. 1 изображено автоматическое загрузочное устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1 на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - вид В на фиг. I.
Автоматическое загрузочное устрой ство состоит из лотка 1 для прутков с отсекателями 2, крышки 3 и ложемен та 4, поддерживающей трубы, образующих канал для прутка, толкателя 5 с кареткой 6 и подающей цепи 7, рычагов подъема 8 толкателя 5 с подводимым упором 9 (например, электромагнитом, как показано на чертеже, нпи, может быть, гидро- или пневмо- цилиндром), гидроцилиндра О подъема рычагов отсекателей, привода редукто ра I1 цепи 7.
Автоматическое загрузочное устрой ство работает следующим образом.
После полной обработки прутка остаток его выталкивается вперед, а
1207634
толкатель 5 возвращается в исходное
положение до упора. Приводящий элемент, например гидроцилиндр . 10, поворачивает рычаги - отсекатели 2,
с освобождает новый пруток и поднимает крьппку 3 поддерживающей трубы. Одновременно поворачиваются рычаги подъема 8 с толкателем 5, который освобождает место новому прутку.
10
После того, как пруток лег в направляющий канал ложемента 4 поддерживающей трубы, отсекатели 2 опускаются и закрьгеают крьшпсу 3,
15 Толкатель при этом остается в поднятом положении под воздействием подводимого упора 9, После закрытия крьппки цепь 7 с кареткой начинает перемещаться вперед посредством - 20 приводного редуктора 1I и каретка своим выступом заталкивает пруток в шпиндельную бабку до упора, после чего цепь с кареткой возвращается назад в исходное положение. Станок
25 начинает работать по циклу и одновременно с зтим толкатель опускается на освобождающееся от прутка место, соединяясь с кареткой. Цепь с кареткой и толкателем перемещается
30 вперед до упора в пруток и толкатель подпирает пруток до окончания его обработки, после чего цикл загрузки нового прутка повторяется.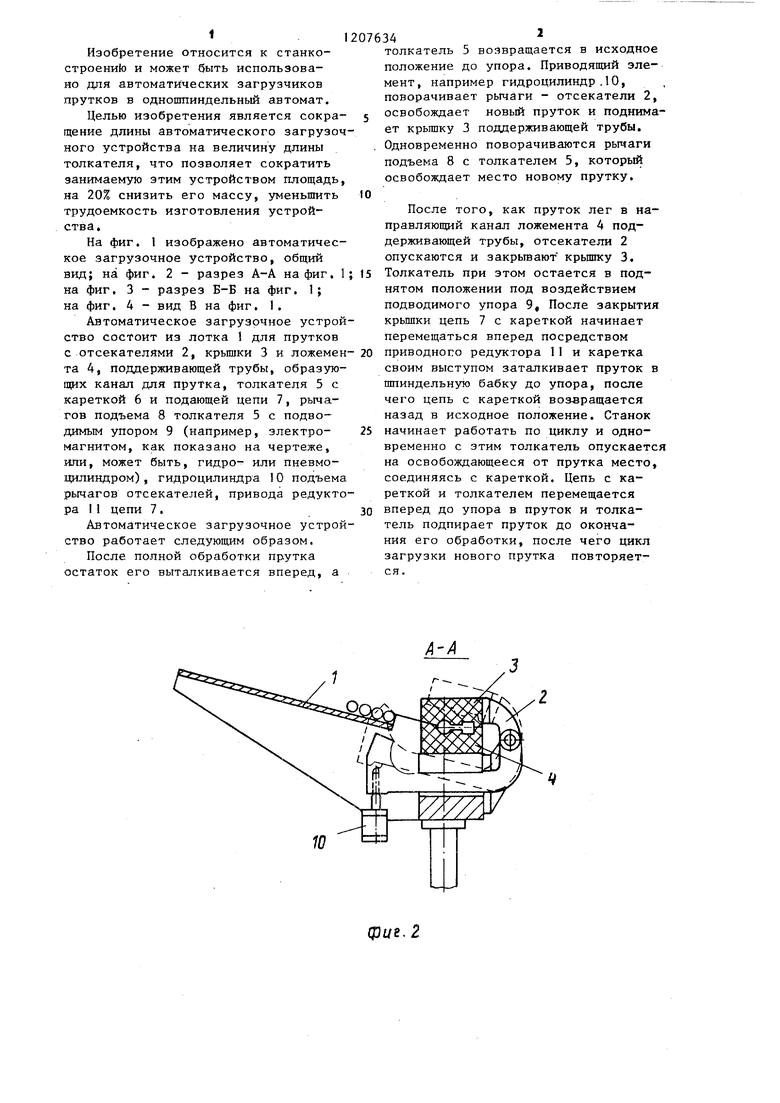
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для изготовления деталей типа скоб | 1982 |
|
SU1134351A1 |
| Автоматическая линия для изготовления изделий из прутка поперечно-клиновой прокаткой | 1987 |
|
SU1512699A1 |
| Автоматизированный комплекс | 1985 |
|
SU1465205A1 |
| Загрузочное устройство | 1982 |
|
SU1047658A1 |
| Устройство для автоматической подачи прутков | 1986 |
|
SU1386421A1 |
| Сборочная линия | 1985 |
|
SU1255352A1 |
| Устройство для сборки звеньев прутковых транспортеров | 1979 |
|
SU863295A1 |
| Устройство для автоматической подачи пруткового материала | 1973 |
|
SU722467A3 |
| Машина для нанизывания рыбы на прутки | 1991 |
|
SU1780684A1 |
| Автомат для рубки прутков | 1974 |
|
SU519255A1 |
W
фие.2
5-5
фиг.З
Вид 8
| Устройство для автоматической подачи пруткового материала | 1973 |
|
SU722467A3 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
