(54) УСТРОЙСТВО ДЛЯ СБОРКИ ЗВЕНЬЕВ ПРУТКОВЫХ
ТРАНСПОРТЕРОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборочная линия | 1985 |
|
SU1255352A1 |
| Устройство для автоматической сборки изделий типа прутковых транспортеров | 1989 |
|
SU1685671A1 |
| Машина для поперечной резки пруткового материала | 1985 |
|
SU1287989A1 |
| Устройство для нанизывания рыбы на прутки | 1983 |
|
SU1103839A1 |
| Установка для сборки прутковых транспортеров | 1986 |
|
SU1419847A1 |
| Устройство для сборки скребкового транспортера | 1979 |
|
SU904965A1 |
| Стенд для сборки и клепки | 1981 |
|
SU988519A1 |
| Поточная линия для изготовления модельного блока в точном литье | 1983 |
|
SU1473900A1 |
| Стенд для сборки прутковых транспортеров | 1980 |
|
SU876351A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ СБОРКИ КАРДАННЫХ ВАЛОВвс?^со;озн^.ПАШи1и-Г..л;';Г'''Б^^БЛИО: ^.•'-' | 1973 |
|
SU366054A1 |
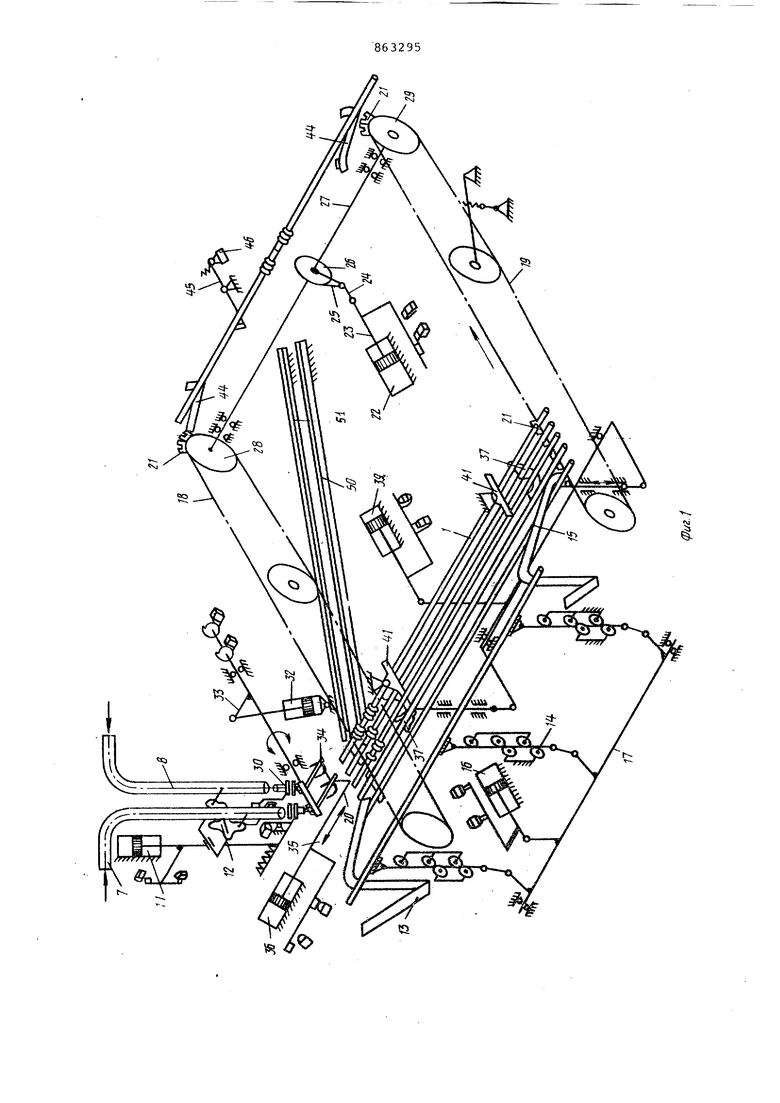
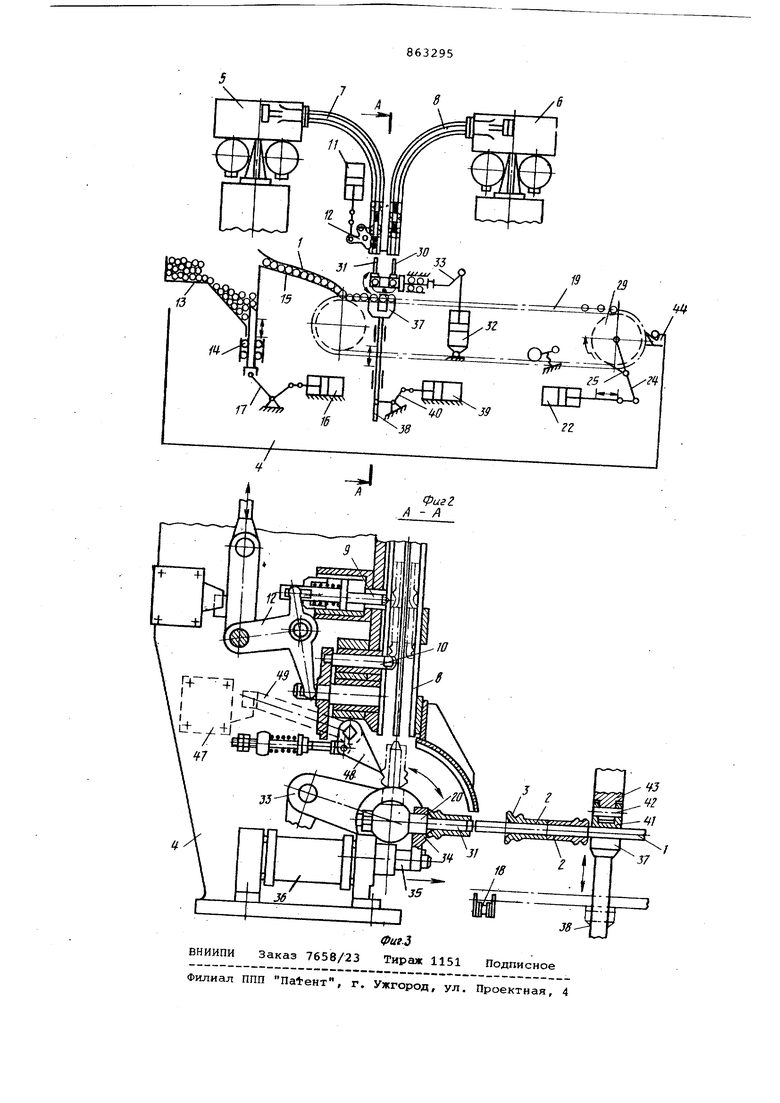
Изобретение относится к механосбо рочному производству,. Известно устройство для сборки звеньев прутковых транспортеров,содержащее неподвижное основание,накопители роликов собираемого транспортера, бункер для подачи прутков собираемого транспортера, шаговый цепной транспортер, имеющий гнезда для концов прутков, толкатели и привод Си. Недостатком известного устройства является низкая надежность его работы. Цель изобретения - повьаиение надежности работы устройства. Цель достигается тем, что устройство снабжено расположенными между гнездами шагового цепного транспо|ртера призмами, установленными с возможностью вертикального перемещения, направляющими линейками, закрепленHtiMK на неподвижном основании между ветвями шагового цепного транспортера, упорами ограничения подъема приз и узлом ориентации роликов, расположенньм под накопителями и вьшолиенны в виде штырей, установленных с возможностью поворота вокруг грризонтальной оси. На фиг. 1 представлена схема устройства, на фиг. 2 - то же, вид сбоку; на фиг. 3 - разрез А-А на фиг.2. Предлагаемое устройство предназначено для сборки звеньев пруткового транспортера, состоящих из прутка 1 и надетых на него роликов 2, имеющих на одном конце бурт 3. Устройство содержит неподвижное основание 4, вибропитатели 5 и 6 для ориентации и подачи роликов 2, накопители 7 и 8 для роликов 2, отсекатели 9 и 10, обеспечивающие вьадачу по одному ролику из накопителя, привод отсекателей, снабженный гидроцилиндром 11, шток которюго (не показан) связан с рычажной системой 12, бункер 13 для прутков 1 с ползунеили 14 для вьщачи последних на направляющие 15 и привод ползунов 14, включающий гидроцилиндр 1C и рычажную систему 17. Устройство содержит также шаговыйцепной транспортер (не показан) с двумя ветвями 18 и 19, предназначенный для подачи прутков 1 с направляющей 15 на позицию сборки 20 и для удаления с этой позиции собранного узла. На каждой. из ветвей закреплены равномерно расположенные гнезда 21 .цля концов прутков 1. Привод транспортера содержит гидрЛцилиндр 22, шток 23 которого через промежуточное шарнирное звено 24 связан с собачкой 25, взаимодействующей с храповым колесом 26,-закрепленным на валу 27 звездочек 28 и 29. Устройство содержит узел 30 дополнительной ориентации роликов 2, расположенный под накопителями 7 и 8 вьтолненный в виде штырей 31, центрирующих ролики 2 по внутреннему диаметру и установленных с возможностью поворота вокруг горизонтальной оси, и снабженный гидравлическим приводом, включающим гидроцилиндр 32 и рычажно-шарнирную передачу 33. Позиция сборки 20 содержит толкатели 34 в виде вилок, предназначенных для съема роликов 2 со штырей 31 и надевания их на пруток 1 и жестко соединенных со штоком 35 гидравлического цилиндра 36. Кроме того, на позиции сборки находятся приз мы 37 для подъема прутков 1 над цепным транспортером, расположенные меж ду его ветвями 18 и 19, установленны на ползунах 38 и перемещаемые при по мощи гидроцилиндра 39 через рычажную передачу 40. Над призмами 37 размещены упоры 41, установленные с возможностью поворота вокруг оси 42 на неподвижном корпусе 43 для-обеспечения опоры обоих прутков 1 независимо от допуска на их диаметр. На выходе цепного транзистора имеются неподвижные направляющие 44, на которые поступает собранное звено и с ко торых оно удаляется. Имеется также узел контроля {не показан) наличия эвена на этих направляющих, выполнен ный в виде рычага 45, взаимодействую щего с одной стороны с прутком 1, а с другой сторонЪ - с датчиком 46, включенным в цепь привода цепного транспортера и обеспечивающий его перемещение на шаг после удаления звена с направляющих 44. Устройство содержит узлы контроля правильности ориентации роликов 2 на выходе из накопителей 7 и 8, каждый из которых состоит из бесконтактного выключателя 47, включенного в электрическую цепь управления устройством, щупа 4 взаимодействующего с роликом 2 и св занного с рычагом 49, контактирующим с выключателем 47, а также содержит аналогичные узлы (не показаны) для контроля наличия собираемых деталей на позиции сборки и для контроля пр вильности положения узла дополнител ной ориентации роликов. Все эти узлы контроля включены в электрическую Цепь управления устройством и в слу чав отсутствия собираемых деталей н позиции сборки или их неправильной ориентации происходит его остановка Устройство снабжено, кроме того, на правл5пощими линейками 50 и 51, закрепленными на неподвикном основании .4 между ветвями 18 и 19 цепного транспортера и обеспечивающими установку роликов .2 на прутке 1 в заданное положение по его длине. Устройство работает следующим образом. При срабатывании гидроцилиндра 16 ползуны 14 поднимают пруток 1 в бункере 13 и подают его на направляющие 15, по которым он скатывается в гнезда 21 цепного транспортера. При последующем шаговом перемещении этот транспортер подает пруток 1 на позицию сборки. Перемещение транспортера на шаг происходит только после удаления собранного звена с направляющих 44 и соответствующего сигнала датчика 46. Из вибропитателей 5 и 6 в накопители 7 и 8 подаются ролики 2, причем, в вибропитателе 5 они ориентируются буртом 3 назад, а в вибропитателе 6 - буртом 3 вперед. Правильность положения роликов 2 контролируют при помощи аналогичных для обоих накопителей 7 и 8 щупов 48, установленных на соответствующих уровнях и воздействующих на бесконтактные выключатели 47. На выходе накопителей 7 и 8 отсекатели 9 и 10 обеспечивают выдачу роликов 2 по одному. Эти ролики подают на штыри 31 узла 30 их дополнительной ориентации. На штырях 31 ролики 2 центрируются по внутреннему диаметру. При срабатывании гидроцилиндра 32 происходит поворот штырей 31 с роликами 2 вокруг горизонтальной оси до упора (не ;показан). В горизонтальное положе- . ние - дополнительная ориентация роликов. Когда ПРУ.ТОК 1 оказывается в .зоне первого ролика 2, транспортер останавливается, призмы 37 поднимают этот пруток до упоров 41 и прижимают к ним, выравнивая пруток, если он изогнут, что устоаняет биение его концов и обеспечивает соосность с роликом при сборке. Затем при срабатывании гидроцилиндра 36 посредством толкателя 34 снимают ролик 2, бурт которого обращен к прутку 1, со штыря 31, соосного с последним, и надевают на пруток.Затем пруток 1 с роликом 2 опускается в гнезда 21 транспортера. При дальнейшем перемещении транспортера пруток 1 останавливается в зоне второго ролика 2. При помощи призм 37 происходит подъем прутка 1 с роликом 2, прижим его к упорам 41 против установленного на штыре 31 ролика 2 с буртом 3, обращенным назад. При помойки толкателя 34 второй ролик 2 снимают со штыря 31 и надевают на тот же пруток 1. В то время на следующий пруток 1 надевают первый ролик 2. Затем пруток 1 с обоими роликами 2 (собранное звено пруткового транспортера) опускают в гнезда 21 цепного транспортера и jiepeMeщают к направляющим 44, откуда его удаляют и подают, в частности, в машину для последующей обработки (не показана). В процессе перемещения эвена пруткового транспортера в устройстве для его сборки ролики 2 смещаются в заданное положение к середи не прутка 1 при помощи направлякнцих линеек 50 и 51. Формула изобретения Устройство для сборки звеньев прут ковых транспортеров, содержащее неподвижное основание, накопители роликов собираемого транспортера,бункер для подачи прутков собираемого транспортера, шаговый цепной транспортер, имеющий гнезда для концов прутков, толкатели и привод, отличающ е е с я тем, что, с целью повышения надежности, оно снабжено расположенньми между гнеэдё1ми шагового цепчого транспортера призмами, установленными с возможностью вертикального перемещения, направляющими линейками, закрепленными на неподвижном основаНИИ между ветвями шагового цепного транспортера, упорами ограничения подъема призм и узлом ориентации роликов, расположенным под накопителями и выполненным в виде штырей, установ лбйных с возможностью поворота вокруг горизонтальной оси. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 518316, кл. В 23 Р 19/00, 1973.
