i
Изобретение относится к машиностроению и касается преимущественно узлов станков расточной группы с программным управлением.
Цель изобретения - повышение точности и надежности работы.
На фиг.1 изображен расточный плансулпорт, общий вид; на фиг.2 - вид А на фиг,1; на фиг.З - разрез Б-В на фиг.1; на фиг.4 - фиг.1.
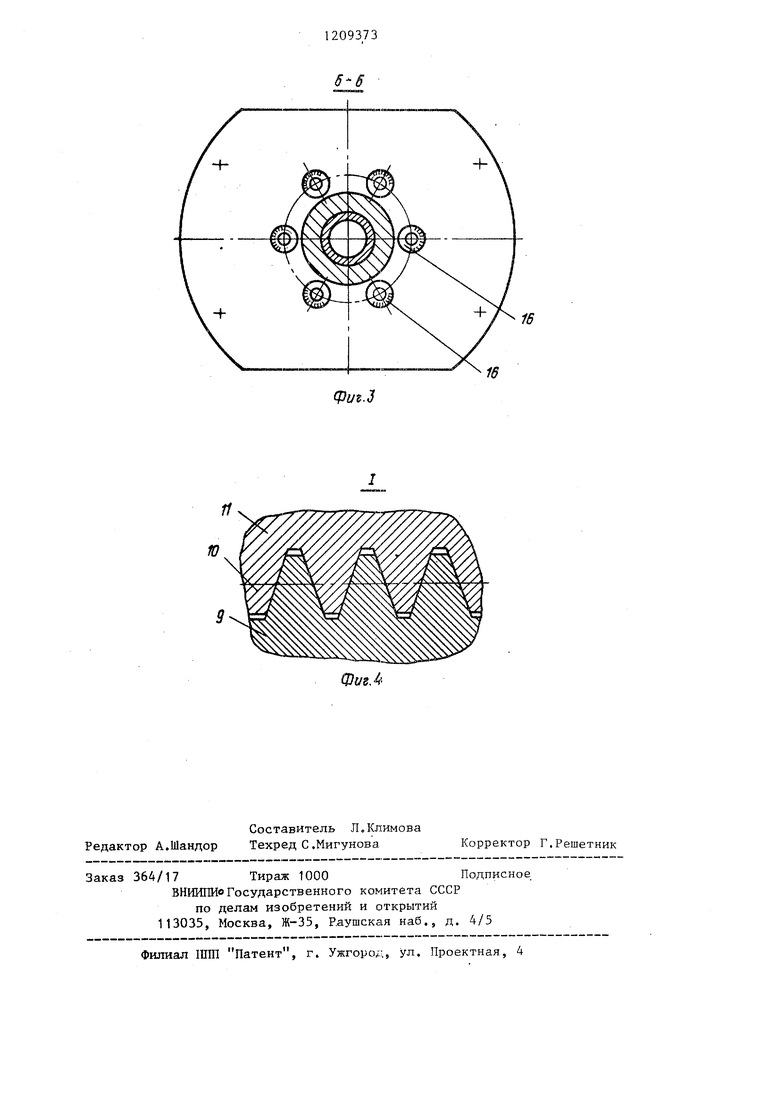
Расточный плансуппорт состоит из закрепленного в шпинделе 1 станка полого корпуса 2 и жестко соединенной с ним плиты 3, на которой закреплены обратные планки 4, обра з тощие с помощью роликов 5 направляющие суппорта 6, на переднем торце которого закреплена оправка 7j несущая режущий инструмент 8, а на заднем торце - рейка 9, находящаяся в зацеплении с однозаходной спиралью 10, выполненной на переднем торце фланца 11 упругого приводного вала 12, который смонтирован на двух опорах в полом корпусе 2.
На заднем торце фланца 11 смонтирован упорный подшипник 13, свободно установленное кольцо 14 кото рого находится под воздействием равнорасположенньсс по окружности продольных пружин 15, усилие которых регулируется независимо с помб щью винтов 16, на головках которых выполнены лимбы, а на корпусе 2 - соответственно штрих начала отсчета.
Передняя опора приводного вала 12 выполнена в виде сферической втулки 17, установленной в составной крьшке 18, и позволяет приводному, валу 12 качаться относительно задней опоры - втулки 19, что обеспечивает самоустановку и компенса- цкю износа зубьев спирали 10 и рейки 9, которые имеют трапецеидальнь профиль и повышение точности и планости радиального перемещения суппорта 6. При этом передняя и зад,ня опоры приводного вала 12 являются подшипниками скольжения. Крьшка 18 и втулка 19 сидят в корпусе 2.
Планки 4 с помощью винтов 20 и штифтов 21 закреплентл на плите 3, плита 3 с помощью винтов 22 и штифтов 23 - на корпусе 2.
Расточный плансуппорт работает следующим образом.
Корпус 2 закрепляется в шпинде- 1 станка, при этом приводной
Л€
вал 12 соединяется с проходящим через тпиндель 1 станка выходным залом реверсируемого привода радиального перемещения суппорта, раположенного за шпинделем 1.
В исходном положении ось оправки 7 совпадает с осью шпинделя 1 станка, т.е. суппорт 6 находится в центральном положении. В.этом положении нуль линейки, выполненной на планке 4, и нуль нониуса, выполненного на прилегающем краю суппорта 6, совпадают. Погрешности изготовления и сборки не позволяют обеспечить правильный контакт между зубьями рейки 9 и однозаходной спирали 10 и устранить зазор в их зацеплении, что влияет на точность и плавность радиального перемещения суппорта,
Плавность движения можно обеспе чить, регулируя пружины 15. После сборки зубья рейки и спирали само,- устанавливаются. Поочередно через один поворачивают винты 16 (первый третий и пятый при наличии 6 винтов), например на 30 по часовой стрелке. Проверяют плавность радиального перемещения суппорта. Если она неудовлетворительна, поворачивают диаметрально противолежащие винты 16 (второй, четвертый и шестой) на 30° против часовой стрелки и проверяют упомянутую плавность.
В процессе регулирования пружин 15 винтами 16 происходит окончательная самоустановка зубьев рейки 9 и однозаходной спирали 10. Самоустановка зубьев рейки 9 и однозаходной спирали 10 обеспечивается за счет упругости приводного вала 12 и его качающейся передней опоры 17.
После регулировки включается првод радиального перемещения суппорта, начинает вращаться приводной вал 12, которьй через однозаходную спираль 10 и рейку 9 перемещает суппорт 6 с инструментом 8. Вращательное движение от щпинделя 1 станка к расточному плансуппорту прредается через шпонки 24.
19
(Put. 1
виЗА
фиъ.З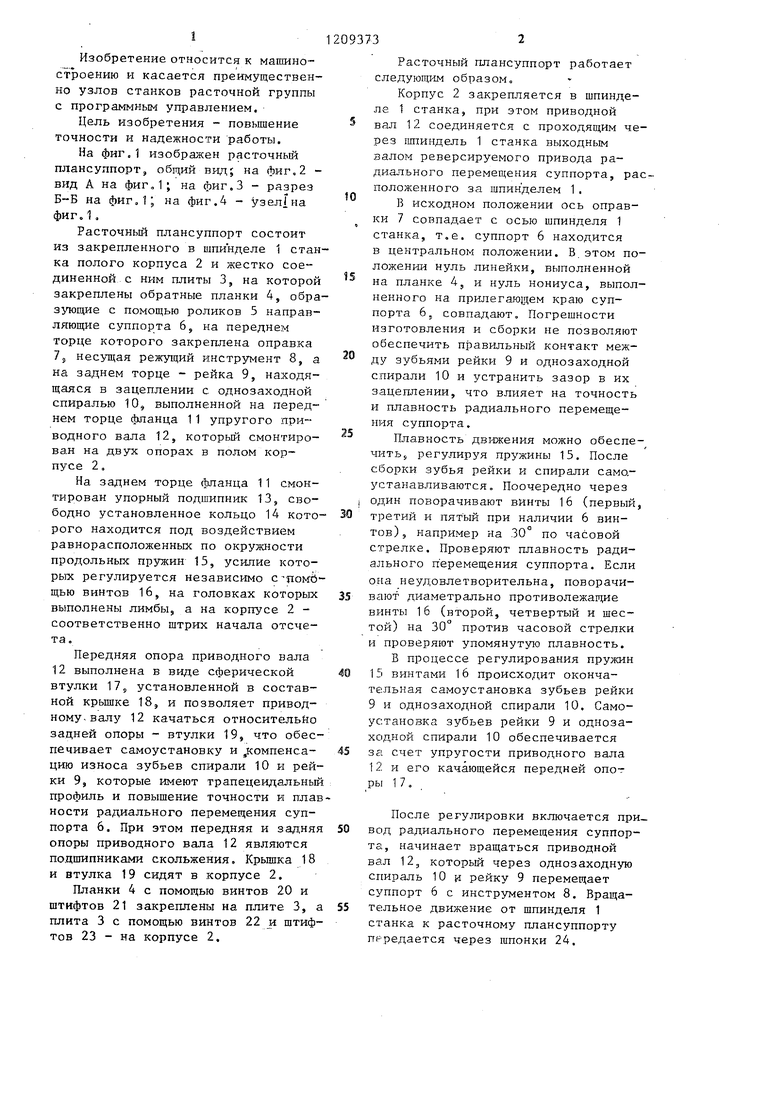
| название | год | авторы | номер документа |
|---|---|---|---|
| Расточная головка | 1989 |
|
SU1798047A1 |
| Шпиндельное устройство | 1982 |
|
SU1084117A1 |
| Способ позиционирования плансуппорта расточной головки | 1981 |
|
SU1038089A1 |
| ПРОГРАММНО-УПРАВЛЯЕМЫЙ ПЛАНСУППОРТ | 1990 |
|
RU2027577C1 |
| Планшайба расточного станка | 1983 |
|
SU1166911A1 |
| Резцовая головка | 1990 |
|
SU1748962A1 |
| Револьверная головка сверлильно-фрезерно-расточного станка | 1984 |
|
SU1168342A1 |
| Универсальное устройство с однокоординатным числовым программным управлением для обработки сферических и плоских матриц и пуансонов с некруглой в плане боковой конической поверхностью | 1977 |
|
SU659293A1 |
| Переносной станок для обработки фланцев | 1982 |
|
SU1076196A1 |
| Устройство для радиального перемещения вращающегося инструмента | 1980 |
|
SU931313A1 |

Фиг. 4
Редактор А.Шандор
Составитель Л.Климова Техред С .Мигунова
364/17 Тираж 1000Подписное
ВНИИПИвГосударственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Ряушская наб., д. 4/5
Филиал ШШ Патент, i. Ужгород, ул. Проектная, 4
Корректор Г.Решетник
| ВСЕСОЮЗНАЯ [1иТ;:НТпО-Б.ХУ;!':Е:;НАй: —с:-15П|,:0-^тил i | 0 |
|
SU338340A1 |
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
| Автоматический сцепной прибор американского типа | 1925 |
|
SU1959A1 |
