ч
Изобретение относится- к станкостроению, а именно к переналаживаемым специальным агрегатным станкам с регулируемым расстоянием между шпинделями для сверления отверстий, равнорасположенных по окружности, в деталях типа крупногабаритных фланцев.
Целью изобретения является упрощение конструкции устройства поворота шпиндельных блоков и повышение про-изБодительности за счет быстрой переналадки на другой типоразмер.
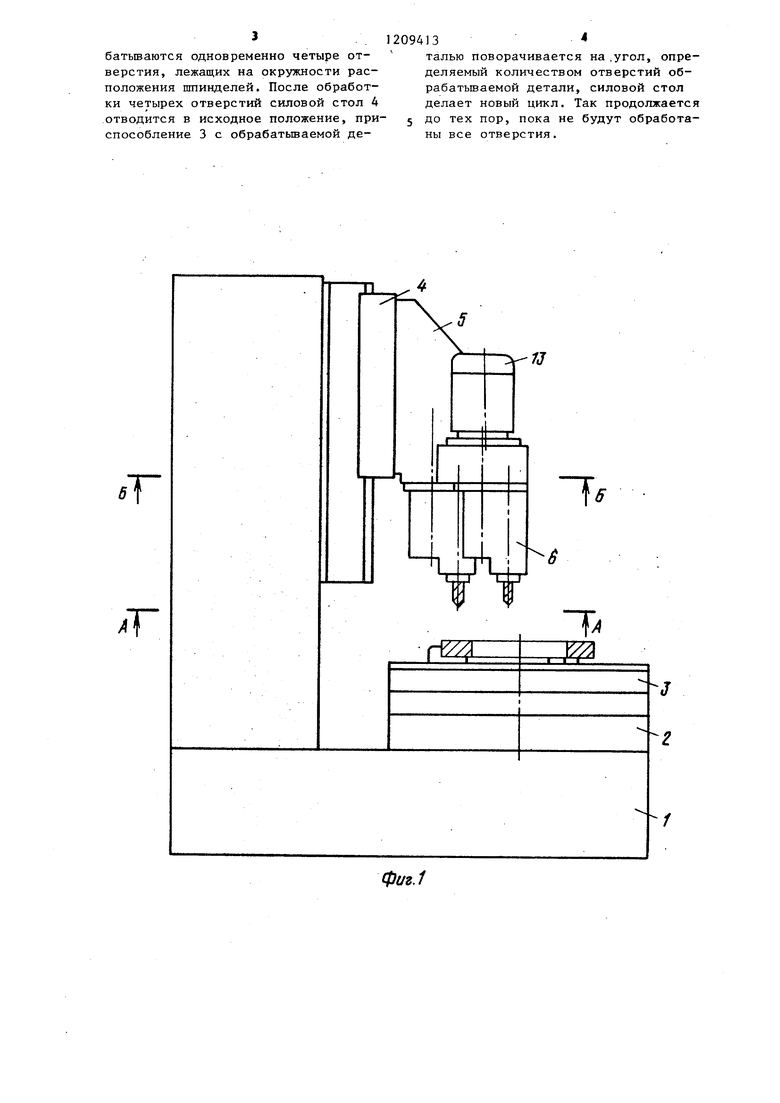
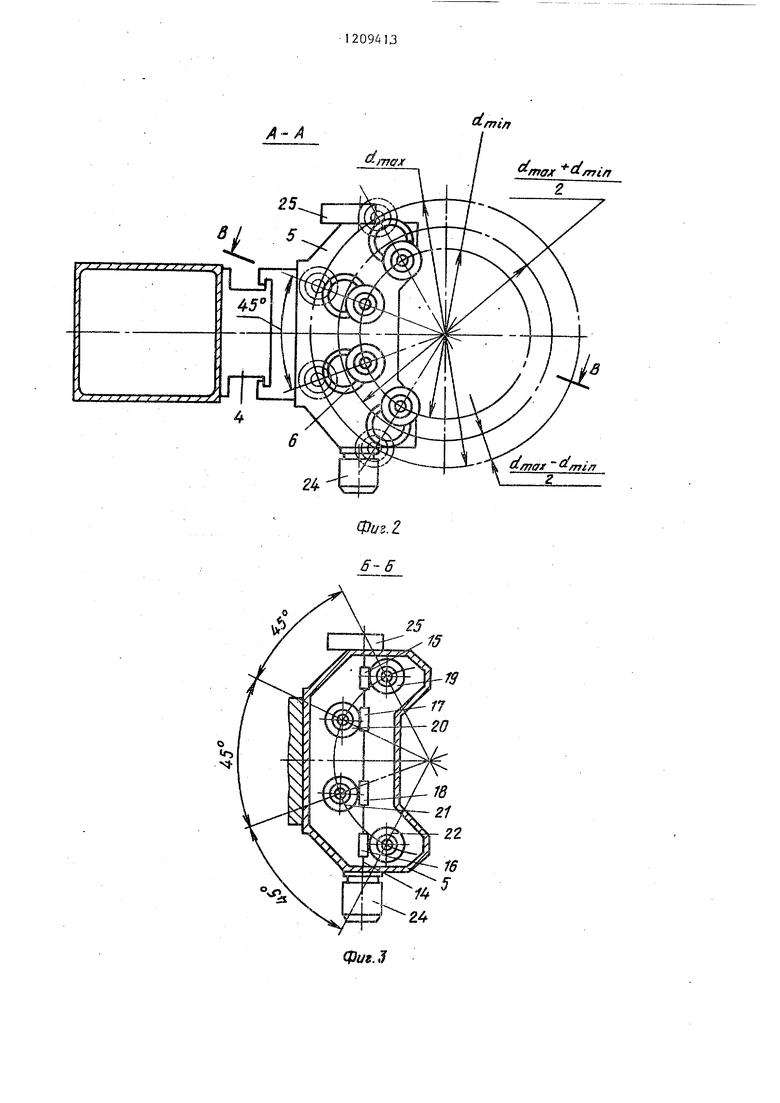
На фиг, 1 изображен станок, общий вид; на фиг. 2 - сечение А-А на фиг. 1 (компоновка четырех шпиндельных блоков и расположение шпинделей) на фиг. 3 - сечение Б-Б на фиг, 1 (конструкция устройства поворота шпиндельных блоков); на фиг. 4 - сечение В-В на фиг. 2 (конструкция шпиндельного блока) ,
На основании 1 станка установлены поворотный стол 2 с приспособлением 3, вертикальный силовой стол 4 с коробкой 5, в которой размещены
четыре поворотных шпиндельных блока 6. Оси шпиндельных блоков расположены на окрулшости, диаметр которой равен полусумме максимального и минимального диаметров расположения обрабатьшаемых отверстий деталей:
мчкс мим
2
Шаг между осями соседних шпиндельных блоков -определяется центральным углом 45, что позволяет производить одновременную обработку четырех отверстий в деталях типа крупногабаритных фланцев, обрабатьшаемые отверстия в которых равнорасполо- жены по окружности, а их количество кратно восьми,
В шпиндельных блоках 6 на подшипниках качения установлены шпиндели 7 со смещением относительно оси шпиндельного блока на величину, равную полуразности максимального и минимального диаметров расположения обрабатьшаемых отверстий деталей
-sia | -Siiii-,, расположенные на одной
окружности. Такое смещение шпинделей относительно оси шпиндельных блоков позволит при повороте шпиндельных блоков охватить весь диапазон диаметров расположения обрабатьшаемых отверстий. Шпиндели 7 приводятся во
094132
вращение парой зубчатых колес 8 и 9 через центральный вал 10 шпиндельного блока, пару зубчатьпс колес 1 I и 12 от электродвигателя 13 привода
5 главного движения.
В коробке 5 размещено устройство поворота шпиндельных блоков, выполненное в виде вала 14 с четырьмя червяками 15-18, причем червяки
10 15 и 16 - правые, а 17 и 18 - левые. Червяки взаимодействуют с червячными колесами 19-22, закрепленными на втулках 23 шпиндельных блоков. Один конец вала 14 связан с приво15 дом 24 поворота червячного вала, а другой - с датчиком 25 обратной связи системы ЧПУ. В коробке установлены гидроцилиндры 26, осуществляющие зажим .шпиндельных блоков пос;)0 ле установки их на требуемую координату.
Станок работает следующим образом.
После установки и зажима обраба25 тьгоаемой детали в приспособлении
производится вывод шпинделей на
необходимый диаметр расположения
отверстий обрабатываемой детали.
При этом включается привод 24
30 поворота червячного вала и приводится во вращение червячный вал 14с червяками 15-18. Тик как червяки 15 и 16 - правые, а червяки 17 и 18 - левые, червячные колеса 19-22 шпиндельньпх блоков и сами шпиндель- - ныв блоки 6 поворачиваются в одну сторону. Шпиндели 7, поворачиваясь вокруг осей шпиндельных блоков, изменяют диаметр своего расположения. При выходе на требуемый диаметр расположения обрабатьшаемых отверстий датчик 25 обратной связи систе- . мь ЧПУ дает сигнал на отключение привода поворота шпиндельных блоков. После выхода на диаметр шпиндель5
40
5
ные блоки зажимаются гидроцилиндрами 26.
Включается электродвигатель 13 главного движения и от него вращение через пару зубчатых колес 12 и 11, центральный вал 10 шпиндельного блока, пару зубчатых колес 9 и 8 передается шпинделю 7 каждого шпиндельного блока.,Вертикальный
силовой стол 4 с-ообщает коробке 5 с четырьмя шпиндельными блоками 6 движение со скоростью установочных перемещений и рабочей подачи. Обрабатьшаются одновременно четыре отверстия, лежащих на окружности расположения шпинделей. После обработки четырех отверстий силовой стол 4 отводится в исходное положение, при способление 3 с обрабатьшаемой де1209413
талью поворачивается на .угол, определяемый количеством отверстий обрабатьшаемой детали, силовой стол делает новый цикл. Так продолжается 5 ДО тех пор, пока не будут обработаны все отверстия.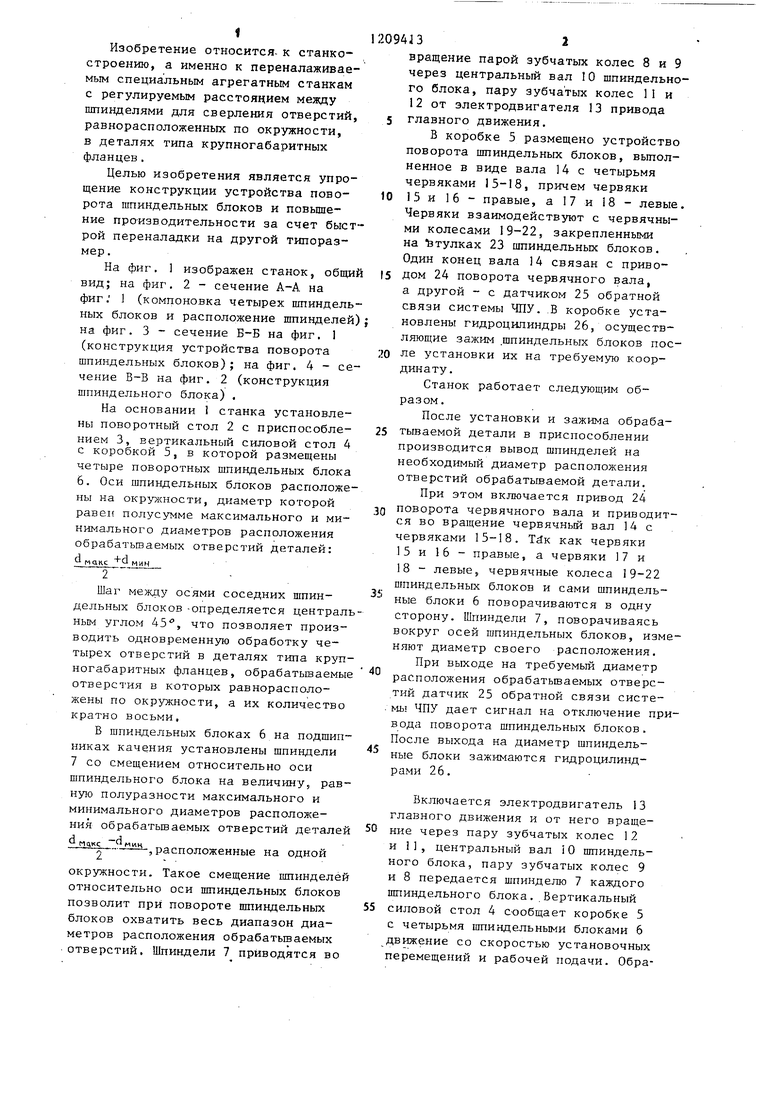
| название | год | авторы | номер документа |
|---|---|---|---|
| Вертикальный многошпиндельный станок | 1990 |
|
SU1722701A1 |
| Агрегатный станок | 1979 |
|
SU844231A1 |
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ СТАНОК | 2003 |
|
RU2264889C2 |
| Станок для обработки цапф и торцев пера лопаток | 1977 |
|
SU691253A1 |
| Агрегатный станок | 1978 |
|
SU776874A1 |
| Многоцелевой станок с автоматической сменой инструмента | 1990 |
|
SU1748990A1 |
| Устройство для шлифования тел вращения типа упорных центров | 2020 |
|
RU2758791C1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
| Сверлильный станок | 1980 |
|
SU889294A1 |
| Универсальный зубообрабатывающий станок с ЧПУ | 1987 |
|
SU1715520A1 |
Г
.Т
/J
f
-J
фиг.1
-/4
mtn
24
..Г
13
ФигЛ
Составитель Э. Комаров Редактор А. Шандор Техред д.Бойко Корректор Е. Сирохм.зн
Заказ 367/19 Тираж 826Подписное
ВНИ1ШИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
р..«
Филиал ПШ1 Патент, г. Ужгород, ул. Проектная, 4
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
