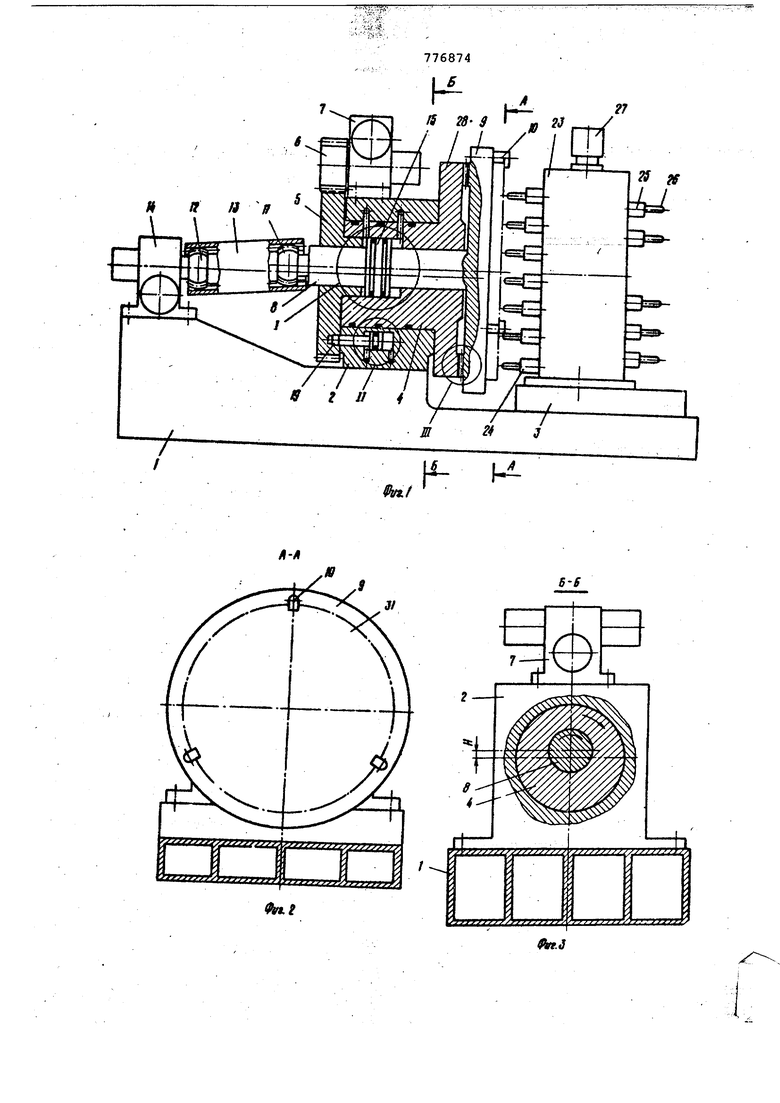
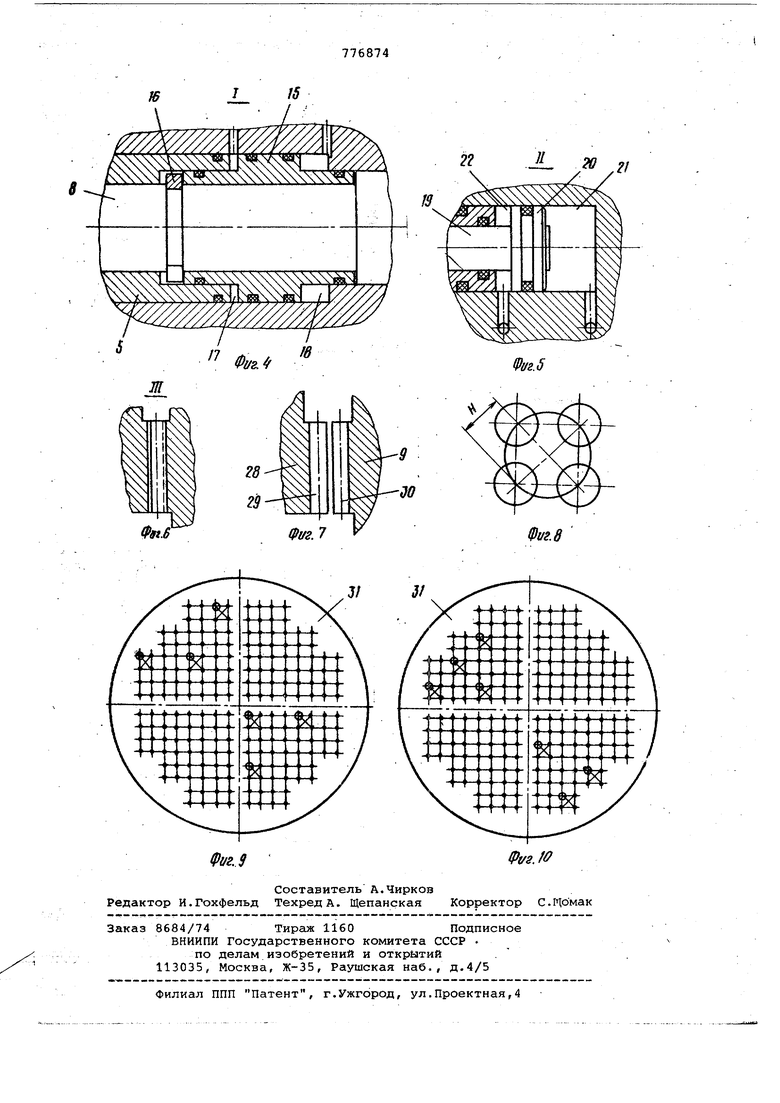
мер, гидродвигателя вращательного действия. В эксцентрично смещенной расточке в муфте 4 смонтирован вал 8 барабана 9, снабженного зажимными приспособлениями 10. Вал 8 соединен через двухшарнирную муфту 11,12,13 с приводом 14 поворота в виде гидродвигателя вращательного действия, укреп}ленного на станине 1 СОосно муфт 4. На валу 8 ус ановлен поршень 15, зафиксированный полукольцами16,. Между стенками цилиндрической расточки в муфте 4 и поршнем 15 образованы рабочие полости 17,18. В цилиндрической расточке корпуса 2 смонтирован фиксатор 19 с поршнем 20 и образованы рабокие полости 21,22. Конический конец фиксатора 19 в рабочем положении взаимодействует с коническими гнездами в зубчатом колере 5. На силЬврм столе 3 сШнт1йр ов а на поворотная шпиндельная коробка 23 со шпинделями 24 и 25, несущими инструмент 26. Группы шпинделе 24 И 25 снабжены двумя раздельными приводами 27. На диске 28 муфты 4 выполнены зубцы 29 торцового зацепления взаимодействующие в рабочем положении с торцовыми зубцамиэр на барабане 9 Величина эксцентриситета И смещения оси вала 8 относительно оси муфты 4 равна половине расстояния между отвер стиями в обрабатываемой детали 31 по .гипотенузе. бтанок работает следующим образом Заготовку.детали 31 устанавливают на боковой части барабана 9 и закреп ляют зажимными приспособлениями 10. В рабочем положении муфта 4 зафиксирована от поворота фиксатором 19, дл чего рабочую жидкость под давлением подают в полость 21, полость 22 соединена со сливом. Барабан 9 зафиксирован относительно муфты 4 торцевыми зубцами 29 и 30. Рабочая жидкость по давлением подается в полость 18, полость 17 соединена со сливом. После обработки группы отверстий и отвода шпиндельной коробки 23 фиксатор 19 в водят -из зацепления с колесом 5, вкл чением привода 7 производят поворот муфты 4 на угол 90 и фиксируют фикс тором 19. В процесЬе поворота муфты 4 вал 8 удерживается от поворота с помощью муфты 11,12,13 и совершает с .барабаном 9 плоскопараллельное перемещение относительно инструмента 26. После совершения четырех поворотов муфты 4 на угол 90°, т.е. прихода муфты 4.в исходное положение, рабочую жидкость подают в полость 17, барабан 9 перемещается в осевом направлении (.в сторону шпиндельной коробки 23), зубцы 29,30 выходят из
776874 зацепления. Включением привода 14 вал 8 с барабаном 9 поворачивают на угол 9о и подачей рабочей жидкости полость 18 барабан 9 возвращают в сходное рабочее положение, и совершают четыре цикла поворота муфты 4. После четырех поворотов барабана9 на угол 90 и при каждом повороте барабана 9 четырех поворотов муфты 4 каждый инструмент 26 совершает по шестнадцать сверлений, затем шпиндельную коробку 23 поворачивают на угол 180 относительно вертикальной оси, закрепляют и повторяют обработку детали 31 второй группой шпинделей в аналогичной последовательности. На чертежах показан вариант обработки трубной доски с 208 отверстиями.. Описываемое конструктивное реше- . ние обеспечивает кроме поворота барабана плоскопараллельное четырехпозиционное перемещение барабана с закрепленной деталью относительно инструмента и обработку каждым шпинделем шестнадцати отверстий. Исполнение йтиндельной коробки двусторонней и поворотной удваивает возможное число обрабатываемых отверстий. Положи- . тельный эффект достигается за счет наиболее рационального использования мощности силовых узлов, обработки детали с одной установки, удобной замены инструмента и хорошего стружкоотвода. Формула изобретения 1.Агрегатный станок, барабанного типа, содержащий станину, корпус, шпиндельную коробку, смонтированную на силовом столе, отличающийся тем, что, с целью повышения производительности и улучшения удобства обслуживания, станок снабжен установленной в корпусе с возможностью поворота муфтой с эксцентрично смещенным относительно оси последней отверстием, в котором размещен вал барабана, соединенный с приводом поворота посредством двухшарнирной муфты. 2.Станок ПОП.1, о т л и ч аю щ и и с я тем, что шпиндельная коробка выполнена двусторонней и устанрйлена на силовбм столе с возможностью поворота на 180°. Источники информации, принятые во внимание при Экспертизе 1. Дгиденко А.И. и др. Конструкции и наладка агрегатных станков. М., Высшая школа, 1965, с.25. P
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегатный станок | 1982 |
|
SU1050850A1 |
| Агрегатный станок | 1982 |
|
SU1039694A1 |
| Агрегатный станок | 1979 |
|
SU844231A1 |
| Станок для механической обработки отверстий на внутренних поверхностях кольцевых деталей | 1978 |
|
SU753604A1 |
| Переналаживаемая автоматическая линия | 1990 |
|
SU1726206A1 |
| Поворотный стол | 1976 |
|
SU666047A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ ПАЗОВ В ОТВЕРСТИИ ДЕТАЛИ | 1992 |
|
RU2088385C1 |
| Токарный многошпиндельный станок | 1978 |
|
SU780964A1 |
| МНОГОШПИНДЕЛБНЫЙ СТАНОК ДЛЯ ЦЕНТРОВКИ ИЗДЕЛИЙИЗ СТЕКЛА | 1967 |
|
SU195349A1 |
| Агрегатный станок | 1985 |
|
SU1303378A1 |
6-B
