Изобретение относится к прокатному производству, а именно к способам контроля и регулирования параметров процесса прокатки.
Цель изобретения - определение прогиба рабочего валка в ра зличных. прокатных клетях.
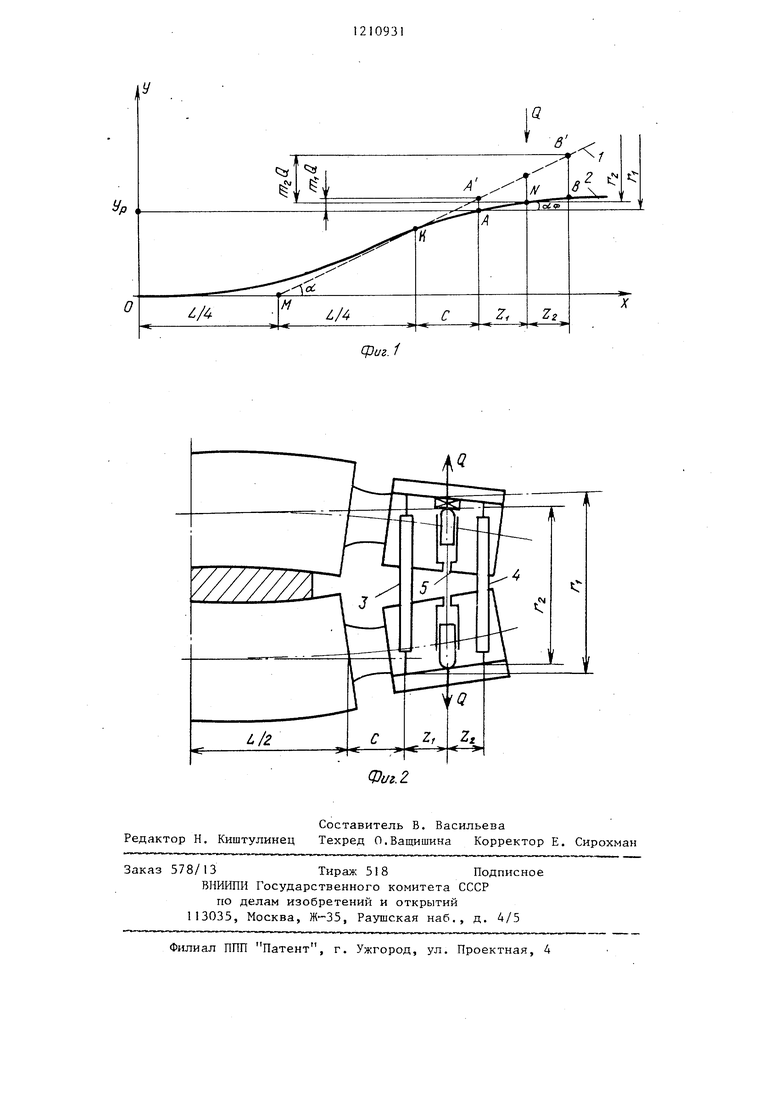
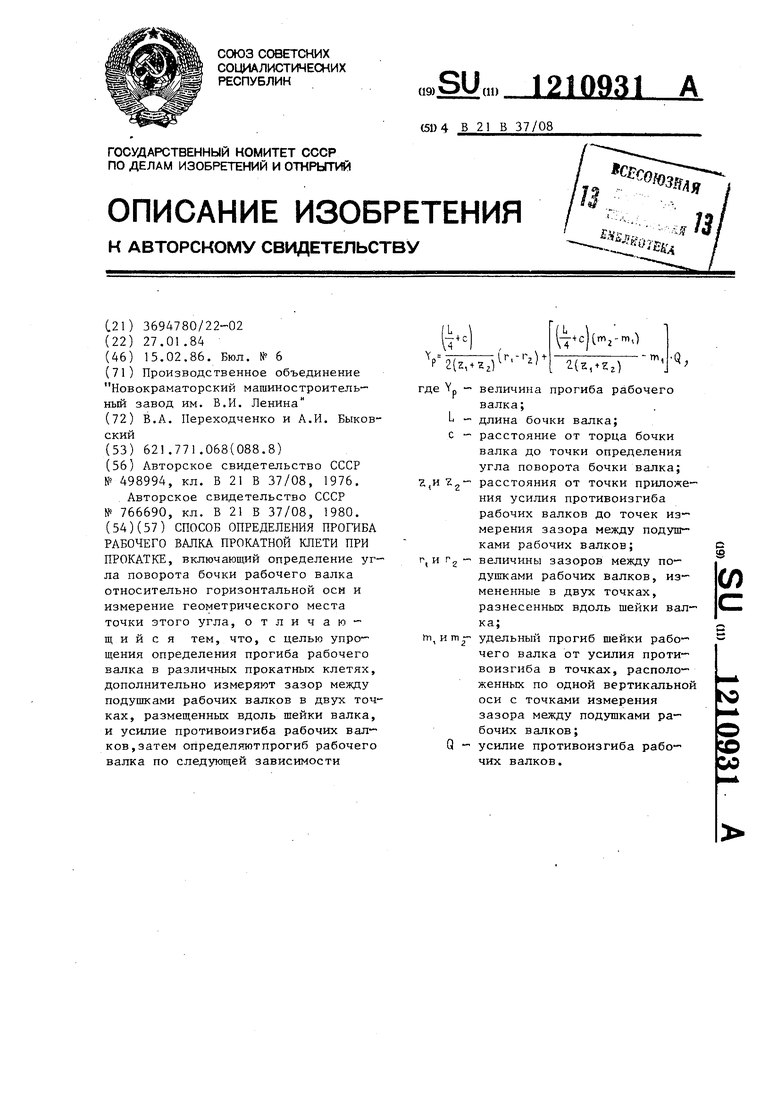
На фиг. 1 изображен график изменения прогиба полуоси рабочего вака по его длине под действием давления металла на валки и усилия про тивоизгиба; на фиг. 2 - установка датчиков в подушках рабочих валков для реализации способа.
Линия (кривая ОКВ ) отображае график изменения прогиба полуоси валка по его длине при условии абсолютной жесткости шейки валка (участок КБ линии 1). Линия 2 (кривая ОКВ ) отображает фактический изгиб шейки валка от усилия противоизгиба Q (участок КБ линии 2). Участок ОК отображает изменение по параболическом закону прогиба полуоси нижнего рабочего валка от его середины до края бочки под воздействием давления прокатываемого металла и усилия проти- воизгиба.
Точкой А и Б обозначены места измерения зазора между подушками рабочих валков, а точкой N обозначено место приложения усилия противоизгиба.
Рассматривая отрезок прямой МА , как касательную параболы ОК, можно записать:
,Q4Li4 c)tgci, 0)
где кГ - угол поворота бочки рабочег валка относительно его первоначального горизонтального положения; длина бочки валка; расстояние от края бочки валка до точки А; искомый прогиб рабочего валка относительно точки А; прогиб шейки рабочего валка от усилия противоизгиба Q в точке А.
Используя данные измерений зазора между подушками и геометрического места точек измерения, можно записать;
tr,-m,(i-niaQ)
L с
Y
р
ni,Q
ifl
вс
2(глгг)
где г, и г - зазоры между подушками рабочих валков при
прокатке измеренные в точке А и Б соответственно;Е,и Т. --расстояние от точки
приложения усилия пртивоизгиба до точки А и Б соответственно т,и rrig - удельный прогиб шейки рабочего валка от усилия противоизгиба в точке А и Б соответственно.
С учетом (1) и (2) выражение дл определения прогиба рабочего валка относительно точки А имеет вид:
(L/4.C) Г(1/4.,1 1
Т(; - ----П 2(.,..
При отсутствии усилия прокатки, (т.е. полосы)в рабочих валках и усилия противоизгиба рабочих валков зазор между подушками рабочих валков, измеренный в двух точках вдоль шейки, одинаков, при этом и прогиб рабочего валка отсутствует.
При появлении усилия прокатки бочки рабочих валков прогибаются и поворачиваются в вертикальной плоскости, проходящей через оси валков. Соответственно изменяется и зазор между подушками рабочих валков. Прилагаемое к шейкам валков усилие противоизгиба дополнительно .изменяет величину прогиба рабочих валков и зазора между их подушками. Одновременно измеряют зазор между подушками в двух точках, расположенных вдоль шейки свалка (г, и г, усилие противоизгиба рабочих валков (QJ и геометрическое место точки определения угла поворота бочки рабочего валка (L , С, Х,, г.г) и на основании уравнения (3) определяют величину прогиба рабочего валка при прокатке. В дальнейшем полученная величина прогиба валка может быть использована в определении толщины металла по оси прокатки, а также в определении толщины -металла в поперечном сечении.
Использование изобретения приводит к экономии металла за счет снижения продольной и поперечной разнотолшднности, полученной более точным измерением толщины проката в сравнении с косвенным методом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения прогиба бочек рабочих валков при прокатке | 1978 |
|
SU766690A1 |
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
| Прокатная клеть | 1983 |
|
SU1072934A1 |
| РАБОЧАЯ КЛЕТЬ ДЛЯ ПРОКАТКИ ПОЛОС | 2007 |
|
RU2349399C1 |
| Способ регулирования толщины полосы при прокатке | 1978 |
|
SU772635A1 |
| ВАЛОК ПРОКАТНОЙ КЛЕТИ ЛИСТОВОГО СТАНА, ЧЕТЫРЕХВАЛКОВАЯ И ШЕСТИВАЛКОВАЯ КЛЕТИ С ПРИМЕНЕНИЕМ ЭТОГО ВАЛКА И НЕПРЕРЫВНАЯ ГРУППА ЧЕТЫРЕХВАЛКОВЫХ И (ИЛИ) ШЕСТИВАЛКОВЫХ КЛЕТЕЙ | 2012 |
|
RU2539119C2 |
| ПРОКАТНАЯ КЛЕТЬ С ПЕРЕКОСОМ ВАЛКОВ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ | 1994 |
|
RU2077399C1 |
| Опора рабочего валка прокатной клети | 1991 |
|
SU1808432A1 |
| ПРОКАТНАЯ КЛЕТЬ | 1998 |
|
RU2138346C1 |
| Прокатная клеть | 1974 |
|
SU610578A1 |
Составитель В. Васильева Редактор Н. Киштулинец Техред О.Ващишина Корректор Е. Сирохман
578/13Тираж 518 Подписное
ВИИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
Фиг. 2
| Способ измерения прогиба рабочих валков при прокатке | 1974 |
|
SU498994A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ определения прогиба бочек рабочих валков при прокатке | 1978 |
|
SU766690A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
