112
Изобретение относится к устройствам для нанесения покрытий электролитическим способом преимущественно в автоматических линиях хромирования. Цель изобретения - повышение производительности и надежности контакта между контактной головкой и поверхностью гнезда.
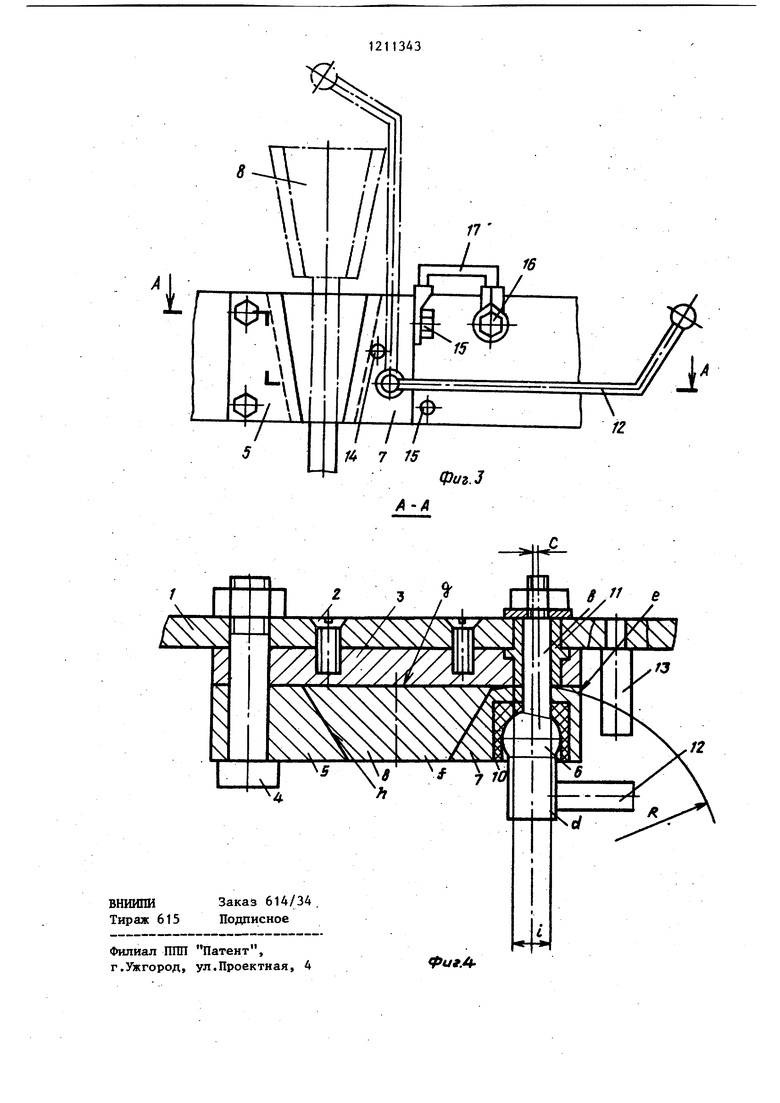
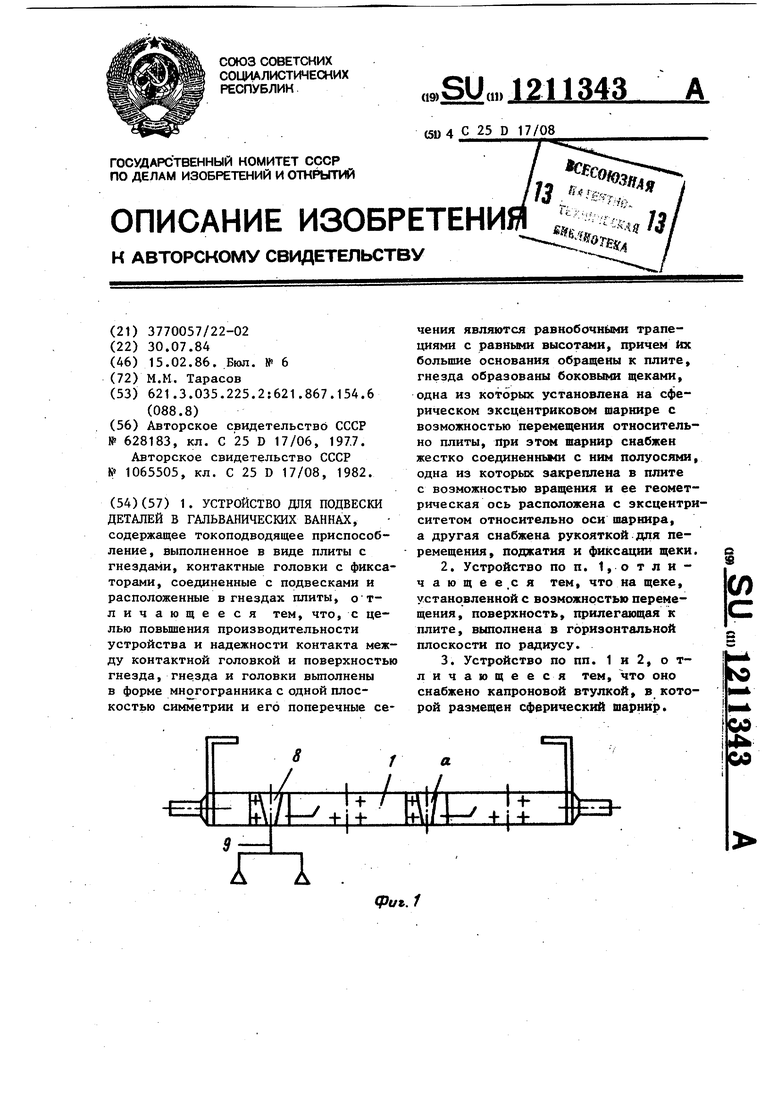
На фиг. i схематически изображена подвеска, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - устройство при крайних положениях головки, общий вид; на фиг. 4 - разрез А-А на фиг, 3.
На токоведущей штанге 1 с помощью винтов 2 установлена плита 2. На плите болтами 4 укреплена неподвижная щека 5 я на сферическом эксцентриковом шарнире 6 установлена подвижная щека 7. В гнездо О , образованное плитой 3 и щеками 5 и 7, введена головка 8 подвески 9. Шарнир 6 в щеке 7 помещен в капроновую втулку 10, а его полуось Ь находится во втулке 11. Геометрическая ось полуоси смещена относительно центра сферического шарнира на величину С . Вторая полуось d снабжена поворотной рукояткой 12. Упор 13 ограничивает поворот щеки 7, а упор 14 ограничивает поворот рукоятки 12. Болты 15 и 16 и гибкая шина 17 служат для подвода тока к щеке 7. Сторона е щеки 7, обращенная к плите 3, имеет радиус- . ную поверхность. Контактирование головки 8 со щекой 7 и плитой 3 гарантировано обеспечивается по плоскос32
тям f и 9 и частично по плоскостям И со щекой 5. Диаметр отверстия 1 втулки 11 выбран с учетом эксцентриситета.
Для соединения подвески 9 с плитой 3 при верхнем положении рукоятки 12 головку 8 помещают над гнездом Q и опускают, чтобы головка вошла в гнездо и зафиксировалась. Подвижная щека 7 под весом головки и подвески поворачивается на шарнире 6 до соприкосновения плоскостей f . Поворотом рукоятки 12 осуществляют прижим щеки 7 к головке В и прижим головки к плите 3 по плоскостям с устранением зазоров. Ввиду того, что сторона Р щеки 7 имеет радиусную поверхность, соприкосновение щеки 7 и головки происходит по всей плоскос- ти f . Усилие, передаваемое головке 8, прижимает ее к неподвижной щеке 5. Использование капроновой втулки обеспечивает плотный контакт головки 8 с плитой 3 и щеками 5 и 7. Демонтаж подвески осуществляют в обратном порядке.
Использование предлагаемого устройства позволяет повысить надежность контакта подвески с токоведу-; щей штангой, снизить энергопотери, обеспечить взаимозаменяемость подвесок и повысить производительность оборудования путем уменьшения времени на монтаж, демонтаж и процесс осаждения. Наибольший эффект достигается при больших токовых нагрузках и плотностях, например при хромировании.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сканирующее устройство к датчику дефектоскопа | 1990 |
|
SU1817847A3 |
| Временный зажим для подвески обожженного анода | 1985 |
|
SU1310455A1 |
| УСТРОЙСТВО ДЛЯ МОНТАЖА-ДЕМОНТАЖА ГОЛОВКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 1997 |
|
RU2145448C1 |
| Подвеска для гальванической обработки деталей | 1983 |
|
SU1113430A1 |
| Устройство для монтажа и демонтажа крупногабаритных шин | 1990 |
|
SU1749060A1 |
| Устройство для ультразвукового контроля вертикально расположенных корпусов энергетического оборудования | 1988 |
|
SU1563395A1 |
| УСТРОЙСТВО ДЛЯ ЗАМЕНЫ СВЕЧЕЙ ЗАЖИГАНИЯ | 1970 |
|
SU273582A1 |
| Стенд для динамических испытаний пневматической шины | 1990 |
|
SU1795336A1 |
| УСТРОЙСТВО ДЛЯ ПОГРУЗКИ КИП СПРЕССОВАННОГО ЛЕКАРСТВЕННОГО СЫРЬЯ В КРУПНО-, СРЕДНЕ- И МАЛОТОННАЖНЫЕ КОНТЕЙНЕРЫ | 1999 |
|
RU2150394C1 |
| ШИБЕРНЫЙ ЗАТВОР ЛИТЕЙНОГО КОВША (ВАРИАНТЫ) | 1994 |
|
RU2048260C1 |
11
фиг.З
вниипи
Тираж 615
Заказ 614/34 Подписное
Филиал ППП Патент, г.Ужгород, ул.Проектная, 4
J2
Фи.
| Подвеска для гальванической обработки деталей | 1977 |
|
SU628183A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Устройство для подвески деталей в гальванических ваннах | 1982 |
|
SU1065505A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
