Изобретение относится к обработке металлов давлением, в частности к мехагтзированным комплексам для резки проката.
Цель изобретения - повышение производительности комплекса оборудования для резки сортового проката.
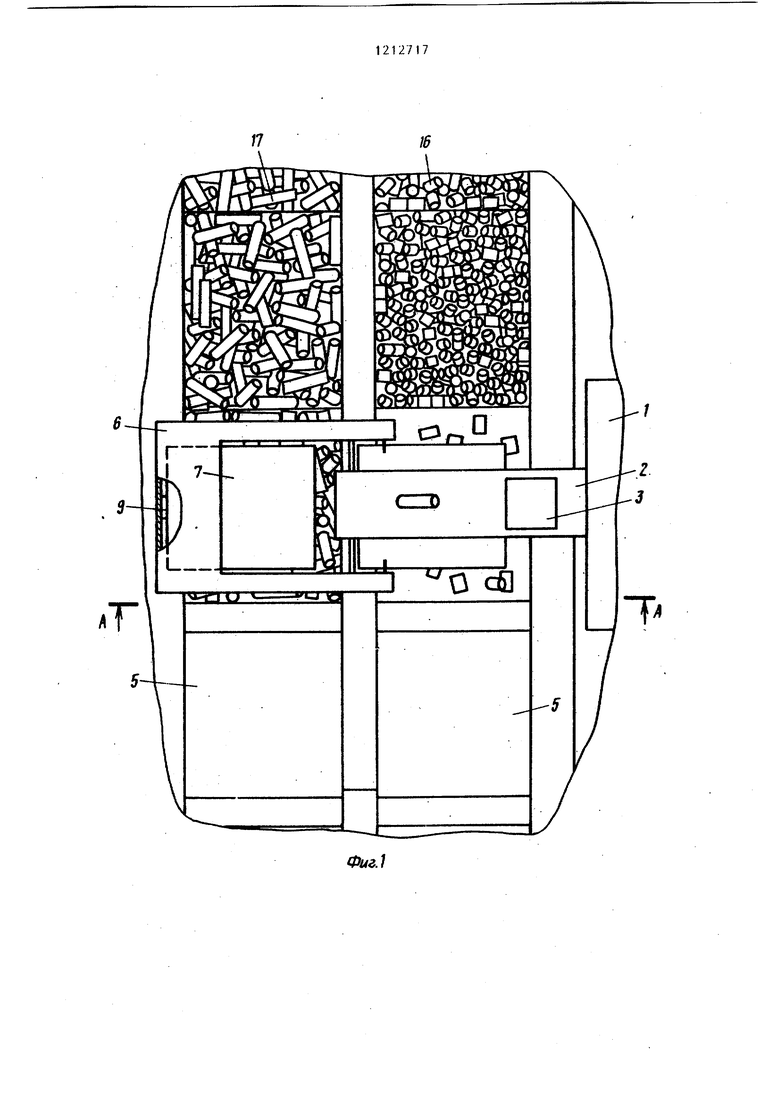
На фиг. 1 изображен ко плекс оборудования для резки сортового проката, план на фиг. 2 -, разрез А-А на фиг. 1; на фиг. 3,- разрез Б-Б на фиг; 2.,
Компл к с содержит участок загрузки в виде стеллажа и ролвт анга (не показан) ,i участок резки в виде ножниц 1 с механизмом разбраковки отрезанных заготовок и концевых частей в виде склиза 2 с приводным люком 3 и лотком 4, и участок их загрузки ,в тару 5. Участок загрузки снабжен ракой 6 с двумя шарнирно закрепленными рычагами 7 и 8 и конечными выключателями 9. На участке загрузки расположены две пары рамы 10, каждая из которых снабжена толкателем в виде цилиндра 11 со штоком 12 и подпружиненной собачкой 13 на его конце, а также фиксатором 14 повышения тары 5, которая снабжена кронштейном 15, расположенным в ее нижней части. Каждая тара 5 установлена на рельсах 10 на катках 11. Участки рельс 1 со стЬроны цилиндра толкателя 11 расположены под положительным углом к его оси.
Комплекс оборудования для резки сортового проката работает следующим образом.
В исходном положении фиксатор 14 поднят, шток 12 находится а цилиндре 11. При подготовке комплекса оборудования к работе на наклонные ветви рельсов 10 устанавливается одна тара 5 за другой цеховыми подъемно- транспортными средствами (мостовым краном, автокраном и т.д). Под дейст ствием собственного веса первая тара 5 скатывается до упора кронштейном 15 в поднятый фиксатор 14. Перед окончанием движения кронштейн 15 набегает на подпружиненную собачку 13, сначала утапливая, затем опус- кая её, В итоге первая порожняя тара 5 оказьшается на позиции прием
0
5
0
5
0
5
0
ки заготовок, зафиксированной фиксатором 14 и подготовленной к движению под действием собачки 13 от штока 12. Рычаги 7 и 8 опущены и с переключателями 9 не воздействуют.
Сортовой прокат со стеллажа по рольгангу попадает в ножницы 1, где от проката отрезается передний конец, а потом нарезаются годные заготойки. Все заготовки, в том числе и последняя - задний конец проката - попадают на склиз 2 механизма разбраковки. Система управления комплексом обеспечивает отделение передних и задних концевых частей проката от общего потока заготовок. Для зтого своевременно поднимается приводной люк 3 и концы 16 падают по лотку 4 в предназначенную им тару 5. Годные заготовки 17 по склизу 2 попадают в тару, расположенную в другой линии тары (тары для заготовок).
В ненаполненную тару. 5 заготовки попадают, не задевая рычагов 7 (или 8). Но по мере заполнения тары 5 наступает момент, когда очередная заготовка, скатившись по склизу 2 1или лотку 4, касается рычага 7 и поворачивает его вверх, отчего рычаг 7 поступает во взаимодействие с переключателем 9 (фиг. 2), подающим сигнал на смену тары 5. Не прекращая работы комплекса, система управления обеспечивает такую последовательность движений: фиксатор 14 опускается, освобождая заполненную тару 5; шток 12 толкает собачкой 13 заполненную тару 5 с отрезками и од- нЪвременно фиксатор 14 возвращается в исходное поднятое положение, позто- му последующая порожняя тара 5, занимающая освободившееся место, упирается кронштейном 13 в фиксатор 14; шток 12, толкнув заполненную тару 5 на ход, равн1,1й или больший длины тары, возвращается в исходное положение, при этом подпружиненная собачка 13 сначала утапливается, а в конце хода поднимается, готовая к толканию этой тары. Поступающие в период этих манипуляций заготовки попадают или в толкаемую тару 5, или в новую. Остановка комплекса не требуется.
Л-А
9- f
Фиг. г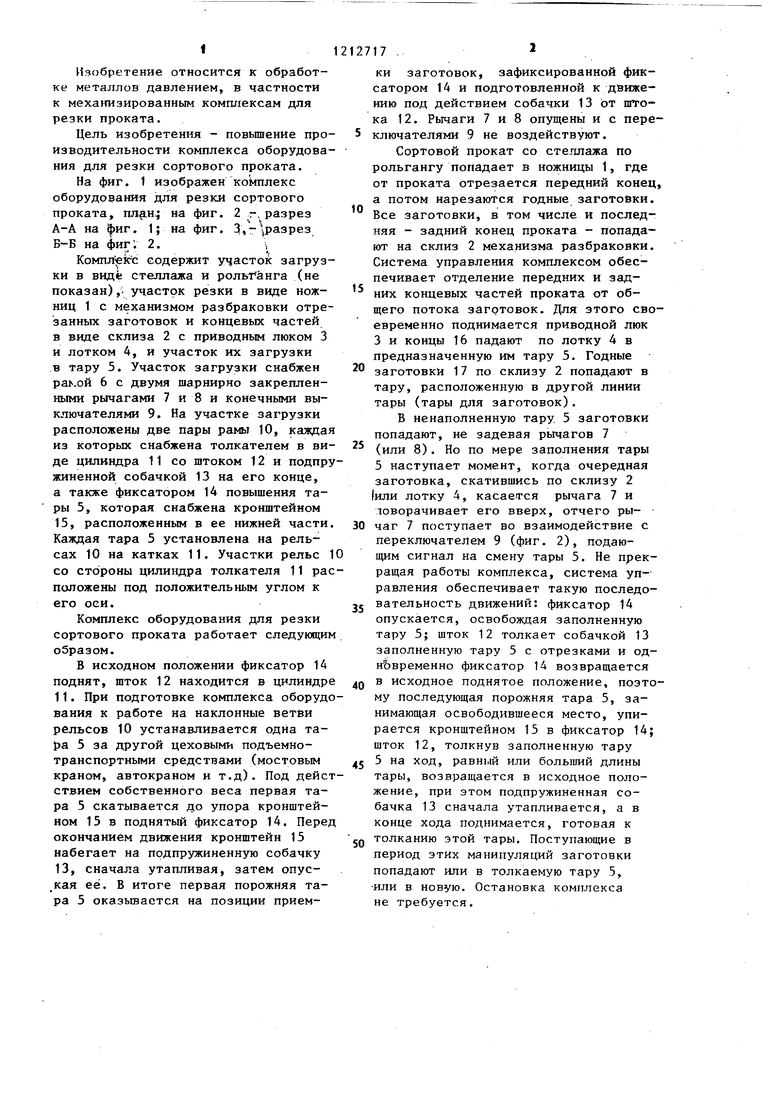
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкий производственный модуль для резки заготовок из прутков круглого и квадратного проката | 1986 |
|
SU1431915A1 |
| Ножницы для резки проката | 1988 |
|
SU1668061A1 |
| Автоматизированный технологический комплекс для обработки фасонного и сортового проката | 1987 |
|
SU1511020A1 |
| Ножницы для резки проката | 1987 |
|
SU1505689A1 |
| Штамповочный комплекс для изготовления деталей из полосового материала | 1985 |
|
SU1286328A1 |
| Устройство для сбора деталей и отходов,получаемых при обработке полосового и ленточного материала | 1986 |
|
SU1382549A1 |
| Ножницы для резки сортового проката | 1978 |
|
SU795760A2 |
| Линия резки труб | 1990 |
|
SU1738506A1 |
| УСТРОЙСТВО для УКЛАДКИ ЗАГОТОВОК из СОРТОВОГО ПРОКАТА в ШТАБЕЛЬ | 1971 |
|
SU321313A1 |
| Автоматический комплекс для резки листового проката | 1985 |
|
SU1411081A1 |
11 /2
Редактор Н. Пушненкова
.Ф«г.5
Составитель В. Свириденко
Техред О.Ващишина Корректор М.Самборская
Заказ 700/20Тираж 1000 . Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал П1Ш Патент, г. Ужгород, ул. Проектная, Д
| Кислый П.Е | |||
| и др | |||
| Новое оборудование для резки сортового проката | |||
| Сборник экспресс-информации | |||
| Обработка давлением, НИИМАШ, 1982, 9, с | |||
| Насос | 1917 |
|
SU13A1 |
