00 СХ)
ю ел
и
Изобретение относится к холодной обработке металлов давлением и может быть использовано для сбора деталей и отходов, образующихся при обработке полосового и ленточного материала.
Целью изобретения является повышение надежности работы.
На фиг. 1 изображено устройство для обработки полосового и ленточного материала; на фиг. 2 - разрез А-А на фиг. 1; на
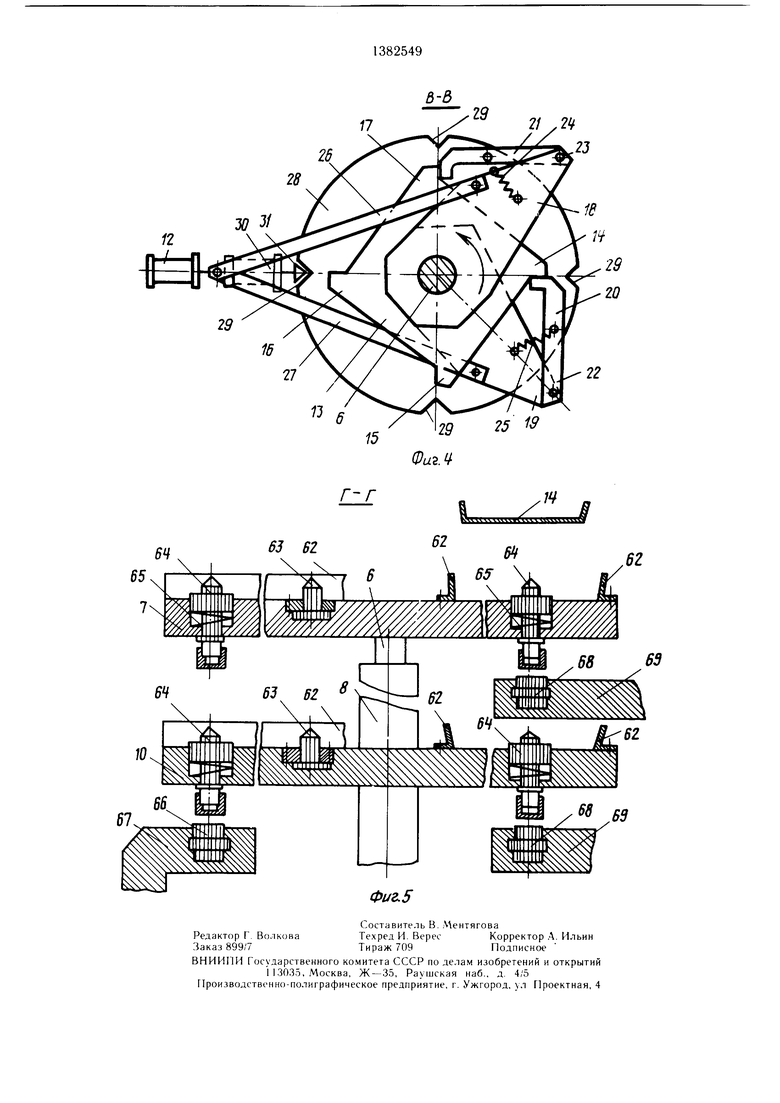
фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 -
разрез В-В на фиг. 2; на фиг. 5 разрез Г-Г на фиг. 1.
Устройство к прессу 1 для смены тары 2 для отп1тамноваиных деталей и тары 3 для измельченных при помопди ножниц 4 отходов полосового или ленточного материала содержит основание 5, вертикальный вал 6, горизонтально расположенный онорный стол 7 для тары 3, жестко связанный с вертикальным валом 6, управляемый индивидуальный привод для периодического поворота вала 6, вертикальный полый вал 8, установленный с возможностью поворота в основании 5, на подшипнике 9, дополнительный горизонтальный опорный стол 10 для тары 2, жестко связанный с полым валом 8, управляемый индивидуальный привод для периодического поворота полого вала 8. Вертикальный вал 6 смонтирован с возможностью поворота в полом валу 8 на подшипнике 11, нри этом связанный с вертикальным валом 6 опорный стол 7 тары 3 расположен над донол- нительным опорным столом 10 для тары 2.
Управляемый индивидуальный привод для периодического поворота вертикального вала 6 содержит силовой цилиндр 12 двустороннего действия, храповик 13 с зубья- ми 14 -17, жестко связанный с вертикальным валом 6, рычаги 18 и 19, смонтированные с возможностью поворота на валу 6 по обе стороны от храповика 13, собачки 20 и 21, связанные со свободными концами рычагов 18 и 19 при помощи осей 22 и 23 и подпружиненные к храповику 13 пружинами 24 и 25, при этом рычаги 18 и 19 Н1арнирно соединены нри помощи тяг 26 и 27 со штоком силового цилиндра 12, а фиксирующее приспособление выполнено в виде диска 28 с кли- новидными вырезами 29 по числу зубьев храповика 13, жестко связанпого с вертикальным валом 6 и закрепленного в основании 5 пневматического цилиндра 30 со штоком, имеющим клиновидное окончание 31, ответное клиновидным вырезам 29.
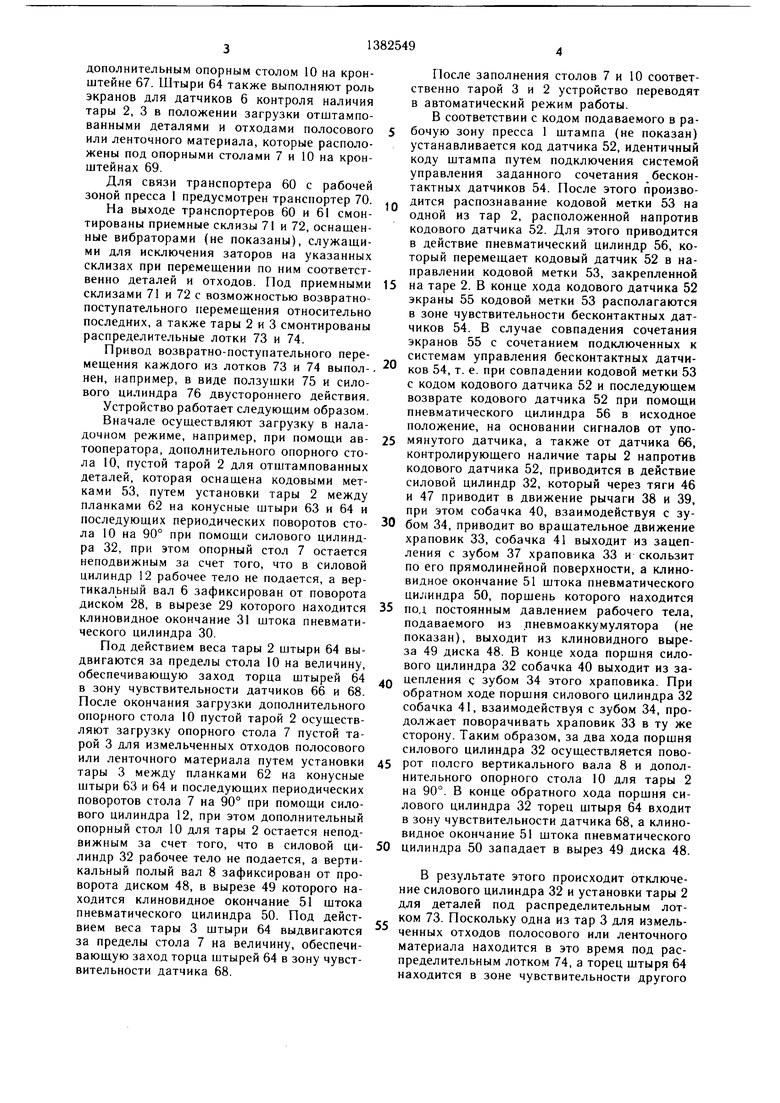
Управляемый индивидуальный нривод для периодического поворота вертикального полого вала 8 выполнен идентично унрав- ляемому индивидуальному приводу для периодического поворота вертикального вала 6 и содержит силовой цилиндр двустороннего действия 32, храповик 33 с зубьями 34-37, жестко связанный с вертикальным полым валом 8, рычаги 38 и 39, смонтированные
с
0
0 Q
5 0
с возможностью поворота на валу 8 по обе стороны от храповика 33, собачки 40 и 41, связанные со свободными концами рычагов 38 и 39 при помощи осей 42 и 43 и подпружиненные к храповику 33 пружинами 44 и 45, при этом рычаги 38 и 39 щарнирно соединены при помощи тяг 46 и 47 со штоком силового цилиндра 32, а фиксирующее приспособление выполнено в виде диска 48 с клиновидными вырезами 49 но числу зубьев храповика 33, жестко связанного с полым вертикальным валом 8 и закрепленного в основании 5 пневматического цилиндра 50 со штоком, имеющим клиновидное окончание 51, ответное клиновидным вырезам 49. Устройство снабжено также кодовым датчиком 52 для считывания кодовой метки 53, закрепленной на каждой таре 2 для отщтампованных деталей.
Кодовый датчик 52 выполнен в виде набора бесконтактных датчиков 54, причем необходимые сочетания датчиков 54, соответствующие сочетаниям кодовых меток на каждом из njTaMHOB пресса (не ноказаны), устанавливаются в соответствии с заданной программой получения деталей |утем чения одних и нодключения других датчиков 54 системой управления (не показана). Кодовые метки 53, закрепленные на каждой таре 2, выполнены в виде набора нерестав- пых экранов 55, взаимодействующих с датчиками 54. Сочетание наборов переставных экранов 55 кодовых меток 53 для каждой тары 2 устанавливается в соответствии с сочетанием кодовых меток на каждом из щтам- пов пресса. Кодовый датчик 52 оснащен нриводом возвратно-поступательного перемещения, выполненным в виде пневматического цилиндра 56, смонтированного за пределами опорных столов 7 и 10 на стойке 57, причем датчик 52 смонтирован на штоке указанного цилиндра, а для исключения поворота датчика 52 вокруг продольной оси штока цилиндра 56 предусмотрены цилиндрические скалки 58 с навинченными на их резьбовых участках гайками 59, с. 1ужащими для установки оптимального зазора между бесконтактными датчиками 54 и экранами 55 кодовых меток 53.
К каждому опорному столу 7 и 10 подведены транспортеры 60 и 61, первый из которых служит для нодачи в тару 2 отштампованных деталей, а второй - для подачи в тару 3 отходов полосового или ленточного материала. Для базирования тары 2 и 3 на опорных столах 7 и 10 закреплены планки 62, имеющие Г-образное поперечное сечение, а также конусные щтыри 63, 64, причем щты- ри 64 выполнены регулируемыми по длине, пропущены через отверстия в опорных столах 7 и 10 и подпружинены пружинами 65. Штыри 64 выполняют роль экрана к датчику 66 контроля наличия тары 2 напротив кодового датчика 52, расположенному под
дополнительным опорным столом 10 на кронштейне 67. Штыри 64 также выполняют роль экранов для датчиков 6 контроля наличия тары 2, 3 в положении загрузки отштампованными деталями и отходами полосового или ленточного материала, которые расположены под опорными столами 7 и 10 на кронштейнах 69.
Для связи транспортера 60 с рабочей зоной пресса 1 предусмотрен транспортер 70.
На выходе транспортеров 60 и 61 смонтированы приемные склизы 71 и 72, оснащенные вибраторами (не показаны), служащими для исключения заторов на указанных склизах при перемещении по ним соответственно деталей и отходов. Под приемными склизами 71 и 72 с возможностью возвратно- поступательного перемещения относительно последних, а также тары 2 и 3 смонтированы распределительные лотки 73 и 74.
Привод возвратно-поступательного перемещения каждого из лотков 73 и 74 выпол-. нен, например, в виде ползушки 75 и силового цилиндра 76 двустороннего действия.
Устройство работает следующим образом.
Вначале осуществляют загрузку в наладочном режиме, например, при помощи автооператора, дополнительного опорного стола 10, пустой тарой 2 для отштампованных деталей, которая оснащена кодовыми метками 53, путем установки тары 2 между планками 62 на конусные штыри 63 и 64 н последующих периодических поворотов стола 10 на 90° при помощи силового цилиндра 32, при этом опорный стол 7 остается неподвижным за счет того, что в силовой цилиндр 12 рабочее тело не подается, а вертикальный вал 6 зафиксирован от поворота диском 28, в вырезе 29 которого находится клиновидное окончание 31 штока пневматического цилиндра 30.
Под действием веса тары 2 штыри 64 выдвигаются за пределы стола 10 на величину, обеспечиваюшую заход торца штырей 64 в зону чувствительности датчиков 66 и 68. После окончания загрузки дополнительного опорного стола 10 пустой тарой 2 осуществляют загрузку опорного стола 7 пустой тарой 3 для измельченных отходов полосового или ленточного материала путем установки тары 3 между планками 62 на конусные щтыри 63 и 64 и последующих периодических поворотов стола 7 на 90° при помощи силового цилиндра 12, при этом дополнительный опорный стол 10 для тары 2 остается неподвижным за счет того, что в силовой цилиндр 32 рабочее тело не подается, а вертикальный полый вал 8 зафиксирован от про- ворота диском 48, в вырезе 49 которого находится клиновидное окончание 51 штока пневматического цилиндра 50. Под действием веса тары 3 щтыри 64 выдвигаются за пределы стола 7 на величину, обеспечивающую заход торца штырей 64 в зону чувствительности датчика 68.
После заполнения столов 7 и 10 соответственно тарой 3 и 2 устройство переводят в автоматический режим работы.
В соответствии с кодом подаваемого в рабочую зону пресса 1 штампа (не показан) устанавливается код датчика 52, идентичный коду штампа путем подключения системой управления заданного сочетания бесконтактных датчиков 54. После этого пронзвоQ дится распознавание кодовой метки 53 на одной из тар 2, расположенной напротив кодового датчика 52. Для этого приводится в действие пневматический цилиндр 56, который перемещает кодовый датчик 52 в направлении кодовой метки 53, закрепленной
на таре 2. В конце хода кодового датчика 52 экраны 55 кодовой метки 53 располагаются в зоне чувствительности бесконтактных датчиков 54. В случае совпадения сочетания экранов 55 с сочетанием подключенных к системам управления бесконтактных датчи ков 54, т. е. при совпадении кодовой метки 53 с кодом кодового датчика 52 и последующем возврате кодового датчика 52 при помощи пневматического цилиндра 56 в исходное положение, на основании сигналов от упо5 мянутого датчика, а также от датчика 66, контролирующего наличие тары 2 напротив кодового датчика 52, приводится в действие силовой цилиндр 32, который через тяги 46 и 47 приводит в движение рычаги 38 и 39, при этом собачка 40, взаимодействуя с зу0 бом 34, приводит во вращательное движение храповик 33, собачка 41 выходит из зацепления с зубом 37 храповика 33 и скользит по его прямолинейной поверхности, а клиновидное окончание 51 штока пневматического ци;(индра 50, поршень которого находится
5 под постоянным давлением рабочего тела, подаваемого из пневмоаккумулятора (не показан), выходит из клиновидного выреза 49 диска 48. В конце хода поршня силового цилиндра 32 собачка 40 выходит из зап цепления с зубом 34 этого храповика. При обратном ходе поршня силового цилиндра 32 собачка 41, взаимодействуя с зубом 34, продолжает поворачивать храповик 33 в ту же сторону. Таким образом, за два хода поршня силового цилиндра 32 осуществляется пово5 рот полого вертикального вала 8 и дополнительного опорного стола 10 для тары 2 на 90°. В конце обратного хода порщня силового цилиндра 32 торец штыря 64 входит в зону чувствительности датчика 68, а клиновидное окончание 51 штока пневматического
0 цилиндра 50 западает в вырез 49 диска 48.
В результате этого происходит отключение силового цилиндра 32 и установки тары 2 для деталей под распределительным лотком 73. Поскольку одна из тар 3 для измельченных отходов полосового или ленточного материала находится в это время под распределительным лотком 74, а торец щтыря 64 находится в зоне чувствительности другого
датчика 68, контролирующего нахождение тары 3 нод лотком 74, то на основании сигналов от указанных датчиков 68 и совпадения кода кодового датчика 52 с кодом кодовой метки 53 на таре 2 приводятся в движение транспортеры 70, 60 и 61, а также приводы возвратно-поступательного перемещения распределительных лотков 73 и 74. После этого включается пресс 1, при этом отштампованные детали попадают на транспортер 70, который передает их на транспортер 60, по- дающий детали на приемный склиз 71. С приемного склиза 71 детали соскальзывают на распределительный лоток 73, а с него в тару 2, при этом за счет возвратно-поступательного перемещения лотка 73 относи- тельно тары 2 достигается равномерность распределения деталей в таре 2. Одновременно с этим отходы полосового или ленточного материала, измельченные ножницами 4 для резки отходов, попадают на транспортер 61, а с него на приемный склиз 72. С при- емного склиза 72 отходы попадают на распределительный лоток 74, а с него - в тару 3, при этом за счет возвратно-поступательного перемещения лотка 74 достигается равномерность распределения отходов в таре 3. После получения заданного количества деталей и передачи их в тару 2, а отходов - в тару 3 производится остановка пресса 1, транспортеров 70, 60 и 61, а также приводов возвратно-поступательного перемещения распределительных лотков 73 и 74.
Затем производят смену тары 3 с отходами, а также тары 2 с деталями пустой тарой.
Для смены тары 3 с отходами пустой тарой приводят в действие силовой цилиндр 12, который через тяги 26 и 27 приводит в дви- жение рычаги 18 и 19, при этом собачка 20, взаимодействуя с зубом 14, приводит во вращательное движение храповик 13, собачка 21 выходит из зацепления с зубом 17 храповика 13 и скользит по его прямолинейной поверхности, а клиновидное окончание 31 штока пневматического цилиндра 30, поршень которого находится под постоянным давлением рабочего тела, подаваемого из пневмоаккумулятора (не показан), выходит из клиновидного выреза 29 диска 28. В конце хода поршня силового цилиндра 12 собачка 20 выходит из зацепления с зубом 14 этого храповика. При обратном ходе поршня силового цилиндра 12 собачка 21, взаимодействуя с зубом 14, продолжает поворачивать храповик 13 в ту же сторону. Таким образом, за два хода поршня силового цилиндра 12 осуществляется поворот вертикального вала 6 и опорного стола 7 для тары 3 на угол 90°. В конце обратного хода поршня силового цилиндра 12 торец штыря 64 входит в зону чувствительности датчика 68, а клино- видное окончание 31 штока пневматического цилиндра 30 западает в вырез 29 диска 28. В результате этого происходит отключение
силового цилиндра 12 и установка пустой тары 3 под распределительным лотком 14.
Смена тары 2, заполненной отштампованными деталями, пустой тарой 2 производится в соответствии с кодом нового штампа (не показан), подаваемого в рабочую зону пресса 1. Для этого устанавливается новый код датчика 52, идентичный коду нового штампа путем подключения системой управления нового заданного сочетания бесконтактных датчиков 54. После этого производится распознавание кодовой метки 53 на пустой таре 2, расположенной напротив кодового датчика 52, путем установки последнего при помощи пневмоцилиндра 56 с заданным зазором по отношению к экранам 55 этой метки. При совпадении кода датчика 52 с кодом метки 53 кодовый датчик 52 возвращается пневмоцилиндром 56 в исходное положение, после чего приводится в действие силовой цилиндр 32, который, поворачивая дополнителный опорный стол 10, выводит загруженную деталями тару 2 из-под распределительного лотка 73 и устанавливает пустую тару 2 под указанный лоток.
После этого работа устройства осуществляется, как описано выше. В случае несовпадения кода датчика 52 и кода метки 53 на таре 2 после возврата датчика 52 в исходное положение включается силовой цилиндр 32, который, поворачивая дополнительный стол 10, приводит указанную тару 2 из зоны кодового датчика 52, устанавливая новую тару 2 напротив кодового датчика 52. После этого производится распознавание кодовой метки 53 указанной тары 2 и в случае совпадения кода датчика 52 и кода метки 53 включается силовой цилиндр 32, который поворачивает дополнительный опорный стол 10 на 90°, в результате чего опознанная тара 2 устанавливается под распределительным лотком 73. Затем включаются транспортеры 70, 60 и 61, приводы распределительных лотков 73 и 74, пресс 1 и цикл работы устройства повторяется.
Формула изобретения
Устройство для сбора деталей и отходов, получаемых при обработке полосового и ленточного материала, содержащее смонтированные на основании вертикально два вала, столы, связанные с валами, приводы вращения валов, тары для размещения деталей и отходов, образующихся при обработке материала, смонтированные на каждом из столов с возможностью съема, механизмы подачи Деталей и отходов в тары, отличающееся тем, что, с целью повыщения надежности работы, оно снабжено кодовыми метками, закрепленными на тарах, смонтированными на одном из столов, кодовыми датчиками, установленными с возможностью взаимодействия с кодовыми метками и возвратно-поступате;1ьного перемещения от индивидуального привода, смонтированного на основании, датчиками контроля наличия тары на другом столе, один из валов выполнен полым, другой вал установлен в полости этого вала, столы расположены один под другим, механизмы подачи выполнены в виде транспортеров.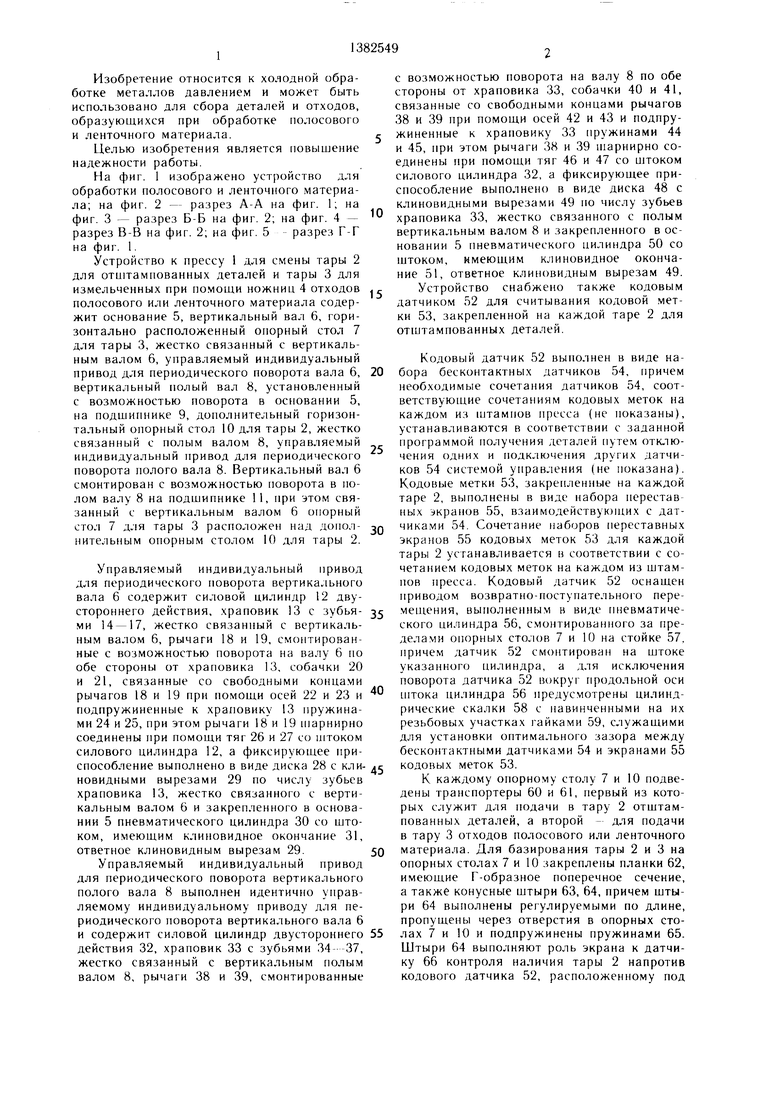
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для многономенклатурной штамповки полосового материала | 1989 |
|
SU1745396A1 |
| Способ штамповки деталей из полосового материала и установка для его осуществления | 1987 |
|
SU1586826A1 |
| Установка для многономенклатурной штамповки полосового материала | 1989 |
|
SU1682019A1 |
| Ножницы для резки листового материала | 1987 |
|
SU1581477A1 |
| Устройство к прессу для смены технологической оснастки | 1989 |
|
SU1669764A1 |
| Установка для многономенклатурной штамповки полосового материала различной толщины | 1982 |
|
SU1069908A1 |
| Штамповочный комплекс | 1988 |
|
SU1609537A1 |
| Устройство для удаления деталей из рабочей зоны пресса | 1988 |
|
SU1659157A1 |
| УСТАНОВКА ДЛЯ РОЗЛИВА ЖИДКОСТЕЙ В ТАРУ | 1970 |
|
SU268238A1 |
| Полуавтоматическая линия для сборки,преимущественно,петель | 1983 |
|
SU1088912A1 |

Изобретение относится к холодной обработке металлов давлением и может быть использовано для сбора деталей и отходов, получаемых при обработке полосового и ленточного материала. Целью изобретения является повышение надежности работы. Детали и отходы из зоны обработки удаляются транспортерами и подаются в отдельные тары, устанавливаемые на столах. Столы расположены один над другим и связаны с вертикальными валами. Один из валов выполнен полым, а другой вал установлен в полости этого вала. Валы приводятся во вращательное движение от приводов. На столах смонтированы датчики контроля наличия тары. На тарах для деталей закреплены кодовые метки, взаимодействующие с кодовым датчиком для возможности раз- мещеиия различных деталей в различных тарах. Датчик смонтирован на основании с возможиостью возвратио-поступательного движения от индивидуального привода. Исключается необходимость проведения рассортировки деталей перед подачей на обработку за счет раздельной загрузки в тару измельченных отходов и отштампованных деталей. 5 ил. S сл
Фиг.1
-А
6f
/-
fc-3} if
J/ 29
29
J7
W
32
777Г
ер1/г.2
/V,3
2
26
12
11
Г-Г
65
23
25 9
./V
Фиг. 5
| МАГНИТНЫЙ ЗАМОК | 1991 |
|
RU2019661C1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
