Изобретение относится к машиностроению, в частности к устройствам для выгрузки кольцевых изделий.
Цель изобретения - улучшение условий эксплуатации за счет обеспечения возможности сортировки рулонов.
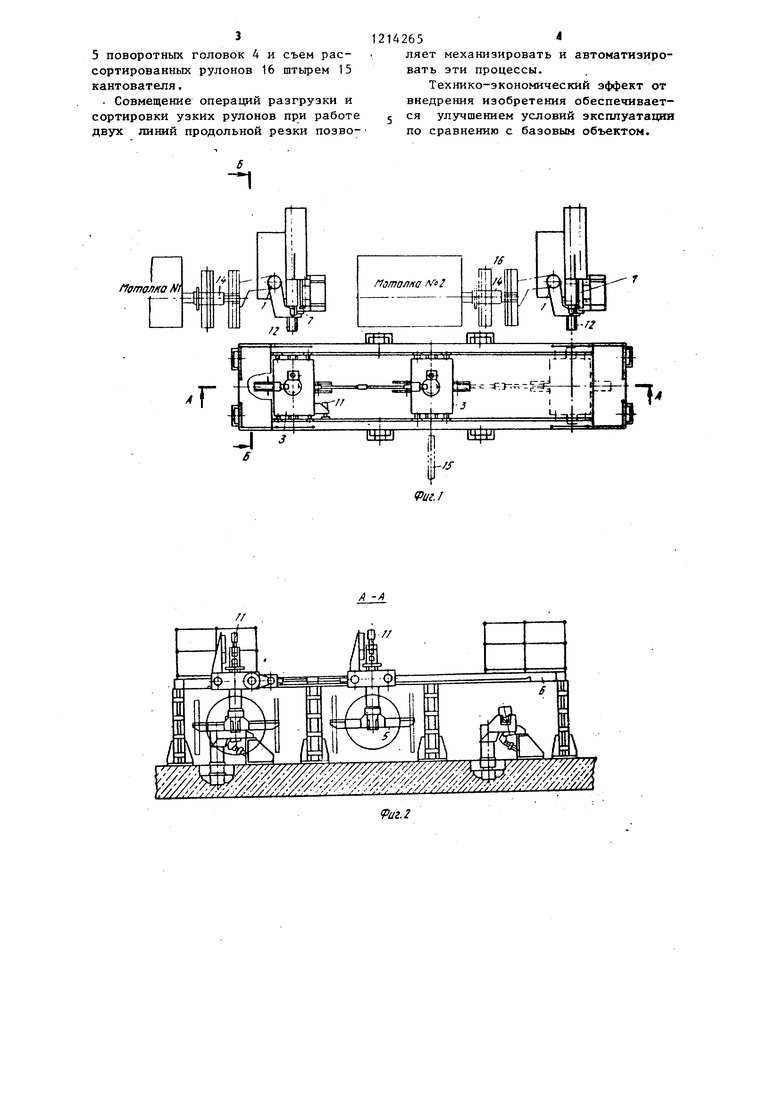
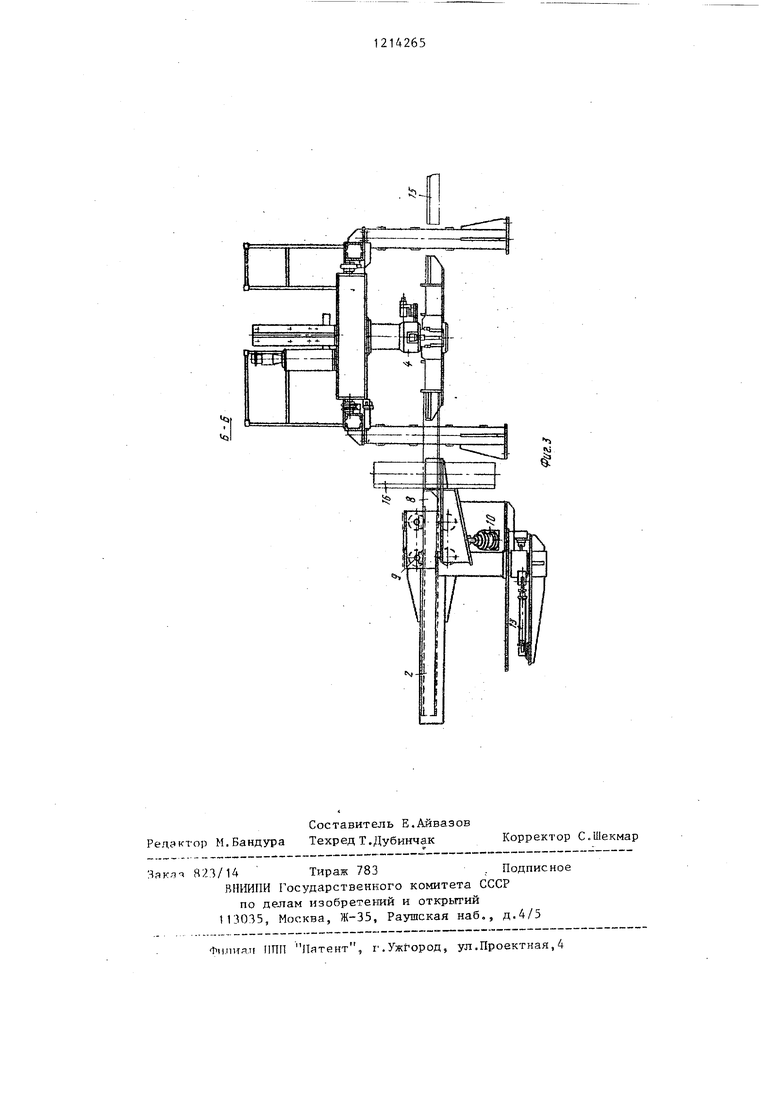
На фиг. 1 показано устройство общий вид; на фиг. 2 - разрез А-А н фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Устройство состоит из двух стационарных одноштыревых поворотных колонок 1, двух манипуляторов-сортировщиков 2, двух жестко соединенных тележек 3 с поворотными головками 4, имеюпщми по четыре штыря 5, и эстакады 6.
Манипулятор-сортировпщк 2 рулонов представляет собой вьздвигаемую гидро1щлиидром 7 штангу 8, установленную на катках 9, имеющих возможность вертикального подъема при помощи .гидроцнлиядра 1О.
Контроль величины и направления перемещения штанги осуществляется при помощи реверсивного бесконтактного датчика импульсов (не показан)
Привод перемещения тележек 3 и вращение головок 4 осуществляется от гидромоторов 11. Штыри 12 колоно гидроцилиндрами 13 могут поворачиваться на 90 и занимать положение то соосно барабану 14 моталки,, то соосно штырю 5 поворотной головки 4 и штанге 8 манипулятора-сортировщика 2.
Штырь 15 кантователя, расположен ный посредине хода тележек, служит для съема рулонов 16 со штырей 5 и передачи их на линию упаковки.
Размещение тележек 3 на эстакаде 6 вызвано необходимостью сохранения уровней барабанов существукнцнх моталок, а также уменьшения бетонных работ из-за отказа от заглублений и приямков.
Устройство работает следукжшм образом.
После окончания намотки пакета рулонов на барабан 14 моталки №. 1 (фиг.1) колонка 1 поворачивается гидроцилиндром 13 на 90 и устанав ливается штырем 12 против барабана 14 моталки № 1. Сталкиватель моталки (не показан) перегружает пакет рулонов 16 на штырь 12 колонки 1 и отходит в исходное положение. Штырь 12 поворачивается на 90, устанавливаясь против штыря 5 поворотной го
142652
ловки 4 тележки 3. Штанга 8 маннпу- .тштора-сортировщика 2 выдвигается под первый рулон (стопу рулонов одинаковой ширины) 16 (фиг.З),
5 поднимается гидроцилиндром 10, переставляет рулон (стопу) на штырь 5 головки 4, опускается и возвращается под второй рулон (стопу) 16.
Величина перемещения штанги 8 за0 висит от характера разделения пакета рулонов на отдельные стопы и задается оператором при установке шага ножей на ножницах линии продоль- ной резки полосы.
15 Автоматическая остановка штанги происходит .по сигналу от датчика, устанавливаемого на штанге. Датчик контролирует стык между рулонами разной ширины или между стопами
2Q рулонов одинаковой ширины.
После разгрузки первого рулона (стопы) поворотная головка 4 поворачивается на 90 гидромотором 11, устанавливая свободный штырь 5 про25 тив штьгря 12 стационарной колонки 1. Производится перестановка следующего рулона (стопы) на штьфь 5 головки 4. Затем штыри-5 головки 4 вновь поворачиваются на 90° и произ, водится разгрузка последнего рулона (стопы) 16.
Одновременно с разгрузкой барабана 14 моталки № 1 и сортировкой рулонов 16 в стопы по ширине на штыри 5 головки 4 происходит съем рассорти рованных рулонов 16, снятых с барабана 14 моталки № 2 штырем 15 канто- ватапя (не показан) для передачи на линию упаковки.
Бремя разгрузки и сортировки рулонов 16 с барабана 14 моталки № 1 и съема рулонов штырем 15 кантователя со второй тележки равно. По окончании разгрузки и сортировки рулонов с моталки № 1 на одну тележ ку 3 и съема штьфем 15 кантователя
рулонов со второй тележки тандем тележек 3 перемещается вправо. При этом рассортированные рулоны 16 с моталки № 1 снимаются штырем 15 тователя, а рулоны с барабана 14 моталки № 2 разгружаются и сортируются на штьфи 5 головки 4 второй тележки 3.
Совершая челночные перемещения
между моталками № 1 и N 2, тележки 3 совмещают процессы разгрузки рулонов 16 с барабанов 14 с сортировкой их по ширине в стопы на штыри
0
5 поворотных головок 4 и съем рассортированных рулонов 16 штырем 15 кантователя.
Совмещение операций разгрузки и сортировки узких рулонов при работе двух линий продольной резки позво-
б
1214265
ляет механизировать и автоматизировать эти процессы.
Технико-экономический эффект от внедрения изобретения обеспечивает- 5 ся улучшением условий эксплуатации по сравнению с базовым объектом.
flomaJtffa Ni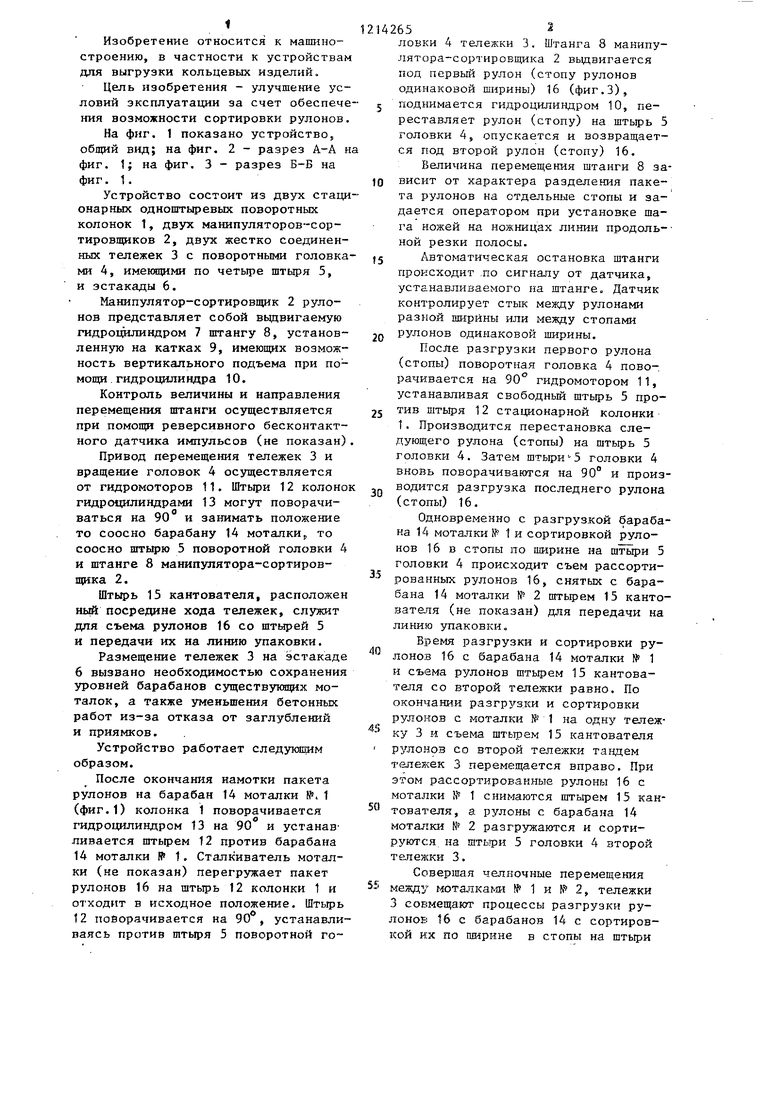
| название | год | авторы | номер документа |
|---|---|---|---|
| Манипулятор-перекладчик рулонов | 1983 |
|
SU1247116A1 |
| Устройство для транспортировки рулонов из стопы по одному | 1977 |
|
SU710721A1 |
| Колонна поворотная для загрузки и выгрузки рулонов | 1980 |
|
SU891195A1 |
| Установка для упаковки рулонов на поддоне | 1979 |
|
SU861174A1 |
| УСТАНОВКА ДЛЯ СНЯТИЯ РУЛОНОВ С НАКОПИТЕЛЯ И УСТАНОВКИ ИХ НА РАЗМАТЫВАТЕЛЬ | 2011 |
|
RU2476284C1 |
| Агрегат продольной резки рулонного материала | 1987 |
|
SU1750864A1 |
| МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ РАЗГРУЗКИ И ОБВЯЗКИ РУЛОНОВ | 1998 |
|
RU2161583C2 |
| Поточная линия для обработки кромок стекол | 1990 |
|
SU1728139A1 |
| Непрерывный агрегат для производства узких полос | 1978 |
|
SU948018A1 |
| Линия загрузки-выгрузки рулонов | 1981 |
|
SU1026887A1 |
tj
I
c,
| Кувшинский В.В | |||
| Автоматизация технологических процессов в машиностроении | |||
| М.: Машиностроение, с.242, рис.132. |
