Изобретение относится к обработке металлов давлением, а именно к устройствам для правки труб и прутков, и предназначено для использования на редукционном (калибровочном) ста- не.
Целью изобретения является повышение надежности устройства правки и качества получаемых изделий.
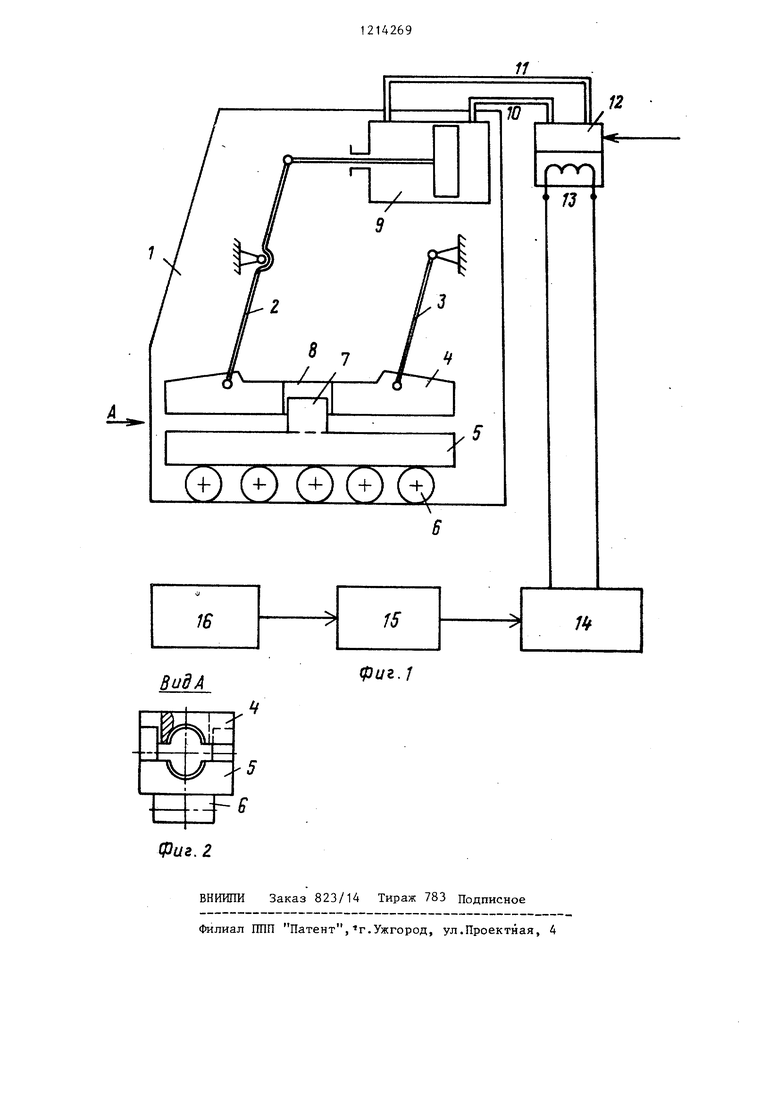
На фиг. 1 представлено предлагае- мое устройство; на фиг. 2 - вид А на фиг. 1.
Устройство содержит станину 1 со смонтированными на ней рычагами 2 и 3, несущими верхний правильный эле- мент 4. Нижний правильный элемент 5 опирается на ролики 6, установленные на станине 1. Нижний правильный элемент 5 имеет выступы 7, которые входят в соответствующие пазы 8 верхнег правильного элемента 4. Рычаг 2 выполнен двуплечим и к его свободному плечу шарНИРно присоединен пневмо- цилиндр 9, установленньй на станине 1. К пневмодалиндру 9 посредством шлангов 10 и 11 подсоединен перепускной клапан 12,соленоид 13 которого подключен к контакту промежуточного реле 14, которое питается от электронного усилителя 15, подключенного к наружному измерительному шунту 16 электродвигателя рабочей клети стана (не показан).
Устройство работает следующим образом.
При поступлении трубы в рабочую клеть стана с измерительного шунта 16 снимается сигнал в виде ЭДС,соответствующий нагрузке электродвигателя рабочей клети, и подается на электронный усилитель 15, где осуществляется его усиление и поддержание на требуемом уровне до полного прохождения трубы в стане. Усиленный сигнал приводит к срабатыванию промежуточного реле 14, через контакты которого подается напряжение на соленоид 13 перепускного клапана 12. При этом перепускной клапан 12 сра- батьгаает и сжатый воздух поступает через шланг 10 в правую полость
пневмоцилиндра 9, который посредством рычагов 2 и 3 поворачивает верхний гфавильный элемент 4 в направлении движения трубы. Верхний правильный элемент 4 совершает движение по дуге окружности радиуса равного длине вертикального плеча рычагов 2 к 3 При этом он упирается в выступы нижнего правильного элемента 5, которьш поэтому также начинает перемещаться совместно с верхним правильным элементом 4 по роликам 6. Достигнув крайнего нижнего положения, верхний правильньш элемент 4 образует с нижним правильным элементом 5 закрытый калибр, соответствующий по форме и размерам выправ- ляемой труб,е,в котором и происходит правка переднего конца горячей трубы по всей длине калибра. Продолжая движение в направлении прокатки, под действием пневмоцилиндра 9 верхний правильньй элемент 4 поднимается и удерживается в таком положении, что обеспечивает свободное прохождение остальной части трубы. После выхода трубы из стана сигнал с шунта 16 снимается (так как нагрузка на электродвигателе рабочей клети падает) и промежуточное реле 14 обесточивается, однако оно остается вклю- ченньм в течение времени, достаточном для выхода заднего конца трубы из правильных элементов устройства (правки, так как реле 14 имеет вьщерж- ку времени на отпадание якоря при снятии с него напряжения. Когда задний конец трубы минует правильные элементы устройства, реле 14 размыкается и обесточивает соленоид 13 перепускного клапана 12. При этом сжатый воздух из перепускного клапана 12 через пшанг 11 поступает в левую полость пневмоцилиндра 9, при помощи которого правильные элементы 4 и 5 возвращаются в исходное положо ше.
Предлагаемая конструкция устройства способствует повьш1ению качества и надежности работы устройства.
оос с-осос-о
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для правки концевыхучАСТКОВ ТРуб и пРуТКОВ | 1979 |
|
SU829252A1 |
| Профилегибочный агрегат | 1985 |
|
SU1282933A1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ | 1973 |
|
SU404528A1 |
| Профилегибочный стан | 1982 |
|
SU1098606A1 |
| СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ОРЕБРЕННЫХ ТРУБ ВЫСОКОЧАСТОТНОЙ СВАРКОЙ | 1995 |
|
RU2067922C1 |
| Устройство для дискретного регулирования межвалкового зазора прокатной клети | 1988 |
|
SU1570813A1 |
| Профилегибочный стан | 1981 |
|
SU988407A1 |
| РЕДУКЦИОННЫЙ ПРОКАТНЫЙ СТАН | 2004 |
|
RU2270067C1 |
| Установка для производства гнутых профилей | 1981 |
|
SU1034813A1 |
| Устройство для резки труб в линии стана холодной прокатки | 1990 |
|
SU1731472A1 |
16
В ид А
15
-
/«
фигЛ
.
фиг. 2
ВНИИПИ Заказ 823/14 Тираж 783 Подписное Филиал ППП Патент,г.Ужгород, ул.Проектная, 4
| Устройство для правки концевыхучАСТКОВ ТРуб и пРуТКОВ | 1979 |
|
SU829252A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
