1
Изобретение относится к машиностроению, а именно к техническим средствам, обеспечивающим повышение точности механической обработки на металлорежущих станках, в частности при фрезеровании.
Целью изобретения является повышение точности обработки и надежности работы устройства при использовании режущего инструмента типа фрез.
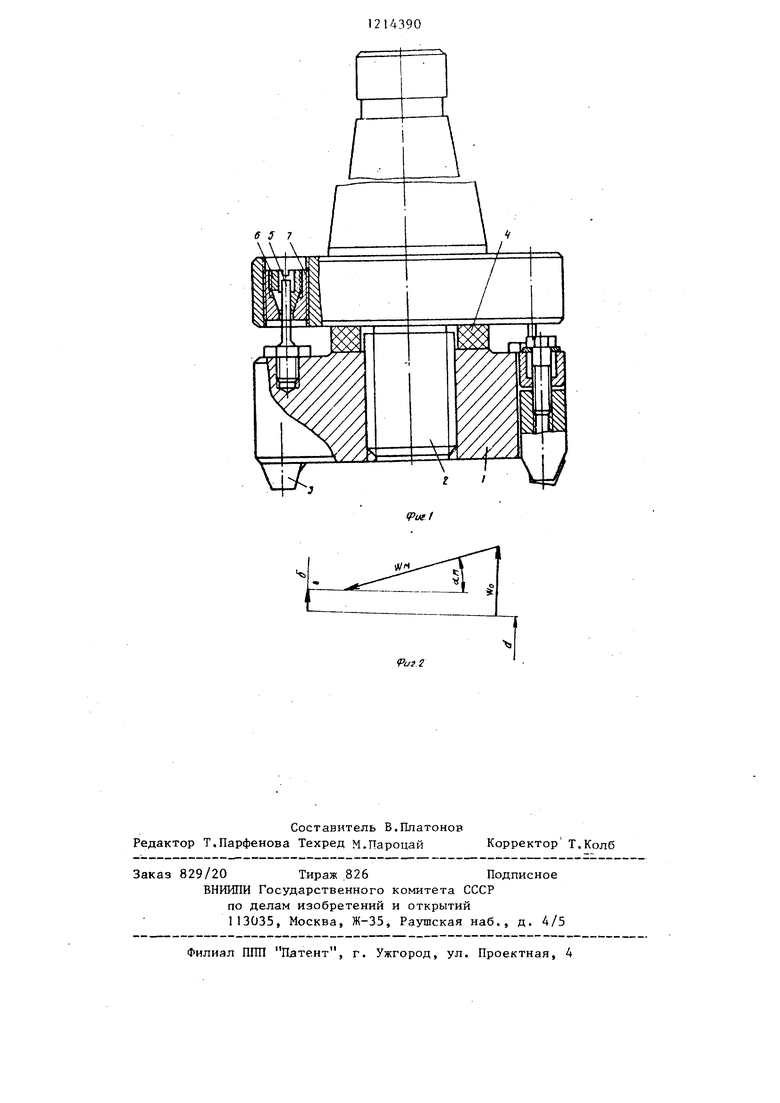
На фиг. изображен эскиз торцовой фрезы с предлагаемым механизмом и конусной оправки; на фиг.2 - кинематическая схема упругих перемещений, определяющих погрешность обработки, в технологической системе и коррек- тиругощих.
Устройство состоит из корпуса фрезы 1, посаженного на винтовую поверхность цапфы конусной оправки 2, вставляемой в коническую расточку шпинделя фрезерного станка, и несущего режущие элементы 3. Корпус за- демпфирован относительно оправки резиновым кольцом 4, поджимаемым при навинчивании корпуса. Узел подпружи- нивания корпуса относительно оправки состоит из упругого элемента 5, жестко закрепляемого на корпусе фрезы и фиксированного с возможностью осевых перемещений во фланце конусной оправки при помощи цанги 6 расположенной в винте 7 фланца оправ кн. Регулировка податливости упругой связи с предлагаемым конструк тивным исполнением производится при помощи изменения вылета упругого элемента 5 за счет величины ввинчивания винта 7 с цангой.
Устройство работает следующим образом.
143902
При изменении параметров резания, например припуска или твердости заготовки, а также при затуплении ре- . элементов изменяются усилия
5 резания. Для определенности предполагается увеличение осевой силы и крутящего момента. При увеличении осевой силы происходит увеличение относительного осевого отжима торцоШ вой фрезы и заготовки, определяющего погрешность обработки, заключающейся в увеличении размера обраба- тыьаем:ой детали на величину V , Однако при наличии предлагаемого устiS ройства увеличение крутящего момента вызывает поворот фрезы относительно оси оправки до момента, когда реакция упругой связи вновь не уравновесит крутящий момент. На
20 фиг,2 показана развертка винтового перемещения вершины режущего элемента Wj,,. являющегося корректирующим. При этом погрешность обработки определяется как разность
25 S WQ - ,,, где oi м - угол подъема витков сопряженной пары корпус - оправкаJ и по абсолютной величине меньше W, что соответственно ведет к повышению точности механической
30 обработки.
За счет того, что диаметр резьбы меньше диаметра окружности расположения вершины режущих элементов фрезы, момент сил трения в резьбе
35 значительно меньше момента сил резания, что определяет малую зону нечувствительности устройства.
Предлагаемое изобретение повьш1а- ет эффективность адаптивного управ40 ления точностью механической обработки,,
W,
гтлу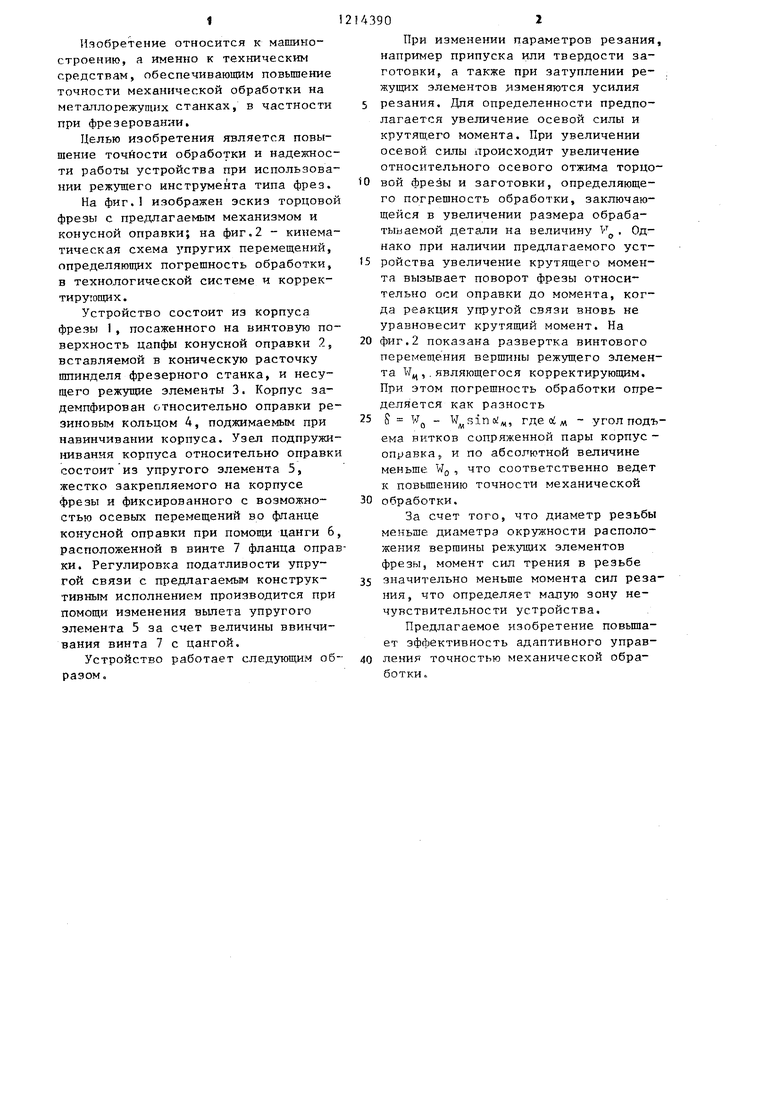
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения жесткости станка | 1985 |
|
SU1294490A1 |
| Устройство для адаптивного управления точностью механической обработки | 1983 |
|
SU1240547A2 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1993 |
|
RU2079397C1 |
| Динамометрическая фреза | 1983 |
|
SU1152721A1 |
| Устройство адаптивного управления точностью механической обработки | 1988 |
|
SU1553329A2 |
| Устройство для управления точностью механической обработки | 1985 |
|
SU1292986A1 |
| Индуктивный динамометр | 1977 |
|
SU699365A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| Устройство для адаптивного управления точностью механической обработки | 1982 |
|
SU1065143A1 |
| Торцовая фреза | 1989 |
|
SU1726163A1 |
Риг2
