Изобретение относится к машиностроению, может использоваться в станкостроении и является усовершенствованием устройства по основному авт. св. № 1142260.
Целью изобретения является повышение точности и упрощение процесса регулирования за счет снижения вибраций ,и обеспечения доступности к узлам регулирования.
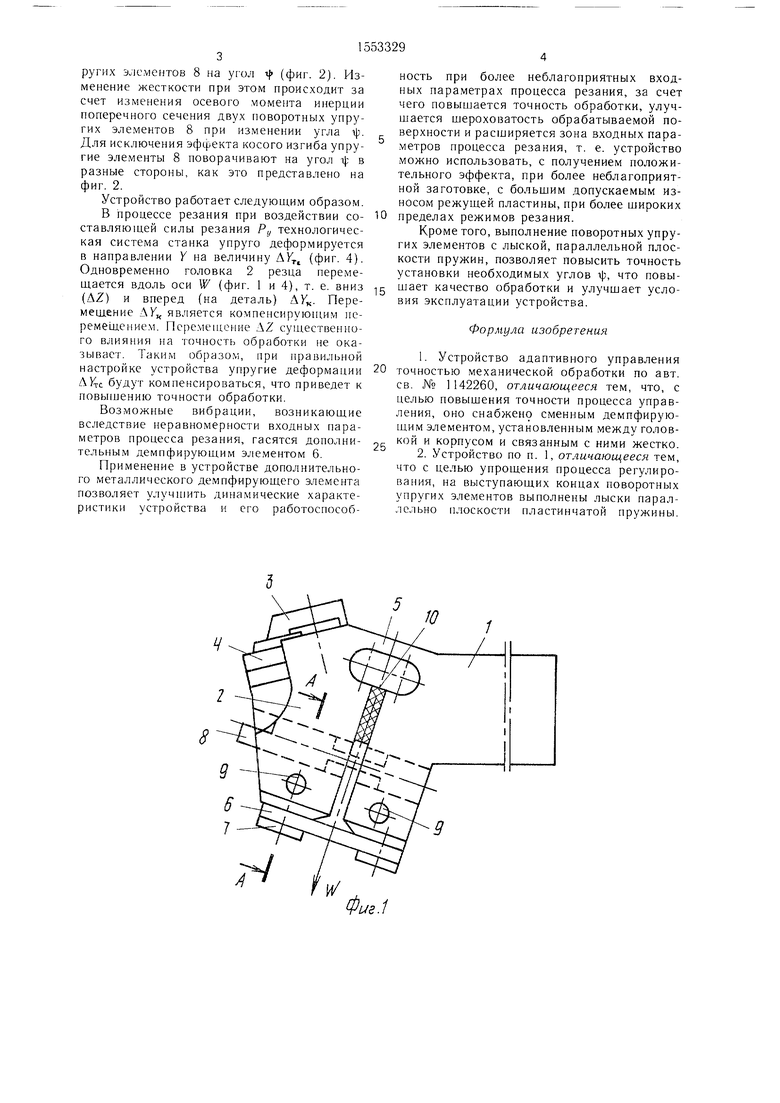
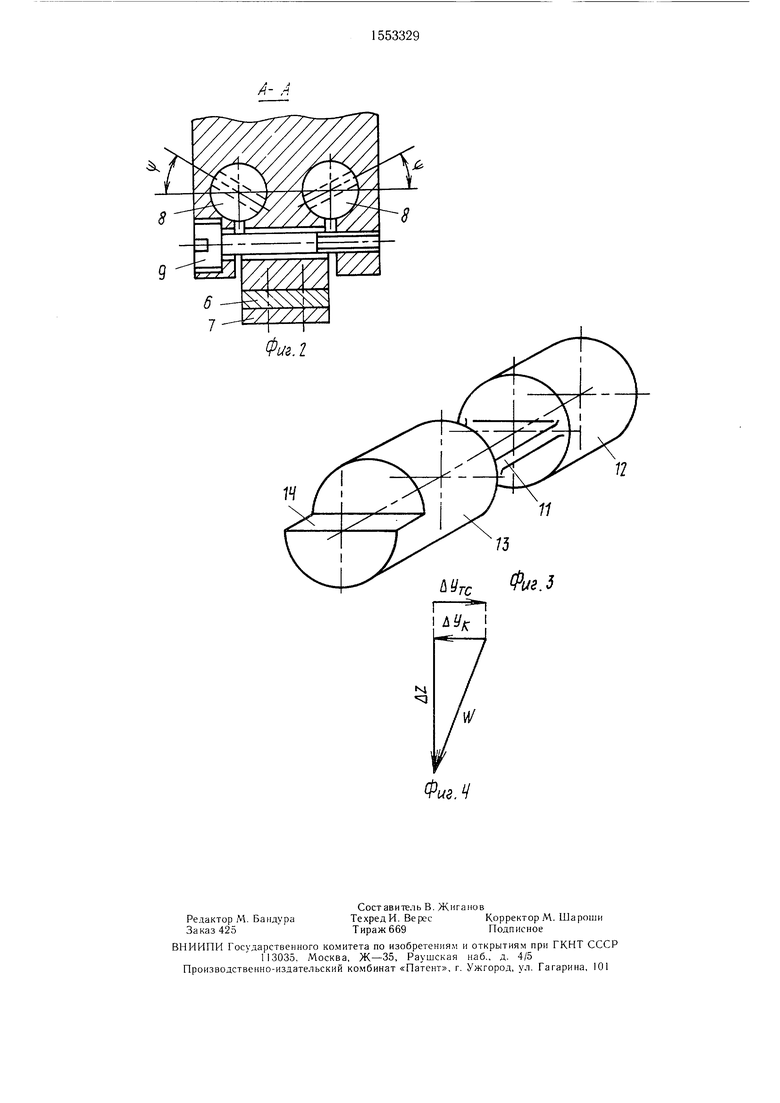
На фиг. 1 схематично представлено устройство, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - поворотный упругий элемент; на фиг. 4 - схема перемещений вершины режущего элемента.
Устройство для управления точностью механической обработки содержит резец, состоящий из корпуса 1 и головки 2, в которой прижимом 3 закреплена режущая пластина 4. Корпус 1 и головка 2 резца соединены: в верхней части упругим элементом 5, выполненным за одно целое с резцом, в нижней - сменным прямоугольным элементом 6, выполненным из металлического демпфирующего материала (например, из меди), закрепленным винтами с возможностью смены одним концом в головке 2 резца через стальную пластину 7, другим концом в корпусе 1, в средней части головка и корпус соединены двумя поворотными упругими элементами 8, закрепленными винтами 9 одним концом в цилиндрическом отверстии головки 2, другим - в цилиндрическом отверстии корпуса 1. Головка 2 и корпус 1 ко нтактируют в средней части через упругий демпфирующий элемент 10 (например, из резины), установленный с натягом в паз между корпусом 1 и головкой 2.
Поворотный упругий элемент 8 представляет собой пластинчатую пружину 11 с цилиндрическими концами 12 и 13, причем с одной стороны цилиндрическая часть имеет лыску 4 для контроля и установки нужного угла V поворота пружин. Ширина пластинчатой пружины 11 на 0,5-1 мм меньше диаметра цилиндрической части.
Изменение суммарной жесткости упругих элементов вдоль оси паза, разделяющего головку 2 и корпус 1 (ось W на фиг. 1), осуществляется бесступенчато поворотом упСЛ СЛ
со со
N5
со
к
ность при более неблагоприятных входных параметрах процесса резания, за счет чего повышается точность обработки, улучшается шероховатость обрабатываемой поверхности и расширяется зона входных параметров процесса резания, т. е. устройство можно использовать, с получением положительного эффекта, при более неблагоприятной заготовке, с большим допускаемым износом режущей пластины, при более широких
ругих элементов 8 на угол tf (фиг. 2). Изменение жесткости при этом происходит за счет изменения осевого момента инерции поперечного сечения двух поворотных упругих элементов 8 при изменении угла ip. Для исключения эффекта косого изгиба упругие элементы 8 поворачивают на угол тр в разные стороны, как это представлено на фиг. 2.
Устройство работает следующим образом.
В процессе резания при воздействии со- 10 пределах режимов резания, ставляющей силы резания Ру технологичес-Кроме того, выполнение поворотных упрукая система станка упруго деформируется гих элементов с лыской, параллельной плос- в направлении У на величину ДУТ1 (фиг. 4).кости пружин, позволяет повысить точность
Одновременно головка 2 резца переме- установки необходимых углов гр, что повышается вдоль оси W (фиг. 1 и 4), т. е. вниз -jg шает качество обработки и улучшает усло- (AZ) и вперед (на деталь) ДУК. Пере- вия эксплуатации устройства, метение АУХ является компенсирующим перемещением. Перемещение AZ существенно-Формула изобретения го влияния на точность обработки не оказывает. Таким образом, при правильной 1. Устройство адаптивного управления настройке устройства упругие деформации 20 точностью механической обработки по авт. АУтс будут компенсироваться, что приведет к св. № 1142260, отличающееся тем, что, с повышению точности обработки. целью повышения точности процесса управВозможные вибрации, возникающиеления, оно снабжено сменным демпфируювследствие неравномерности входных пара-щим элементом, установленным между головметров процесса резания, гасятся дополни- с кои и КОРПУС°М и связанным с ними жестко, тельным демпфирующим элементом 6.2. Устройство по п. 1, отличающееся тем,
Применение в устройстве дополнительно-что с целью упрощения процесса регулирого металлического демпфирующего элементавания, на выступающих концах поворотных
позволяет улучшить динамические характе-упругих элементов выполнены лыски паралристики устройства и его работоспособ-лельно плоскости пластинчатой пружины.
ность при более неблагоприятных входных параметрах процесса резания, за счет чего повышается точность обработки, улучшается шероховатость обрабатываемой поверхности и расширяется зона входных параметров процесса резания, т. е. устройство можно использовать, с получением положительного эффекта, при более неблагоприятной заготовке, с большим допускаемым износом режущей пластины, при более широких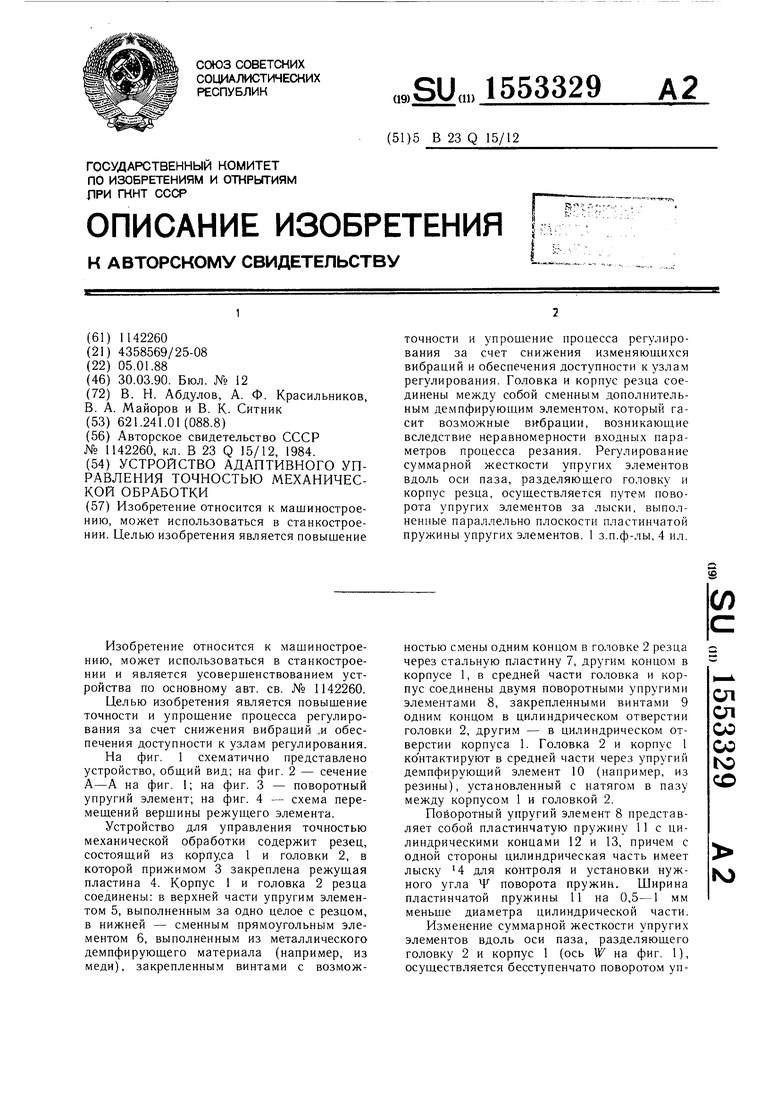
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления точностью механической обработки | 1985 |
|
SU1292986A1 |
| Демпфирующий сборный резец | 2021 |
|
RU2771248C1 |
| РЕЗЕЦ С ВИБРОГАШЕНИЕМ | 2024 |
|
RU2837761C1 |
| Устройство для адаптивного управления точностью механической обработки | 1985 |
|
SU1256925A2 |
| Устройство для управления точностью механической обработки на металлорежущем станке | 1985 |
|
SU1301649A2 |
| Механическая система для исследования вибраций при резании | 1981 |
|
SU1009619A1 |
| Способ определения жесткости станка | 1985 |
|
SU1294490A1 |
| СБОРНЫЙ ОТРЕЗНОЙ РЕЗЕЦ И РЕЖУЩИЕ ПЛАСТИНЫ К НЕМУ | 2007 |
|
RU2366542C2 |
| Расточной резец | 1990 |
|
SU1738478A1 |
| Устройство для адаптивного управления точностью механической обработки | 1984 |
|
SU1172675A1 |
Изобретение относится к области машиностроения, может использоваться в станкостроении. Целью изобретения является повышение точности и упрощение процесса регулирования за счет снижения изменяющихся вибраций и обеспечения доступности к узлам регулирования. Головка и корпус резца соединены между собой сменным дополнительным демпфирующим элементом, который гасит возможные вибрации, возникающие вследствие неравномерности входных параметров процесса резания. Регулирование суммарной жесткости упругих элементов вдоль оси паза, разделяющего головку и корпус резца, осуществляется путем поворота упругих элементов за лыски, выполненные параллельно плоскости пластинчатой пружины упругих элементов. 1 з.п. ф-лы, 4 ил.
-/
А
/
Фиг.1
Фиг. 2
W
12
| Устройство для управления точностью механической обработки | 1982 |
|
SU1142260A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
