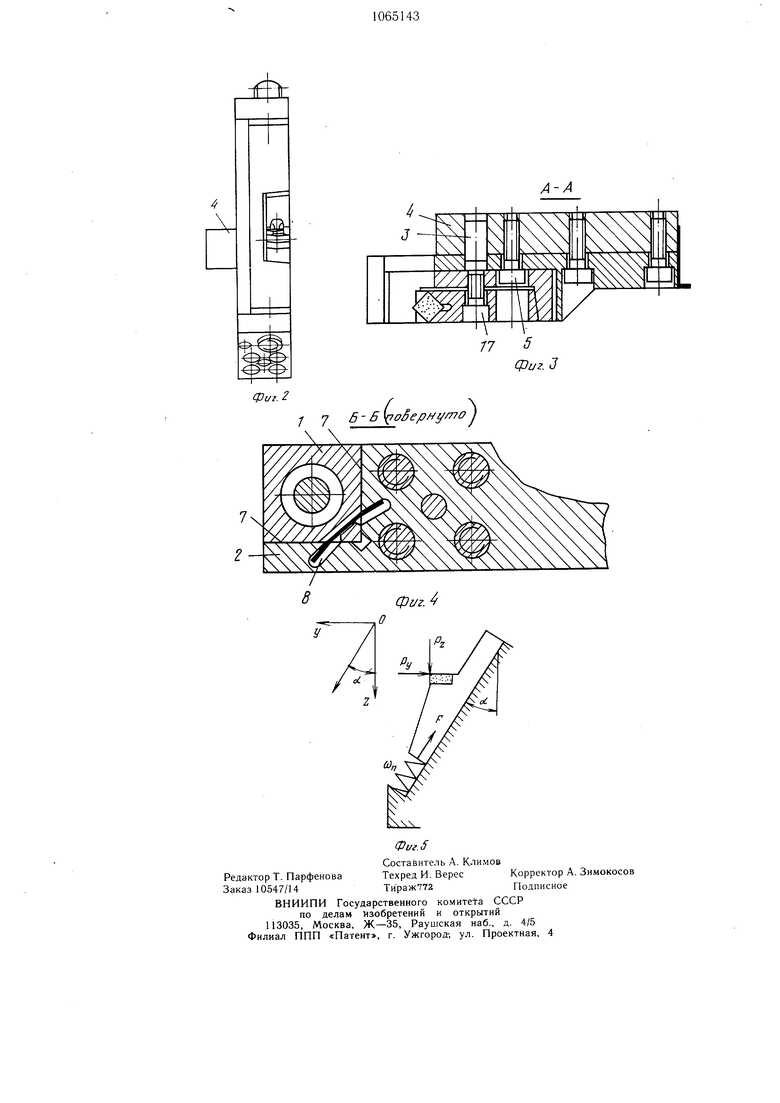
Изобретение относится к машиностроению, а именно к техническим средствам, обеспечивающим повышение точности механической обработки на металлорежущих станках, например токарных. Известно устройство для автоматического регулирования при поднастройке системы СПИД, содержащее регулятор частоты принудительных колебаний режущего инструмента, механизм, обеспечивающий принудительные колебания, электронный преобразовательный блок и механизм коррекции, состоящий из серводвигателя продольной подачи салазок суппорта и редуктора 1. Недостатком устройства является сложность конструкции. Наиболее близким к изобретению по значению и достигаемому эффекту является адаптивное устройство для управления точностью механической обработки, которое снабжено механизмом коррекции упру 1еремеш,ений системы СПИД, выполпенным в виде двух подпружиненных планок, одна из которых жестко закреплена в суппорте станка и несет регулируемый клин, а вторая - режущий элемент с возможностью настройки на высоту центров и опорный элемент в виде шарикополчшипника 2. Недостатки известной конструкции - наличие большого количества контактных звеньев в цепи срабатывания устройства от режущего элемента до опорной поверхности клина, что ухудшает динамические характеристики устройства, снижает точность динамической настройки и быстродействие, а также сложность конструкции. Цель изобретения - повышение точности механической обработки, улучшение динамических характеристик и упрощение конструкции. Поставленная цель достигается тем, что в устройстве для адаптивного управления точностью механической обработки, снабженном механизмом коррекции упругих перемеихений системы СПИД, выполненным в виде передней и задней подпружиненных панелей, причем задняя закреплена в суппорте, а передняя несет режущий элемент с возможностью настройки на высоту центров станка, панели выполнены с направляющими для взаимодействия между собой, причем задняя панель закреплена с возможностью разворота в плоскости, перпендикулярной оси центров станка. На фиг. 1 изображено устройство, общий вид; на фиг. 2 - то же, вид сбоку; на фиг. 3 - сечение А-А на фиг. 1; на фиг. 4 - сечение Б-Б на фиг. 1; на фиг. 5 действия сил резания и упругих реакции устройства. Устройство состоит из передней 1 и задней 2 панелей. Задняя панель 2 крепится с возможностью поворота вокруг оси 3 к державке 4 винтами 5, на державке 4 закреплена шкала 6. Панели 1 и 2 имеют V-образные направляющие скольжения 7, по которым они контактируют. Предварительный контакт панели осуществляется за счет пружины 8. Поступательное перемещение панели 1 по направляющим панели 2 упруго ограничено винтовыми пружинами 9 и 10. Предварительный натяг пружин создается винтами 11 и 12. Для одностороннего жесткого ограничения поступательного перемещения панели : используется винт 13, расположенный в винте 11. Винты 11 и 12 находятся в верхней и нижней планках 14, которые в црлях повышения техноло1ичности изготовляются отдельво от задней панели 2 и крепятся на ней при помощи штифтов и винтов. В коническом отверстии передней панели 1 закреплен режущий элемент 15 с возможностью поворота вокруг осп конического отверстия. Угол поворота режущего элемента определяется по шкале 16. Режущий элемент закреплен в коническо.м отверстии передней планки винтом 17. Освобождение режущего элемента осуществляется винтом 18. Устройство работает следуюш,им образом. При постоянных параметрах резания (фиг. 6) передняя панель 1 находится в равновесииP7.cosc(-pySiTi (i-F 0, где Ру -составляющие сил речания; f -сила реакции пружин:, угол а-наклон направляющих в плоскости, нормальной к оси центров. При изменении параметров резания, например припуска или твердости заготовки, изменяются усилия резания и нарушается равновесие передней панели 1. При увеличении тангенциальной силы резания передняя панель с режущим элементом 15, перемещаясь по V-образным направляющим 7, одновременно перемещается по ося.м Z и Y, компенсируя упругие перемещения системы СПИД. Таким образом, в случае идеального подбора параметров механизма а и , (где податливость пружин 9 и 10), величина отжима суппорта и детали по оси Y и величина коррекции вершины режущего элемента по оси Y равны, что приводит к повышению точности обработки. Упрощение конструкции, повышение надежности и быстродействия срабатывания, повышение стабильности работы устройства за счет улучшения его динамических характеристик пбзволяет применять предло ное устройство в производстве без высоких затрат на изготовление и эксплуатацию.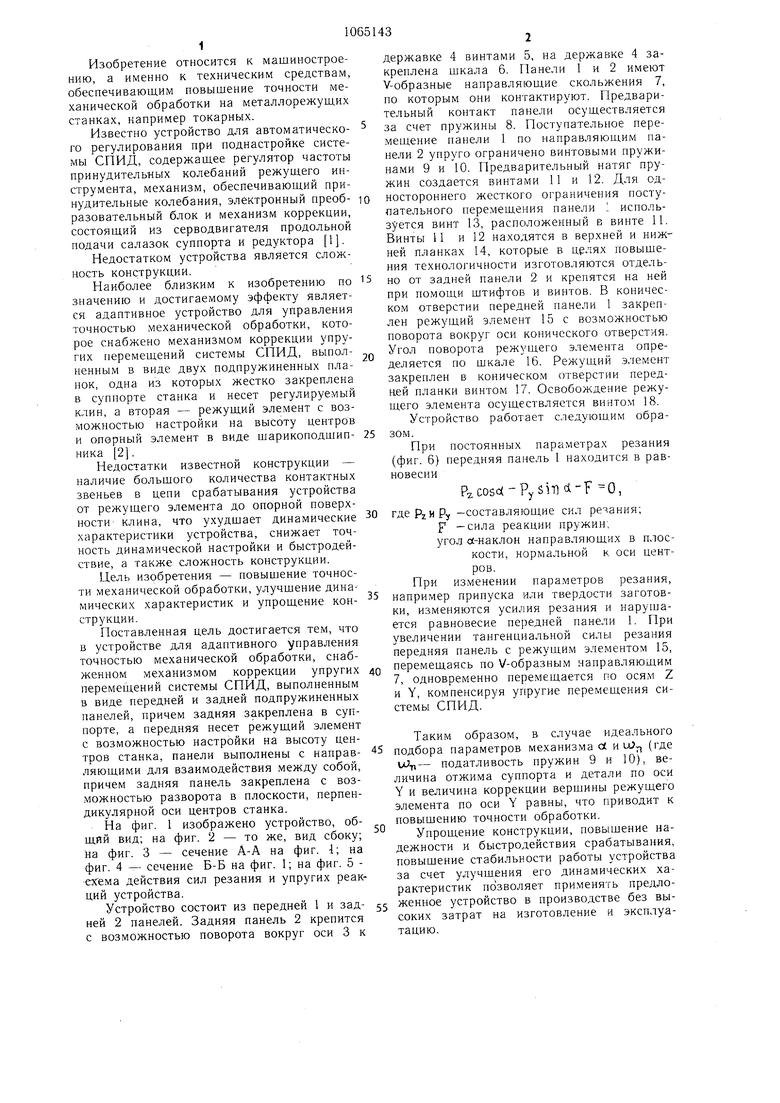
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для адаптивного управления точностью механической обработки | 1984 |
|
SU1172675A1 |
| Устройство для адаптивного управления точностью механической обработки | 1981 |
|
SU963807A1 |
| Способ определения жесткости станка | 1985 |
|
SU1294490A1 |
| Устройство для адаптивного управления точностью механической обработки | 1985 |
|
SU1256925A2 |
| Устройство для адаптивного управления точностью механической обработки | 1983 |
|
SU1240547A2 |
| Устройство для управления точностью механической обработки | 1985 |
|
SU1292986A1 |
| Система автоматического регулироваия геометрических параметров обрабатываемой детали на станке | 1974 |
|
SU653088A1 |
| Устройство адаптивного управления точностью механической обработки | 1988 |
|
SU1553329A2 |
| Способ механической обработки и устройство для его осуществления | 1983 |
|
SU1355452A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2019383C1 |
устройстве ДЛЯ АДАПТИВНОГО УПРАВЛЕНИЯ ТОЧНОСТЬЮ МЕХАНИЧЕСКОЙ ОБРАБОТКИ, снабженное механизмом коррекции упругих перемещений системы СПИД, выполненным в виде передней и задней подпружиненных панелей, причем задняя закреплена в суппорте, а передняя несет режущий элемент с возможностью настройки на высоту центров станка, отличающееся тем, что, с целью повышения точности механической обработки, улучщения .динамических характеристик и упрощения конструкции, панели выполнены с направляющими для взаимодействия между собой, причем задняя панель закреплена с возможностью разворота в плоскости, перпендикулярной оси центров станка. (Л 05 СП 4 со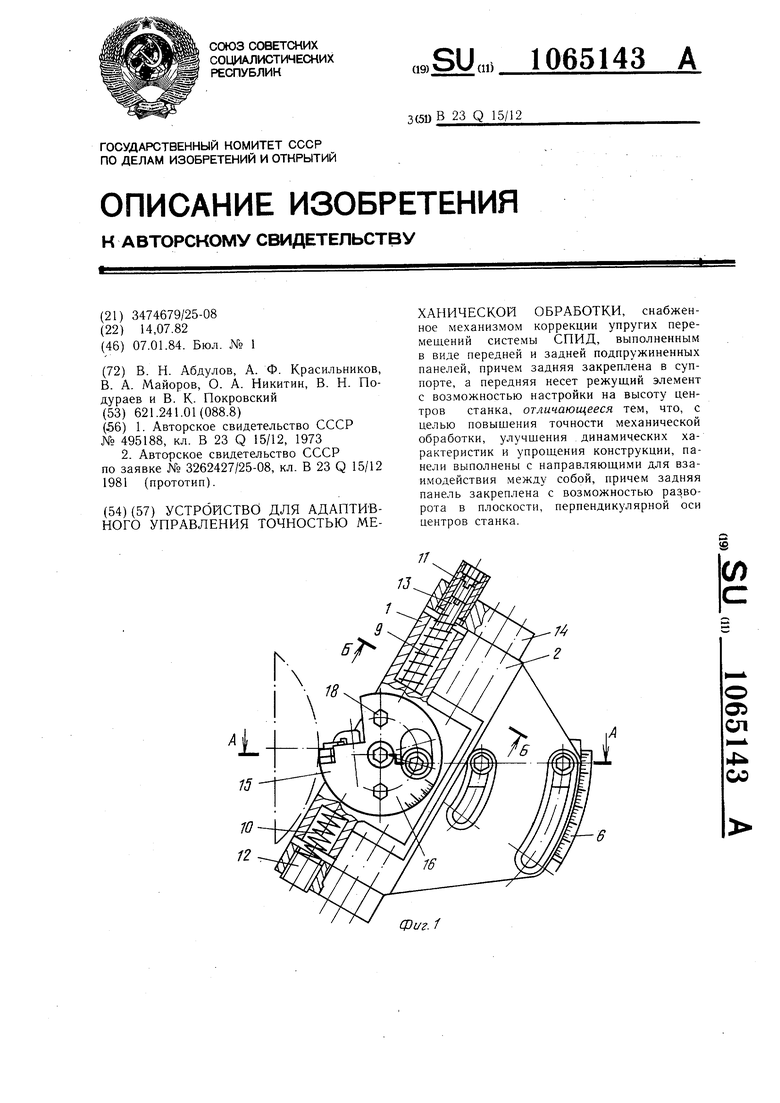
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для автоматического регулирования при поднастройке системы станокприспособление-инструмент-деталь | 1972 |
|
SU495188A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Авторское свидетельство СССР по заявке № 3262427/25-08, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
