Изобретение относится к изготов- лению биметаллических отливок для товаров народного потребления и может быть использовано при массовом изготовлении рыболовных блесен, тело которых формируется из сплавов на основе олова и металлических лент.
Цель изобретения - повышение производительности и автоматизации процесса.
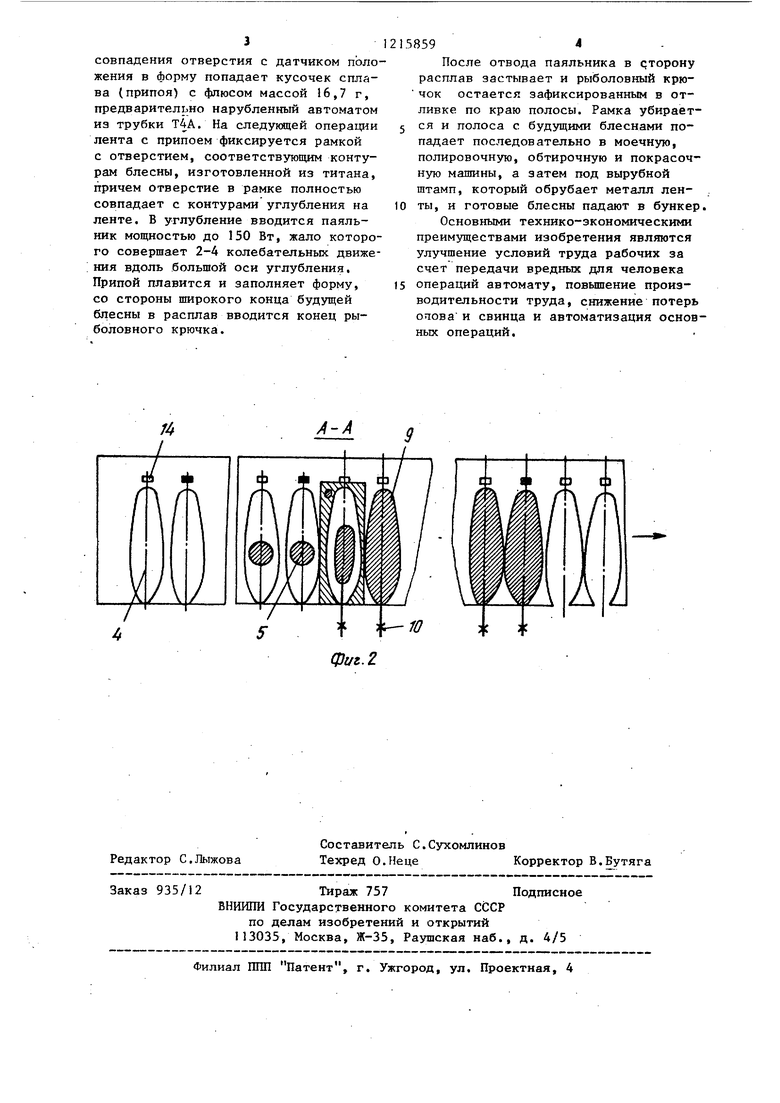
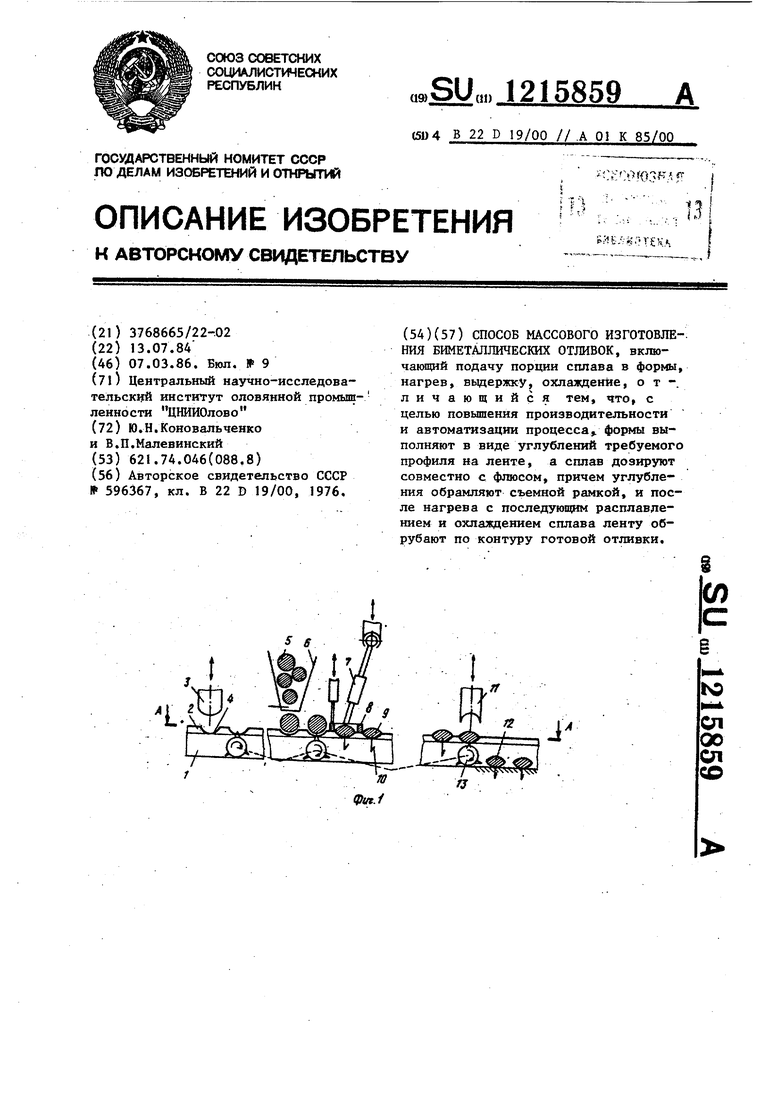
На фиг.1 изображено устройство для изготовления биметаллических отливок; на фиг.2 - разрез А-А на фиг.1 /Устройство для изготовления биметаллических отливок состоит из отдельных узлов, размещенных на общем основании 1. Над металлической ленто 2 размещен штамп 3 для вытяжки на ленте литейных заготовок 4. Припой с канифолью 5 в виде отдельных таблеток размещен в бункере-дозаторе 6, осуществляющем дозировку припоя в литейные заготовки..Паяльник с механизмом 7 перемещения и рамка с механизмом 8 перемещения предназначены дпя расплавления припоя с одновременным ограясдением верхней границы расплава 9. Рыболовный крючок 10 устанавливается в литейной заготовке при расплавлении припоя. В конце устройства по ходу движения ленты установлен штамп 11 для вырубки готовых отливок 12. Механизм 13 перемещения ленты расположен под лентой и служит для перемещения и синхронизации лен ты за перфорационные отверстия 14.
Устройство работает следующим образом.
Штампом 3 на поверхности металлической ленты 2 производится вытяжка литейных заготовок 4 и одновременно пробивка перфорационных отверстий 14. Металлическая лента 2 захва- тьтается за перфорационные отверстия 14, перемещается и фиксируется механизмом 13 перемещения Из бункера-дозатора 6 в каждую литейную заготовку 4 производится дозировка припоя с канифолью 5. Литейная заготовка 4
фиксируется с рамкой механизмом 8 пе- 50 са шириной 60 мм. Лента поступает
ремещения„ С помощью горячего паяльника с механизмом 7 перемещения в литейной заготовке 4 расплавляются таблетки припоя 5 и образуется расплав 9, в который устанавливается рыболовный крючок 10, Затем паяльник отводится в сторону, расплав эастьгеает, рамка убирается и лента
5
0
с
с будущими блеснами направляется на дальнейщие операции: в моечную, полировочную, обтирочную и покрасочные машины, а затем под вырубной штамп I1, который обрубает металл ленты, и готовые отливки 12 падают в бункер.
Выбор интервала перфорационных отверстий производится исходя из экономии металла, возможности расположения рамки по оси литейной заготовки, обеспечения совмещения контура литейной заготовки с контуром щтампа при вырубке готовой отливки, например, путем размещения перфорационных отверстий по оси литейных заготовок и соответствующим подбором диаметра подающей и фиксирующих звездочек механизма перемещения леи- ты.
Способ осуществляется следующим образом.
Стандартные ленты из металлов, способных прочно соединяться со свинцово-оловянными сплавами, режут на полосы заданной ширины. Затем полосу заправляют в щтамп, осуществляющий получение на поверхности полосы углублений заданной формы с интерва- 0 лами в 2-5 мм и пробивку рядом с формой .оси перфорационных отверстий, выполняющих функции фиксации ленты на каждой из операций. 1 На последующих операциях с по- мощью штучного раскладчика, качающегося паяльника, ванны, полировочной и промывочной машин выполняются: дозирование припоя и флюса в формы :в виде таблеток, их разогрев и растекание по формам, установка рыболовного крючка, удаление флюса, полировка и 17ротирка поверхностей готовой блесны. Последней выполняется операция по вырубке блесны из полосы вторым штампом.
Пример. Изготовление блесен типа Чаус-1 проводят в следующей последовательности. Из латунной ленты, толщиной 0,25 мм вырезается поло5
5
под щта1«1П, осуществляющий вытяжку на поверхности ленты призмообразных форм с максимальной глубиной вытяжки 5 мм; одновременно рядом по большой оси 55 формы пробиваются направляющие отверстия. Отформованная лента выходит из-под штампа и попадает под бункер- . ный дозатор, из которого в момент
совпадения отверстия с датчиком поло жения в форму попадает кусочек сплава (припоя) с флюсом массой 16,7 г, предварительно нарубленный автоматом из трубки Т4А. На следующей операции лента с припоем фиксируется рамкой с отверстием, соответствующим контурам блесны, изготовленной из титана, причем отверстие в рамке полностью совпадает с контурами углубления на ленте. В углубление вводится паяльник мощностью до 150 Вт, жало которо го совершает 2-4 колебательных движе ния вдоль большой оси углубления. Припой плавится и заполняет форму, со стороны широкого конца будущей блесны в расплав вводится конец рыболовного крючка.
2)5859
После отвода паяльника в рторону расплав застывает и рыболовный крю- чок остается зафиксированным в отливке по краю полосы. Рамка убирает- 5 ся и полоса с будущими блеснами попадает последовательно в моечную, полировочную, обтирочную и покрасочную машины, а затем под вырубной штамп, который обрубает металл лен- 10 ты, и готовые блесны падают в бункер.
Основными технико-экономическими преимуществами изобретения являются улучшение условий труда рабочих за счет передачи вредных для человека )5 операций автомату, повышение производительности труда, снижение потерь олова и свинца и автоматизация основных операций.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗ | 1997 |
|
RU2120344C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕРЕМЫЧКИ ИНДУСТРИАЛЬНОЙ АККУМУЛЯТОРНОЙ БАТАРЕИ | 2013 |
|
RU2531258C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО ДЕКОРАТИВНОГО КОРПУСА ИЗДЕЛИЯ | 2014 |
|
RU2594768C2 |
| Способ получения биметаллических отливок | 1988 |
|
SU1675040A1 |
| Способ изготовления деталей из холодногнутого перфорированного профиля | 2017 |
|
RU2693411C2 |
| Установка для литья заготовок | 1982 |
|
SU1068220A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ИЗНОСОСТОЙКИХ БИМЕТАЛЛИЧЕСКИХ БИЛ | 2016 |
|
RU2635496C1 |
| Способ изготовления узла буксы электроизмерительного прибора | 1990 |
|
SU1748076A1 |
| Устройство для автоматической пайки выводов плоских конденсаторов | 1979 |
|
SU862253A1 |
фиг. 2
Редактор С.Лыжова
Составитель С.Сухомлинов Техред О.Неце
Заказ 935/12Тираж 757Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ПИП Патент, г. Ужгород, ул. Проектная, 4
Корректор В.Бутяга
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
