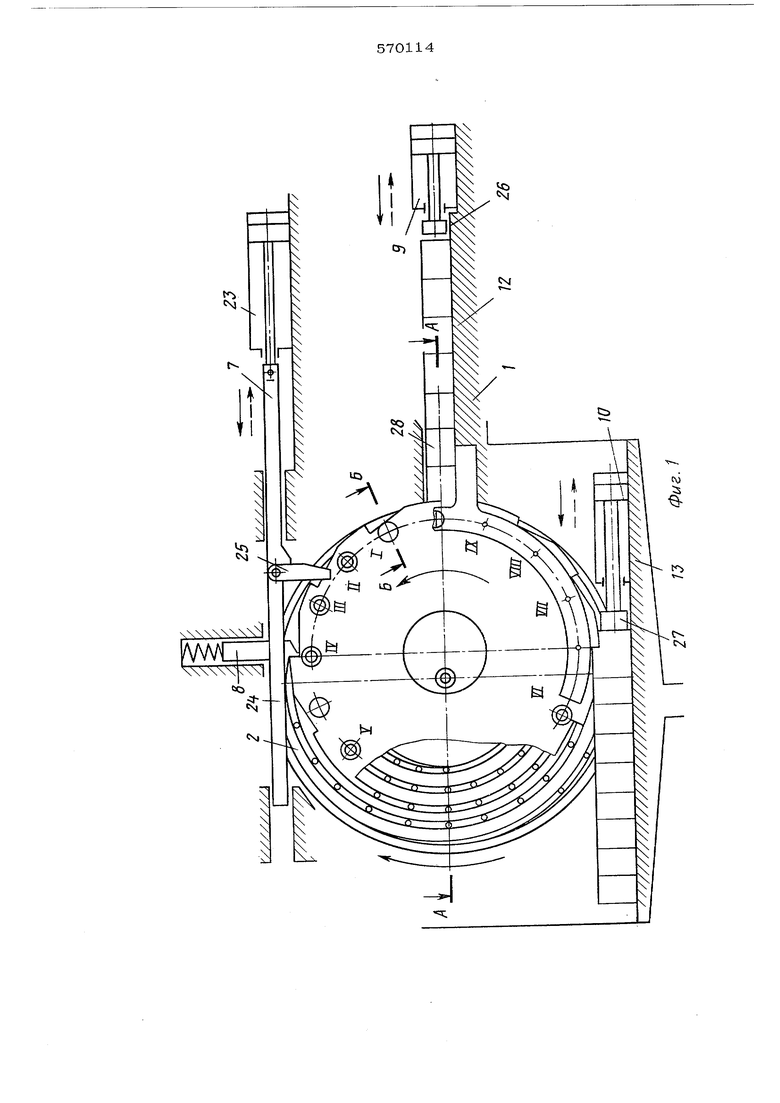
Полуавтомат для доводки торцов магнитопроБодов состоит из станины 1, на которой установпен механизм 2 для обработки торцовых поверхностей, планшайб 3 и 4, механизма 5 для фиксации магнитопроводов с шайбами 6, привода 7 шагового перемещения планшайб с фиксатором 8; механизма 9 для загрузки магнитопроводов, механизма 1О для разгрузки магнитопроводов, двух копиров 11 и направляющих 12 и 13.
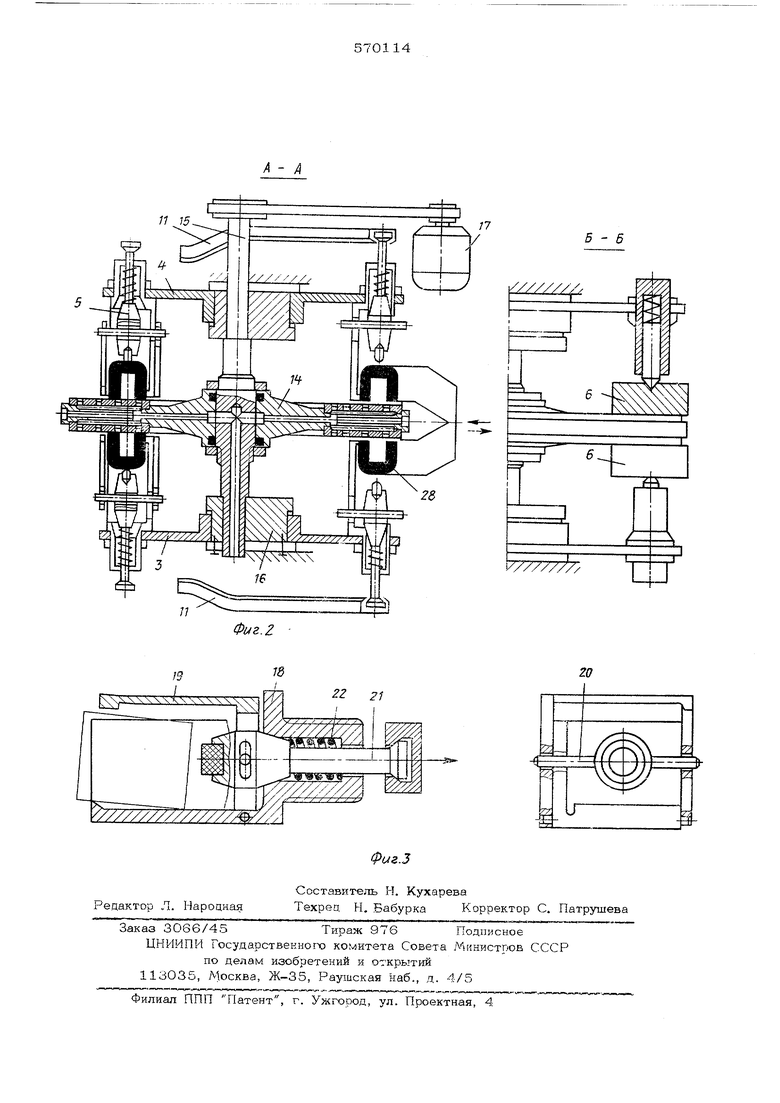
Механизм для обработки торцовых поверхностей содержит доводочный чугунный диск 14с двумя рабочими плоскостями, на поверхности которых выполнены по спирали канавки с отверстиями. Диск жестко установлен на валу 15, заключенном в двух корпусах 16, и приводится во вращение от электродвигателя 17 через клиноременную пере дачу.
Ось вращения планшайб 3 и 4 смещена относительно осж вращения доводочного диска 14.
Механизмы 5 для фиксации магнитопроводов, расположенных по окружности планшайб 3 и 4, состоят из корпуса 18 (фиг.З) и подвижной вилки 19, связанной штифт-ом 20 со штоком 21, который находится под действием пружины 22.
Привод 7 шагового перемещения планшайб (фиг. 1) содержит пневмоцилиндр 23, подвижную рамку 24 с двумя упорами 25.
Механизмы 9 для загрузки и 10 для разгрузки магнитопроводов представляют собой пневмоцилиндры с закрепленными на штоках упорами 26 и 27. Внутри станины размещено пневмообразование, электрооборудование и блок для подачи и очистки доводочной смеси.
Полуавтомат для доводки торцов магнитопроводов работает следующим образом.
Разрезанные магнитопроводы 28 (фиг. 1) по направляющим 12 под действием механизма 9 подачи, поступают на позицию 1, где механизмы фиксации 5 забирают только один магнитопровод (одновременно две половинки). Привод шагового перемещения поворачивает планшайбы 3 и 4 на один шаг при этом штоки 21 механизмов фиксации 5 магнитопроводов под действием пружин 22 срываются с копиров 11 и прижимают половинки магнитопроводов к вращающемуся диску 14.
На всех последующих позициях с I по IX происходит обработка торцов магнитопроводов. При повороте планшайб 4 с позиции VII на позициюVIli штоки 21 механизмов фиксации V взаимодействуют с копирами 11 и на позицииУЩ половинки магнитопроводов освобождаются. Обработанные магнитопроводы по направляющим 13 выталкиваются штоком механизма разгрузки 10.
При повороте планшайб на один шаг циклы загрузки, обработки торцов и разгрузки магнитопроводов повторяются.
В течение всего времени работы полуавтомата производится автоматическая правка рабочих поверхностей доводочного диска 14 подпружиненными чугунными шайбами 6 (фиг. 2), вращающимися за счет разности сил трения между диском и шайбами, в центрах, смонтированных на планшайбах 4.
Изобретение позволяет повысить производительность и качество изготавливаемых магнитопроводов.
Формула изобретения
1. Полуавтомат для доводки торцов магнитопроводов, содержащий станину, диск с двумя рабочими плоскостями, механизм для фиксации обрабатываемых изделий, отличающийся тем, что, с целью повышения качества изготавливаемых магнитопрово дов и увеличения производительности, на валу диска с двух сторон от его рабочих поверхностей установлены с возможностью по - ворота относительно оси, смещенной относительно оси вращения диска, планшайбы, несущие механизмы для фиксации магнитопроводов, расположенные по окружности.
2.Полуавтомат поп. 1, отлича ющ и и с я тем,что механизм Для фиксации содержит корпус, внутри которого подвижно установлена вилка, связанная с подпружиненным штоком,
3.Полуавтомат по пп. 1и2, отличающийся тем, что снабжен копирами, взаимодействующими с подпружиненными штоками.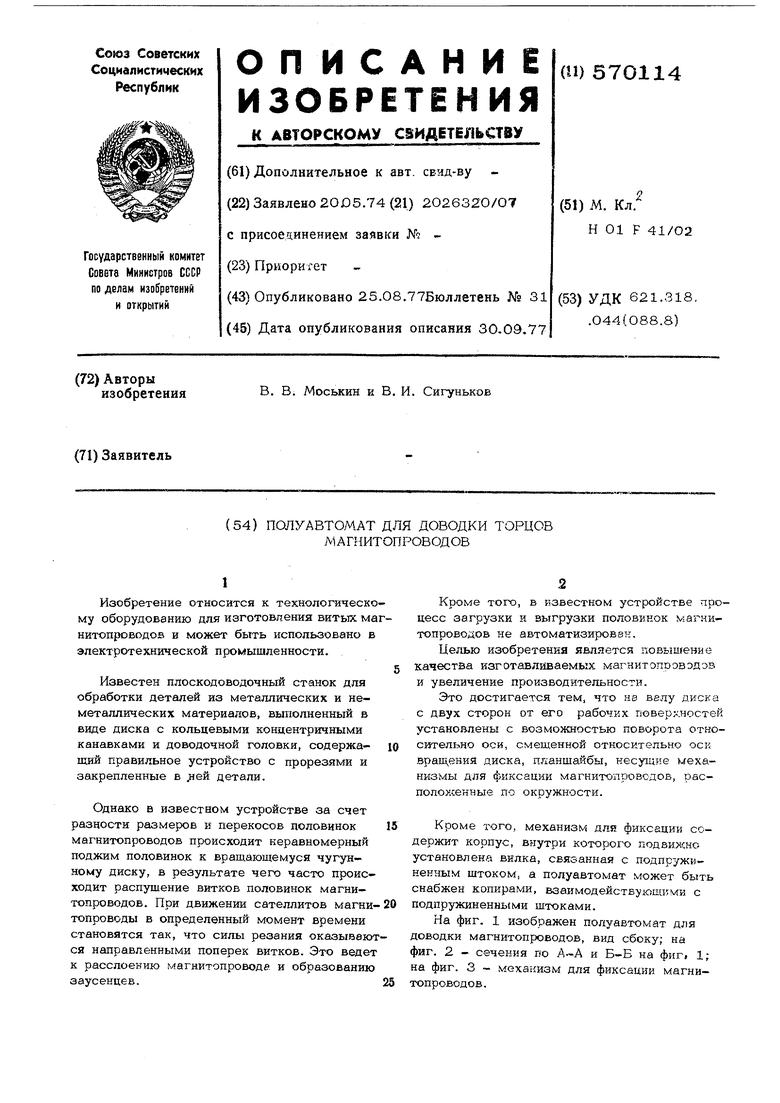
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для обработки торцовВиТыХ лЕНТОчНыХ РАзРЕзНыХ МАгНиТО-пРОВОдОВ | 1979 |
|
SU838780A1 |
| Полуавтомат для обработки торцов витых ленточных магнитопроводов | 1984 |
|
SU1216808A1 |
| Устройство для доводки деталей | 1982 |
|
SU1085788A1 |
| Станок для доводки наружных цилиндрических поверхностей деталей | 1986 |
|
SU1364447A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| СТАНОК ДЛЯ доводки ТОРЦОВ ПАКЕТОВ МАГНИТОПРОВОДОВ | 1964 |
|
SU166407A1 |
| Роторный станок для доводки поршневых колец | 1985 |
|
SU1288036A1 |
| ПОЛУАВТОМАТ ДЛЯ ОБТЯГИВАНИЯ КАБЛУКОВ | 1964 |
|
SU215062A1 |
| Станок-автомат для обработки плоских поверхностей | 1988 |
|
SU1553393A1 |
| Станок для доводки торцов стеклоизделий | 1978 |
|
SU837779A1 |