Изобретение относится к прокатному производству и может быть использовано при исследовании процесса прокатки.
Цель изобретения - повышение точности определения параметров прокатки за счет исключения напряжений во внеконтактных зонах валка с прокатом.
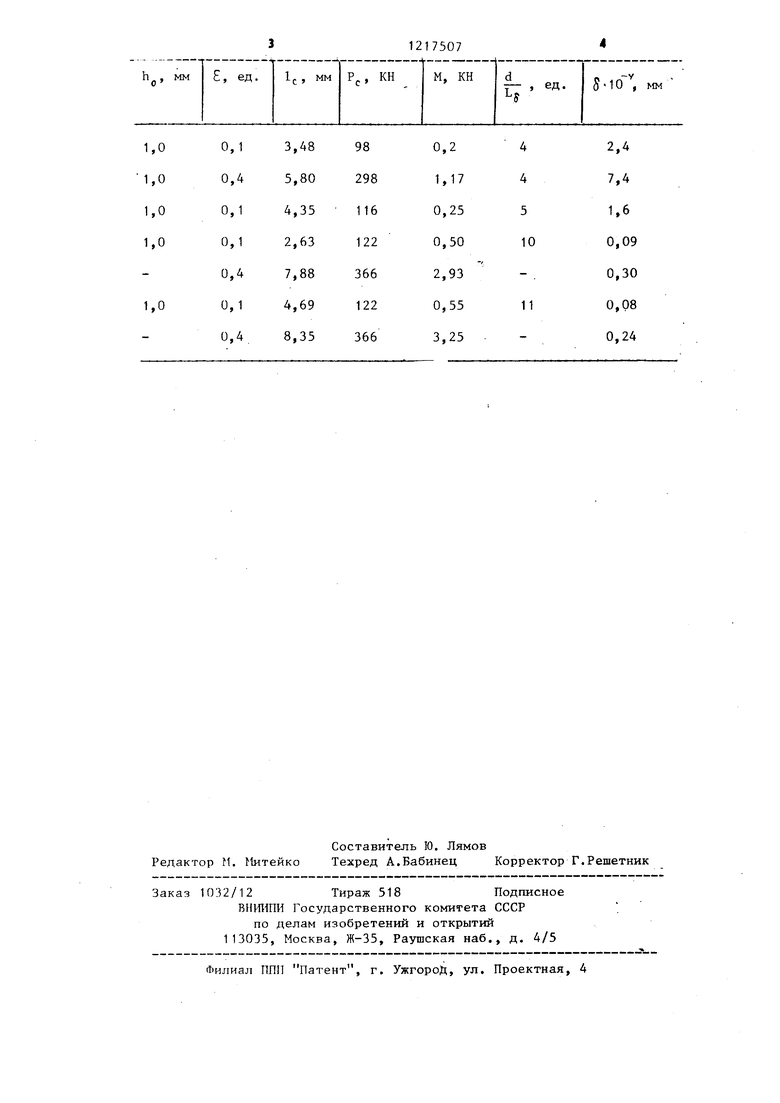
На чертеже изображен предлагаемый валок общий вид.
Валок состоит из бочки 1 диаметром (3 и длиной LC , шеек 2 и переходных конических участков 3 от цилиндрической бочки к шейкам длиной . Длина переходных участков 3 зависит от общей длины L, от бочки валка Lj и опре,целяется конструктивно. ,Цля определения длины переходных участков исходят из общей длины валка I g минус длина бочки .. выбирают в зависимости от размеров станины, а Ij - в зависимости от иги рины исследуемых образцов с расчетом, чтобы Lf 1,05-1,10 6 . (где В - ширина исследуемых образцо При этом верхний предел обеспечивае минимальную внеконтактную деформацию бочки, а Нижний - прокатку без смещения полосы (образца) по бочке валка. В сечении h-n (чертеж) диаметр переходного участка практически равен диаметру бочки, в сече-- нии m-rn близок к диаметру шейки поэтому максимальная деформация валка приходится на сечение in-т,, а минимальная - на сечение n-h, что обеспечивает повышенную жесткость бочки.
Диапазон отнопшния диаметра к длине бочки в пределах 5-10 определяет минимальную величину деформации валка по птрине бочки. В таблце приведены данные,, показьгоающие влияние на энергосиловые параметры величины отношения /, для случая прокатки отожженных полос из латуни ЛбЗ на валках с различными диаметра ми: 200, 250, 500, 550 и длиной бочки L5 50 мм. Ш1-фина образцов равная 46,5 мм. Таким образом обеспечиваются соотношения соответ-- ственно равные 4, 5, 10, 11.
Как видно из таблицы, с ростом
отношения
.
ь
резко снижается величиот
на прогиба валка S . Изменение /j 4 до 5 приводит к изменению J примерно в 1,5 раз для относительного
07
обжатия 0,4. Если сравнить величины параметров, в частности длину дуги контакта, полученную методом фото- съемки, то нетрудно видеть, что разница при изменении от 4 до 5 для относительного обжатия П,4 составляет около 23%. Примерно на столько отличаются усилия и моменты прокатки. При меньших относительных обжатиях ошибка составляет 16%, что объясняется меньшими абсолютными деформациями бочки валка. С ростом отношения - / ,,,ошибка измерений параметров прокаткИ;, в частности длины
дуги контакта, утченьшается. При этом в диапазоне всех обжатий ошибка не презьш1ает 8%, что достаточно в технических измерениях. Дальнейшее увеличение °д „до 11 приводит к резкому увеличению момента прокатки, что ограничивает возможности исследований по мощности приводных двигателей стана, В данном случае возможны перегрузки двигателей и выход их из
строя.
Таким образом, предлагаемый диапазон отношения /, „является оптималь(Ц НЬ№ .
)
Рабочий валок для эксперименталь-, ных исследований работает следующим образом.
.К бочке 1 со стороны прокатыва.д емой полосы прикладьгоается распределенная нагрузка. Переходные конические участки 3 под действием данной нагрузки деформируются. При этом максимальная деформация приходится
дд на сечение п-т , минимальная - на сечение h,-n . Таким образом, удается повысить жесткость валка в сечении I i - h о При прокатке полос с соотношением длины бочки валка к ее pHEGj равном 1,05-1,10, обеспечивается устойчивость процесса и исключается внеконтактная деформация бочки, что позволяет повысить точность замеров усилия и момента прокатки. Под действием полосы бочка валка прогибается. Однако отношение°/ц„в пр ;делах 5-10 обеспечивает минимальную ее деформацию. Исследования длины дуги контакта методом фото- или киносъемки, которые ведутся с торцовой стороны бочки валка, позволяют повысить точность измерений в процессе исследований.
50
0,1 0,4 0,1 0,1 0,4 0,1 0,4
3,48 5,80 4.35 2,63 7,88 4,69 8,35
Редактор ft. Митейко
Составитель Ю. Лямов
Техред А.Бабинец Корректор Г.Решетник
Заказ 1032/12 Тираж 518Подписное
ВНШШИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
0,2
1,17
0,25
0,50
2,93
0,55
3,25
4 4 5 10
11
2,4 7,4
1.6
0,09
0,30
0,08
0,24
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАЛОК ДЛЯ ШАГОВОЙ ПРОКАТКИ | 2004 |
|
RU2266167C1 |
| Рабочий валок черновой прокатной клети | 1988 |
|
SU1574299A1 |
| Прокатный валок | 1979 |
|
SU799846A1 |
| Валок прокатной клети | 1986 |
|
SU1371726A1 |
| СПОСОБ ЛИСТОВОЙ ПРОКАТКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2232062C1 |
| Технологический инструмент для поперечно-винтовой прокатки | 1983 |
|
SU1138197A1 |
| Прокатный валок | 1990 |
|
SU1759490A1 |
| СПОСОБ ЛИСТОВОЙ ПРОКАТКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2004 |
|
RU2277021C1 |
| Вертикальный валок широкополосного стана горячей прокатки | 1987 |
|
SU1458039A1 |
| Четырехвалковая система | 1985 |
|
SU1268224A1 |
| Чекмарев А.П | |||
| и др | |||
| Методы исследования процессов прокатки | |||
| М.: Металлургия, 1969, с | |||
| Арматура для железобетонных свай и стоек | 1916 |
|
SU259A1 |
| Прокатный валок | 1979 |
|
SU831242A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Т | |||
| i а | |||
