1 1
Изобретение относится к обработке металлов давлением в частности к технологической оснастке для гидроформования сильфонов из трубных заготовок
Цель изобретения - снижение металлоемкости и fpyдoeмкocти изготовления матрицы за счет упрощения конструкции.
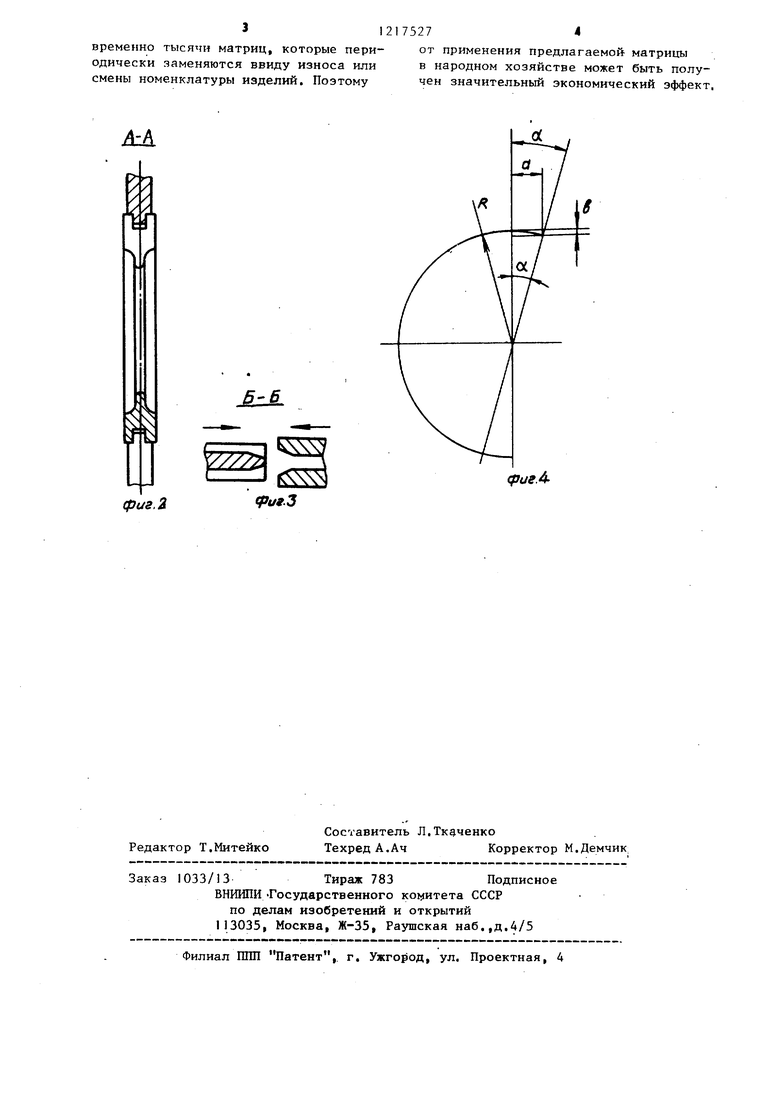
На фиг, 1 изображена матрица .в разомкнутом состоянии, вид;сбоку; на фиг. 2 - разрез А-А на фиг,1{ на фиг.З - разрез Б-Б на фиг, 1;на фиг.4 - расчетная схема для определения возможного угла разворота о .
Разъемная секционная матрица состоит из пластин 1 и 2, в которых выполнены расточки, образующие кольцевые выступы 3, и сменных формующих вкладышей 4 и 5, снабженных кольцевыми канавками 6 и установленных в расточки пластин 1 и 2 таким образом, что плоскость 7 разъема вкладышей 4 и 5 развернута по отношению к плоскости 8 разъема пластин 1 и 2 матрицы на угол )i и зафиксирована
При смыкании матрицы в направлении, показанном стрелками (фиг., свободные участки кольцевых выступов 3 пластин 1 и 2 входят в канавки 6 вкладьшгей 4 и 5 и точно и надежно фиксируют полуматрицы между собой. Для облегчения захода на торцах выступов 3 и канавок 6 выполняются фаски.
При указанной установке вкладьшей их точки 9 и 10 оказываются смещенными к центру рабочего очка на величину b . При радиусе очка R и линейной величине выступания точки 9 вкладьшга из пластины, равной О , смещение b определяется из геометрической зависимости
b R откуда
а (2R-b),
Наружный диаметр трубы-заготовки обычно берется меньше внутреннего диаметра рабочего очка матриц на 1 - 2 мм, поэтому смещение точек 9 и 10 на величину Ь 0,2 - 0,3 мм не вы- зьгоает никаких отрицательных последствий, таких как закусывание или образование рисок на заготовке. Принимая допустимое значение Ь 0,2 мм получим допустимое значение величины q в зависимости от радиуса рабочего очка
17527
а л|о,2/2К-0,2 -. 0,4(R-0,1)
Поскольку R много больше 0,1 мм, принимают
R - 0,1 Р, тогда
vioinc .
Конструктивно, для обеспечения надежности фиксации принимают минимальное значение d
«нн 2 мм.
Угол разворота вкладьщ1ей об при- . нимается в пределах, определяемых пределами допустимых значений
- sin 0 S:
или
20
g- sinoi
М R
Например, при R 20 мм
0,1 sin 0,14; «1 6°. ..8°.
30
Матрица работает следующим образом.
Устанавливают между пластинами трубчатую заготовку не показана) и смыкают пластины, фиксируя их между собой с помощью выступов 3 и канавок
6, обеспечивая отсутствие осевого смещения пластин. Закрепляют пластины от раскрытия и осуществляют деформирования заготовки внутренним давлением.
По сравнению с известными конструкциями разъемных секционных матриц, имеющих сменные вкладьши и снабженных ловителями для фиксации в плоскости разъема, предлагаемая матрица проще,
так как при ее изготовлении отпадает необходимость изготовления планок- ловителей, фрезерования гнезд и окон в пластинах, крепления планок и их подгонки. Все это снижает трудоемкость изготовления матриц и увеличивает жесткость пластин.
Суммарное время на изготовление пластин-ловителей, фрезерование гнезд и окон под них в пластинах матрицы и клепку ловителей составляет около двух нормо-часов, а в целях сильфон- ного производства применяются одно312175274
временно тысячи матриц, которые пери- от применения предлагаемой матрицы одически заменяются ввиду износа или в народном хозяйстве может быть полусмены номенклатуры изделий. Поэтому чен значительный экономический эффект,
| название | год | авторы | номер документа |
|---|---|---|---|
| Разъемная секционная матрица для формования сильфонов | 1984 |
|
SU1243863A1 |
| Устройство формования вкладышей для ампул | 1985 |
|
SU1274961A2 |
| Формующая головка к устройству для гидроформования труб | 1983 |
|
SU1098612A1 |
| Форма для раздува трубчатыхзАгОТОВОК | 1978 |
|
SU823151A2 |
| Устройство для формовки и сварки особотонкостенных труб | 1980 |
|
SU889184A1 |
| Сферический подшипник скольжения | 1988 |
|
SU1612132A1 |
| Способ изготовления на трубах кольцевых элементов жесткости | 1986 |
|
SU1368074A1 |
| Прокатной инструмент для формообразования режущего инструмента | 1983 |
|
SU1147497A1 |
| Многоместная трехплитная пресс-форма для изготовления кольцевых резиновых изделий | 1986 |
|
SU1369904A1 |
| Устройство для гидравлической штамповки полых деталей со ступенчатой осью | 1986 |
|
SU1355312A1 |

А±
Л:
срагА
фаг. 2
gtu9.3
Редактор Т.Митейко
Составитель Л.Ткаченко
Техред А.Ач Корректор М.Демчик
Заказ 1033/13Тираж 783Подписное
ВНИИПИ-Государственного ко1 итета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб.,д.4/5
Филиал ШШ Патент, г. Ужгород, ул. Проектная, 4
| РАЗЪЕМНАЯ ПЛАСТИНЧАТАЯ КАССЕТА ДЛЯ ГОФРИРОВАНИЯ | 0 |
|
SU367939A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| 0 |
|
SU161030A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
