1
Изобретение относится к обработке металлов давлением, в частности к восстаиовленшо изношенных деталей газораспределительного механизма двигателя внутреннего сгорания.
Цепь изобретения - повышение производительности.
Па фиг. 1 изображен штамп, общий 1зид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг.1.
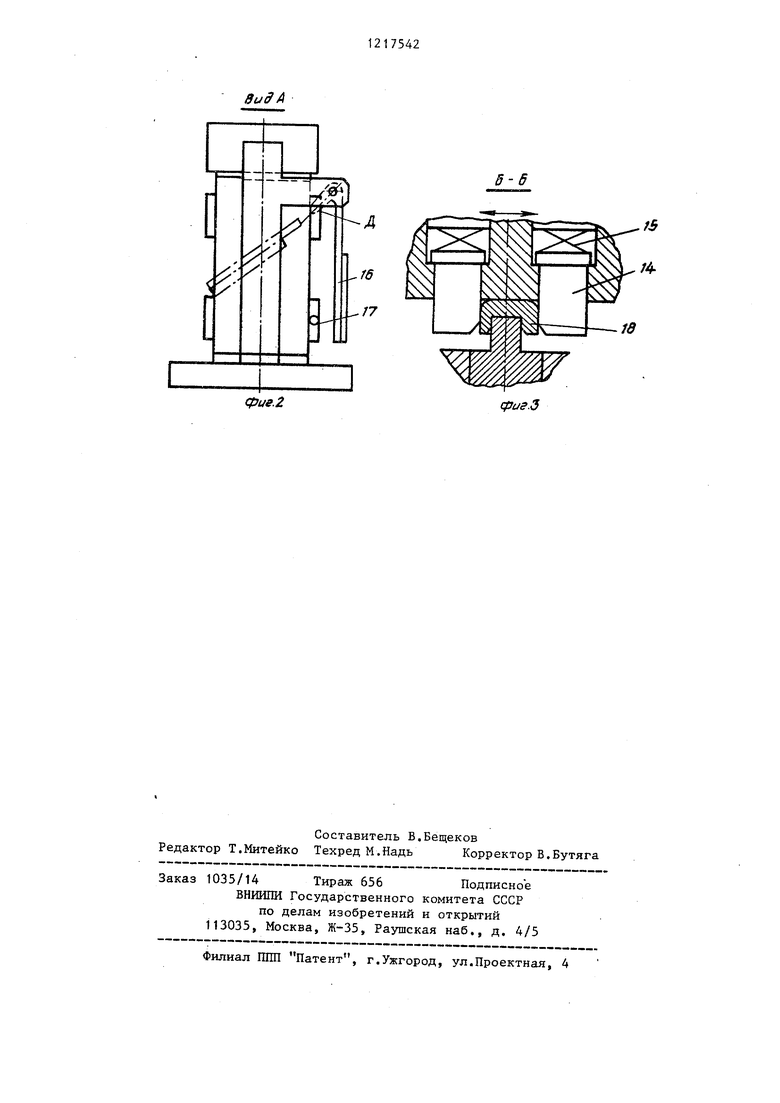
1Чтамп для восстановления деталей содержит нижнюю .1 и верхнюю 2 плиты с секциями В и Г. На нижней плите 1 расположены матрицы 3 с формообразующими вставками 4 и копиры 5, Па верхней плите 2 закреплены ложемен- тгл 6. в пазы которых вставлерго двуплечее дифференцирующее коромысло 7. Штамп содержит промежуточные плиты 8 и п.тгавага1 Ц1е пуансоны 9, К про- межуточиьц-1 плитам 8 прикреплены боко г.ые цеки 10 с пазами, имеющие воз- мол .1;ость обеспечения перемещения пуансонов 9. На боковых щеках 10 siiKperm.eiUii планки 11, обеспечивающие ограничение перемещения nyaiicoHOB 9. В ии7:а1ей частп пуансонов 9 расположены толкатели 12, связанные тягами с роликами 13, которые при крайнем верхнем положении штампа имеют возможность выталкивания детали из под- вижиь х примсимов 14 с упругими элементами 15j которые расположе ы (фиг, 3) 13 пуансонах 9. Прижимы 14 предназначены для фиксирования обрабатьизаемой детали на формообразующих вставках 4 и для последующего снятия восстановленной детали с вставок 4. На копирах 5 шарнирно установлена шторка 16, а на нижних планках 11 - уиоры 17.
Штамп работает следующим образом.
Деталь 18, подлежащая обработке, устанавливается на формообразующие вставки 4j при этом верхняя часть штампа находится в крайнем верхнем пололсенип, а шторка 16 - в иоложе- иии, показанном на фиг. 2 пунктиром, поэтому зона загрузки штампа свободна. Во. время рабочего хода верхняя часть штампа опускается, упоры 17 утсодят вниз, а шторка, 16 занимает вертикальное положение, закрывая
75422
рабочую зону штампа. При этом ролики 13, скользя по поверхности ж копира 5, перемещают толкатели 12 в исходное положение. Прижимы 14 охва5 тывают деталь 18 по носику и фиксируют его на формообразующих вставках 4 (фиг, 3), так как боковые части детали 18 не одинаковы по толщине. При заходе прижимов 14 на деталь 18
0 происходит горизонтальное перемещение пуансонов 9, т.е. самоустановка пуансонов 9 относительно детали 18. Прижимы 14 имеют заходные фаски. Компенсация разновысотности дета15 лей 18 по высоте носика и равномерное распределение мелоду секциями Б и Т осуществляется двуплечими дифференцирующим коромыслом 7, выполненным в виде прямоугольного бру0 са. Усилие пресса через плиту 2 передается на коромысло 7, которое посредством радиусных контактирующих поверхностей, расположенных одна сверху по центру коромысла, а две снизу
5 с плечами, равными расстоянию между центрами давления на пуансонах, через промежуточные плиты 8 секций В и Г перемещает вертикально пуансоны 9 и передает па ник усилие давления.
д . Величина перемещений пуансонов 9 зависит от разности размеров по высоте носика восстанавливаемых деталей. При подаче усилия давления происходит формообразование носика, детали 18 и продольное изгибание его вдоль собственной оси. При перемещении пуансонов 9 вверх прижимы 14 снимают восстановленный рычаг с вста- вок 4, при этом ролики 13, скользя по поверхности Е копира 5, перемещают толкатели 12, которые выталкивают деталь 18 из прижимов 14 па шторку 16, которая в свою очередь, при крайнем верхнем положении пуансонов 9 посредством упоров 17 и поверхности А на рычаге отклоняется в рабочую зону штампа, производя при этом сброс восстановленных рычагов в тару. Рабочая зона штампа открыта, производится установка новых заготовок, рычагов на формообразующие вставки А, и цикл работы штампа повторяется,
5
0
5
0
вид А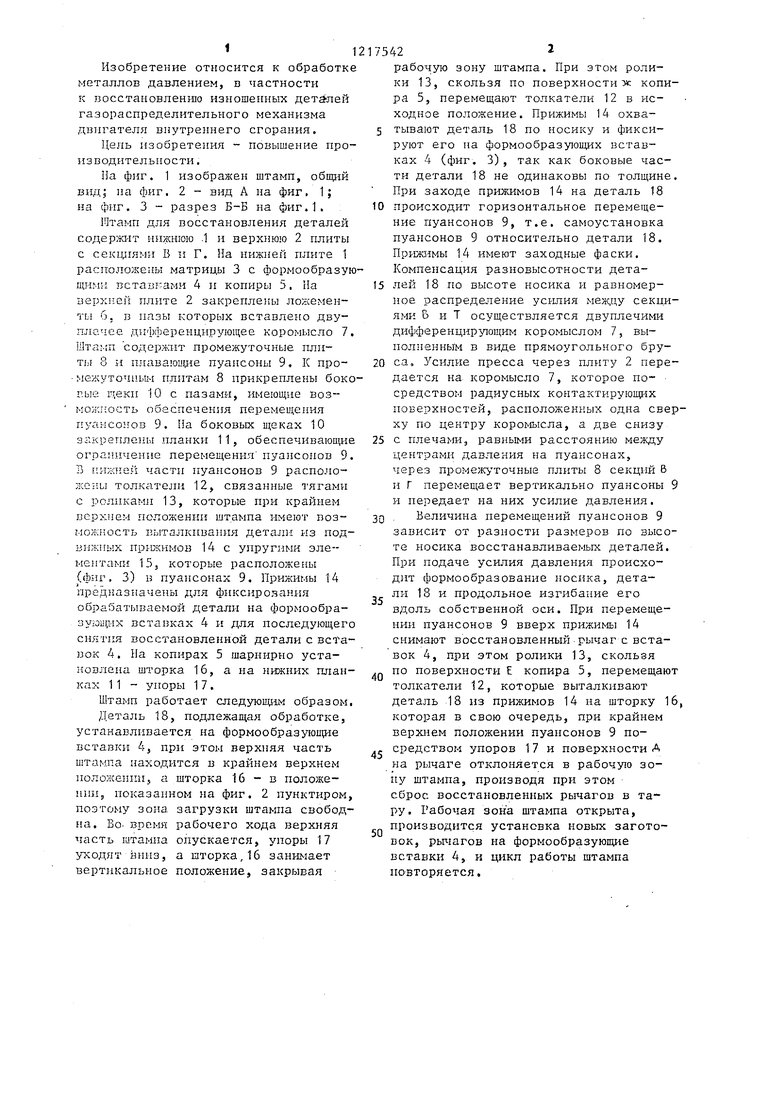
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп совмещенного действия | 1980 |
|
SU902931A1 |
| Штамп для разделительных операций | 1987 |
|
SU1433620A1 |
| Штамп для чистовой пробивки отверстий в штучных заготовках | 1978 |
|
SU778872A1 |
| Штамп для обтяжки с растяжением листовых деталей | 1989 |
|
SU1690902A1 |
| Штамп Клещева Н.А.для радиального выдавливания зубчатых деталей | 1986 |
|
SU1397143A1 |
| УСТРОЙСТВО ДЛЯ ФЛАНЦОВКИ СЛОЖНОГО КОНТУРА ДЕТАЛИ | 2005 |
|
RU2296029C2 |
| Штамп совмещенного действия для формообразования и пробивки отверстия | 1976 |
|
SU664720A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ГНУТЫХ ИЗДЕЛИЙ | 1991 |
|
RU2013170C1 |
| Способ изготовления деталей типа инструмента с формообразующей полостью и штамп для его осуществления | 1985 |
|
SU1416257A1 |
| Штамп совмещенного действия для гибки | 1989 |
|
SU1731352A1 |
А
Г6 ./7
1в
фиг. 2
сриг.Э
| Штамп для штамповки ступенчатыхдЕТАлЕй | 1979 |
|
SU829299A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
