I1
Изобретение относится к обработке металлов давлением, а именно к конструкции рабочих инструментов пдессов ,тля окструдирования металлов, и г-южет быть использовано ири изготовлении разонаторных и волноводных иолостей ирибороБ, полостей пресс- форм, матриц штампов и деталей общего назначения прессования полых изделий со сложной полостью.
Цель изобретения - упрощение сборки, повышение качества получаемых лзде.чий и стойкость инструмента.
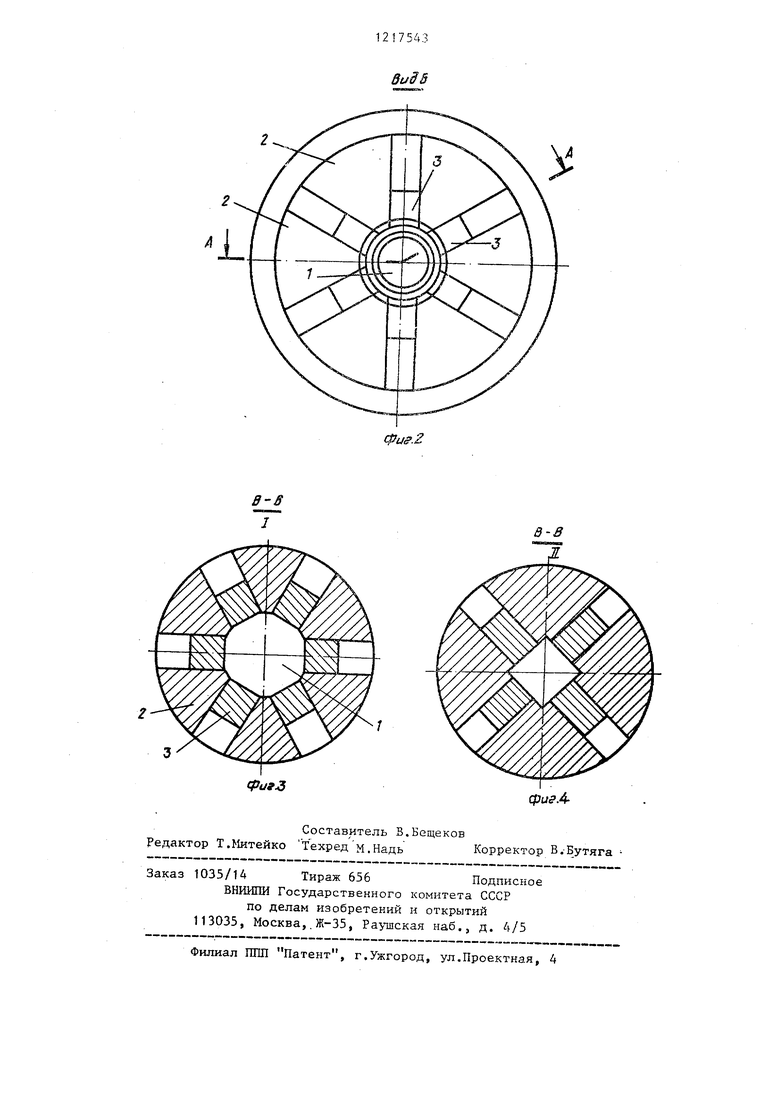
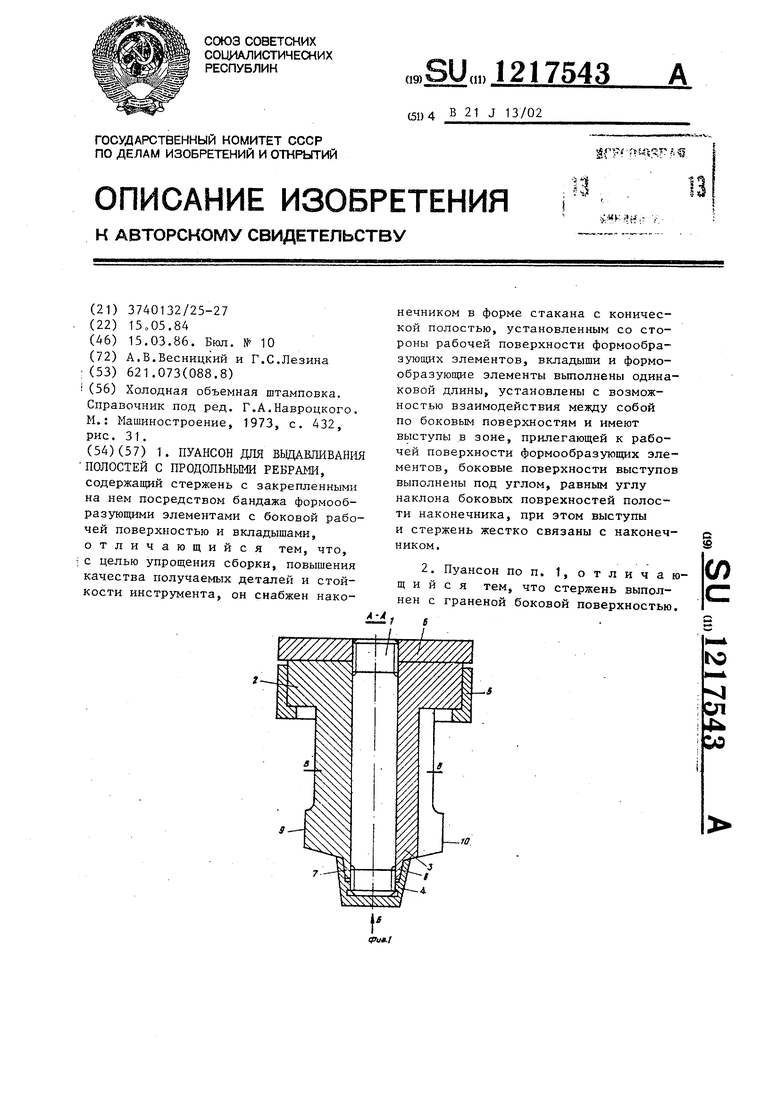
На фиг, 1 приведена констрз кция uyaucona для вь давливания полостей с рас;::одя1ди:-- ися каналами (сечение Л.-Л ;а фиг. 2); на фиг. 2 - вид 15 ;ia lull-, t; на фиг, 3 - сечение В-Б на, фит . 1, вариант испози ения; на (п:г., 4 - то жс второй вариант псиолнсни;,
Пуансон ,1р1Я вь давливания полостей ироп/; лт, ребрами состоит из стер:;-;- пя 1, формообразующих зубьев 2, Бкл.а,. 3, наконечника А, банда- ;;;а 5 и основания пуансона 6. Зубья 2 и г кладыип1 3 Еыпо1П1ены в заходной част п с выступами 7 и 8, которые ох;. 1акоиечником 4, креняи имся к стерхсню 1, например посредством резьбь. Основание иуансо1 а б закреп- лел о также, например посредством pesjjGbi на стержне 1, и поджато к торцам зубьев 2 и вклад-ышей 3. Зубья 2 и вкладьшш 3 обжаты по периметру и прижаты к стержню 1 в заходной части пуансона внутрен 1ей конической позерхн.остью наконечника 4, а в хвое- TOBoi i - бан дажоь 5,
Зубья 2 и вкладыши 3 выполнены Ол дп аковой дл:1Н1ы. Рабочие пояски 9 и 10, длиной 3-7 мм, выполнены на зубьях 2j и на вкладыи1ах 3 если о.ни предназначены для участия в деформации и использованы и как вкладыш j и как рабочая часть пуансона. Заходньш конус зубьев и рабочих час гей вкладыше выполнен с углом в.10-15 при их основании, Наконеч- ник ч HNjeeT нарулсную коническую поверхность с углом при основании Е 75°, - а внутреннюю, которой он сопряжен с вь:ступа -ш 7 и 8, с углом наклона в 1-1,5°,
Двухсторонний за-ла-iM зубьев и вкладыше 5 охватыва оци-1й стержень,
З , . .
придает монолитность предлаг аемой конструкции несмотря на ее легкосо- бираемость и разбираемость. Заменой износившейся детали новой (взаимозаменяемой) добиваются увелт-г-гения срока службы инструмента, а приданием жесткости конструкции, устранением смещения зубьев за счет базирования на собственные смежные грани
и поверхность стержня обеспечивают необходимую точность выдавливаемой поверхности и повышенную стойкость пуансона,
Устройство работает следуголщм
образом,
Ilyancoi для в 1давливания полостей с продольЕ1Ыми ребрам -;. работге-.т в составе штампа. Крепится пуансо в пуан- сонодержателе штампа и работает методом пластического дефорМкрпБакия в колодном и горячем состоя , Пуансон iio/j, действием нагрузки пресса } ячинает внедряться v десЬормируе- Mi;ii i материал своей заходной частью,
выполненной в виде наконечнгпча конической формы, которая при угле 75 обеспечивает более плавное нагруже- ние инструмента при минимальном сопротивлении деформированного металла.
Под действием той же нагрузки пресса вступают в работу зубья и вкладыим пуансона, который позволяет осуществлять вьщавливание при радиальном и обратном тече11иях
деформируемого материала. При вы- давливапии на пуансон действуют
сжимающие yci-шия, которые воспринимаются как его дентральнь стержнем, наког1ечником, зубья№1, так и вкладышам;. При выводе пуансона из зоны заготовки на зубья пуапсона действуют растягивающие нагрузки, величина KOTOpbix компенсируется за счет создания предварительно сжимающих напряжений в опасных зонах, зонах резкого изменения поперечного сечения пуансона, тем самьм устраняется возможность его разрушения.
Предлагаемая конструкция пуансона воспринимает изгибающие моменты,
которые проявляются при внедрении пуансона и в случае увода инструмента в процессе деформирования. Пуансон, пройдя Tonui niy заготовки, выходдгг .обратньм ходом из зоны обработки.
Buds
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления деталей типа инструмента с формообразующей полостью и штамп для его осуществления | 1985 |
|
SU1416257A1 |
| Способ изготовления изделий со сложной полостью | 1990 |
|
SU1773239A3 |
| Штамп для выдавливания изделий с полостями | 1982 |
|
SU1142210A1 |
| ИНСТРУМЕНТ ДЛЯ СОЕДИНЕНИЯ ДЕТАЛЕЙ ИЗ ЛИСТОВОГО МЕТАЛЛА КЛИНЧЕВАНИЕМ | 2015 |
|
RU2590424C1 |
| Инструмент для выдавливания изделий с полостью | 1980 |
|
SU1000140A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ГОРЯЧИМ ВЫДАВЛИВАНИЕМ НА ТРУБОПРОФИЛЬНЫХ ПРЕССАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2375134C2 |
| Инструмент для высокоскоростной штамповки | 1980 |
|
SU871967A1 |
| Способ изготовления оправки для прошивного стана | 2022 |
|
RU2791720C1 |
| Штамп для обработки профильных заготовок | 1986 |
|
SU1444035A2 |
| СПОСОБ ВЫСАДКИ ЗАКЛАДНЫХ БОЛТОВ С ГОЛОВКОЙ С РАДИАЛЬНЫМИ ОТРОСТКАМИ, УСТРОЙСТВО ДЛЯ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ, УСТРОЙСТВО ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ | 1999 |
|
RU2168386C1 |
фиё .4Составитель В.Бещеков Редактор Т.Митейко Техред м.Надь Корректор В.-Бутяга
Заказ 1035/14 Тираж 656Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений н открытий 113035, Москва,. Ж-35, Раушская наб., д. 4/5
Филиал ШШ Патент, г.Ужгород, ул.Проектная, 4
| Холодная объемная штамповка | |||
| Справочник под ред | |||
| Г ..А | |||
| Навроцкого | |||
| М.: Машиностроение, 1973, с | |||
| ПЛУГ С ВРАЩАЮЩИМИСЯ РАБОЧИМИ ПОВЕРХНОСТЯМИ | 1925 |
|
SU432A1 |
