Изобретение относится к станкостроению, в частности к агрегатным переналаживаемым станкам.
Цель изобретения - повышение точности, жесткости и надежности базирования шпиндельных коробок, уменьшение времени смены шпиндельных коробок, повышение технологич-- ности и надежности станка.
Указанная цель достигается тем, что элементы фиксации шпиндельных коробок включают входящие в зацепление друг с другом рейки, одни-из которых закреплены на базовом узле, а другие - на шпиндельных коробках, при этом рейки базового узла вьтолнены подпружиненными, а фиксация шпиндельных коробок в направлении деформации реек осуществляется плоской направляющей.
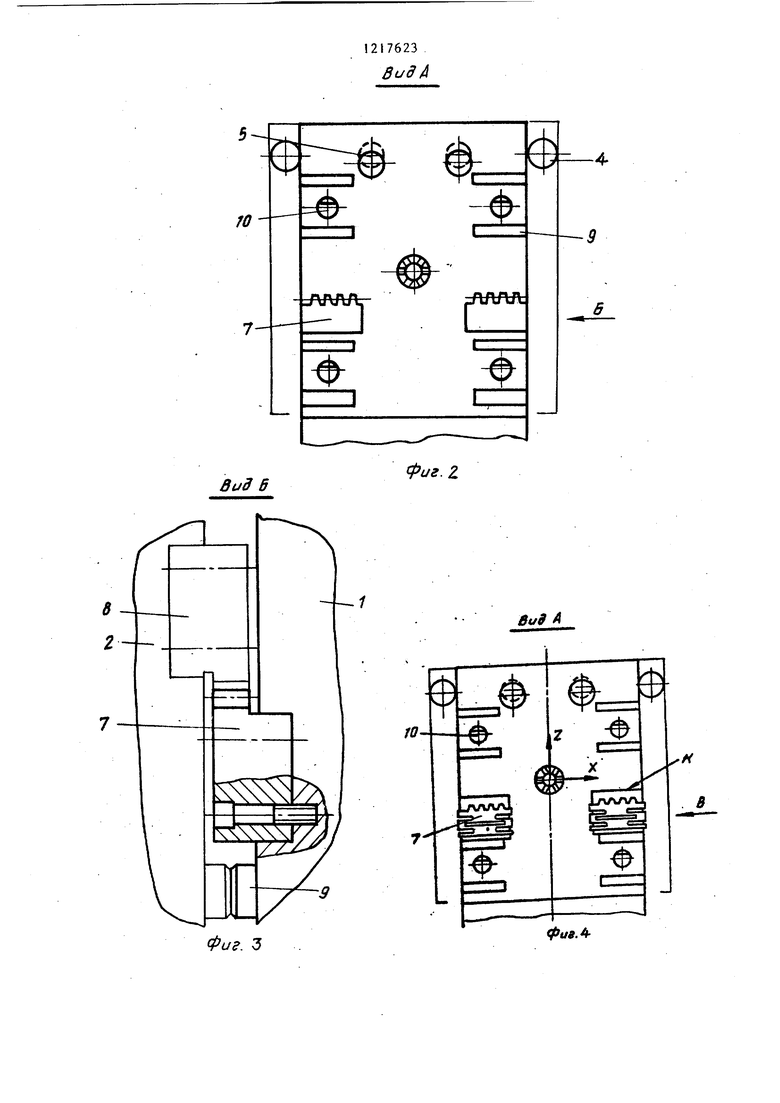
На фиг.1 изображен станок, общий вид; на фиг.2 - вид А на фиг.1 (первый вариант исполнения ; а фиг. 3 - вид Б на фиг.2 (показаны рейки базового узла.и приспособления, вошедшие в зацепление); на фиг.4 - торец базового узла с элементами фиксации приспособлений (вид А на фиг.1) ; на фиг.5 - вид В на фиг.4.
Станок со сменными приспособлениями содержит базовый узел I с элементами фиксации приспособления 2, магазин 3 приспособлений и транс-г портер (не показан), перемещающий приспособление 2 по роликам 4 -и 5 (неподвижным 4 и подвижным 5).-Обрабатываемая деталь закрепляется в приспособлении 6. Элементы фиксации приспособления 2 на базовом узле 1 включают входящие в зацепление друг с другом рейки 7 и 8, одни 7 из которых закреплены на базовом узле 1, а другие 8 - на приспособлениях 2. Базовой плоскостью для приспособления 2 является торец планок 9, к которому приспособление прижимается.прих
2176232
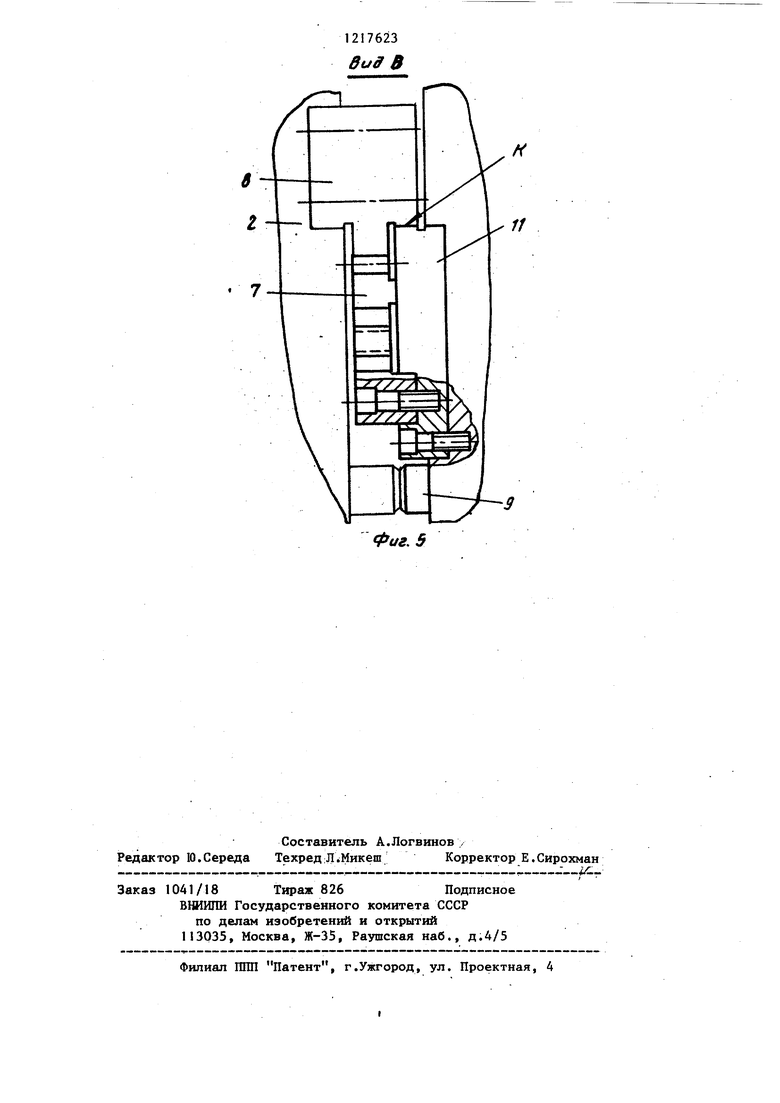
ватами 10. Во втором варианте (фиг.4 и 5) рейки 7 базового узла I выполнены подпружиненными, а фиксация приспособлений 2 в направлении
5 деформации реек 7 осуществляется плоской направляющей К, принадлежащей жестко закрепленным планкам 11. Станок работает следующим образом. Сменное приспособление 2 подает10 ся транспортером для загрузки на базовый узел 1 по роликам 4 и 5. В этом время ролики 5 подняты и их верхние образующие находятся в одной плоскости с верхними образующи- 15 ми роликов 4. В крайнем положе- НИИ транспортера, соответствующем рабочей позиции, сменное приспособление повисает на роликах 5. При опускании роликов 5 рейки 7 входят в
20 зацепление с рейками 8. Происходит фиксация приспособления. Затем прихваты 10 прижимают приспособление к базовой плоскости планок 9.
После окончания обработки от25 ходят прихваты 10, ролики 5 подни-. мают приспособление, чтобы рейки 8 прошли вьшге реек 7, и транспортер увозит отработавшее приспособление подавая на рабочую позицию следующее.
30 Работа станка по второму варианту отличается от описанной вьш1е тем, что при опускании приспособления ее жесткие рейки 8 входят в зацепление с рейками 7 и продавливают их
35 до контакта с направляющей К планок il. Б этом случае пружина реек 7 подбирается таким образом, чтобы рейки воспринимали только усилие, необходимое дпя фиксации приспособле40 ния в направлении оси X. Основную часть веса приспособлений воспринимает плоскость к планок 1I, на которой нет трения и поэтому ее износ незначителен. Уменьшение
45 усилия, действующего на рейки, уменьшает износ граней зубьев и увеличивает межремонтный срок службы станка.
1217623
Вид А
| название | год | авторы | номер документа |
|---|---|---|---|
| Переналаживаемая автоматизированная линия | 1983 |
|
SU1168378A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных инструментальных коробок | 1977 |
|
SU659355A1 |
| Многооперационный станок с ЧПУ | 1985 |
|
SU1305000A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных инструментальных коробок | 1974 |
|
SU523784A1 |
| Металлорежущий станок со сменными шпиндельными головками | 1991 |
|
SU1784443A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных инструментальных коробок | 1985 |
|
SU1238937A1 |
| Агрегатный станок для обработки длинномерных деталей | 1987 |
|
SU1459896A1 |
| Гибкий производственный модуль автоматической линии | 1985 |
|
SU1456297A1 |
| Агрегатный станок с автоматической сменой шпиндельных коробок | 1979 |
|
SU781016A1 |
| Автоматическая линия для механической обработки крупногабаритных деталей | 1989 |
|
SU1770114A1 |

ГО
Вид б
Puz.Z
Фиг. 3
ви9 А
f
фиа.
1217623
duff В
Фиг, В
| Устройство для базирования приспособления-спутника | 1980 |
|
SU961920A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
