1
Изобретение относится к термической обработке металлов и.может быть использовано при закалке изделий переменного сечения с применением нагрева ТВЧ.
Целью изобретения является повышение качества изделий переменного сечения и автоматизация технологического процесса.
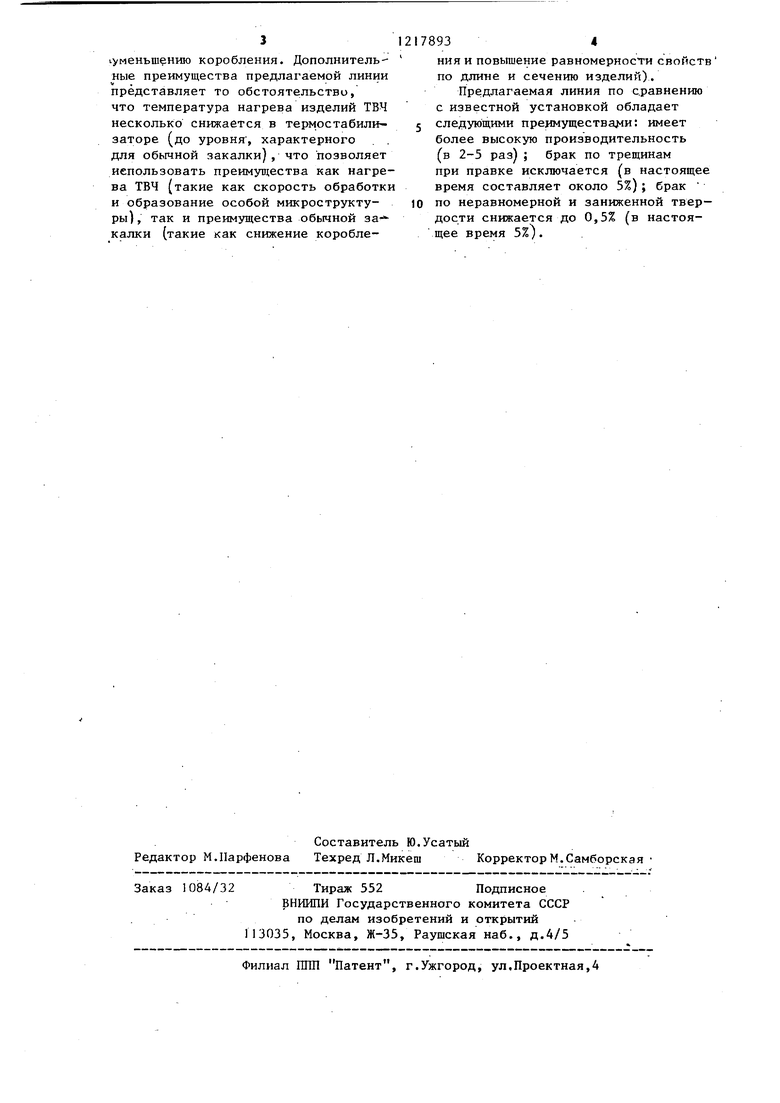
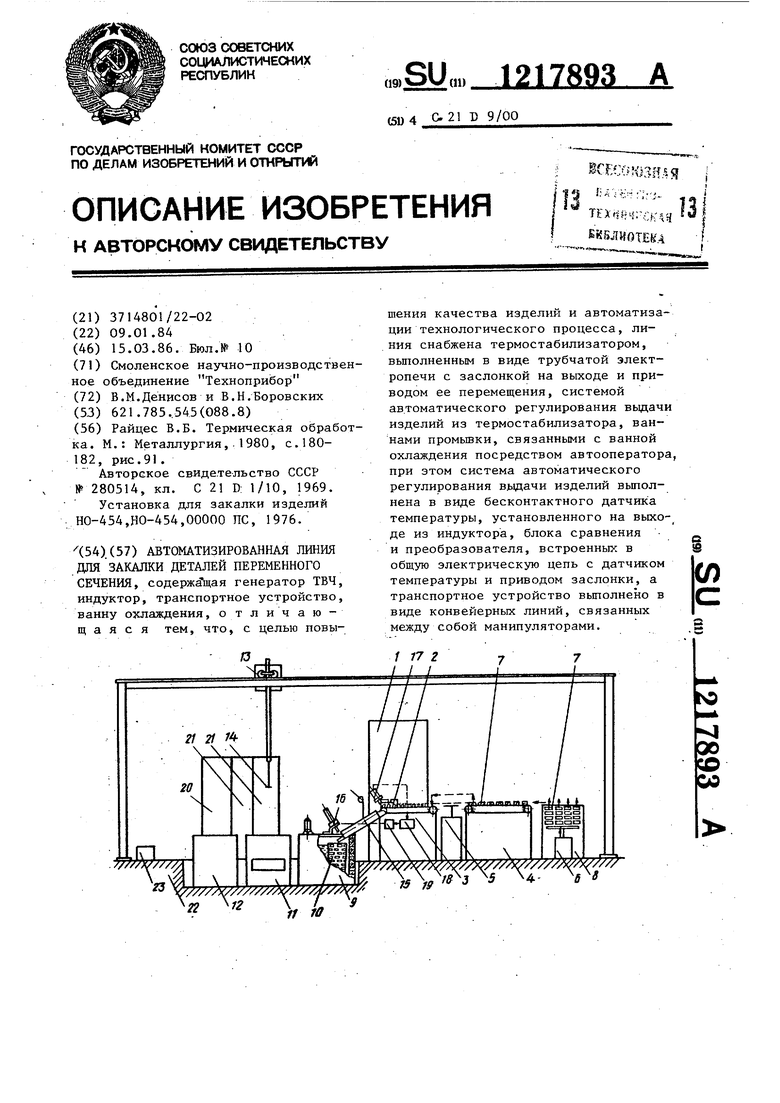
На чертеже изображена автоматизированная линия для закалки деталей переменного сечения.
Автоматизированная линия состоит из следующих основных частей: генератора ТВЧ 1, индуктора 2, транспорных конвейеров 3 и 4, манипуляторов 5 и 6, кассет 7, кассетного накопитля 8 , изотермической ванны 9 с корг зиной 10, ванн промьшки 11 и 12, автооператора 13, захвата 14, а также термостабилизатора 15 с заслокой 16, бесконтактного датчика температуры 17 с блоком сравнения 18 и преобразователем 19, блока управления 20, щита управления 21, разгрузочной площадки 22, тары 23 обработанными изделиями.
Термостабилизатор- 15 представляет собой керамическую трубу диаметром 50-60 мм, на которой намотан, нагреватель, примем-она соответствующим образом теплоизолирована и заключена в металлический корпус.
Температура в термостабилизаторе поддерживается с точностью 15 С. Внутри термостабилизатора размещается полуцилиндрический лоток, один конец которого имеет расшире- иие - ловитель, а второй конед опускается в изотермическую ванну.- На выходе из термостабилизатора установлена заслонка 16 в виде диска, укрепленного на кронштейне, с электрическим или пневматическим приводом.
Линия работает следующим образом.
При ее включении (блок управлени 20) манипулятор 6 подает кассеты 7 по одной из кассетного накопителя 8 на транепо ртный конвейер 4. Далее манипулятор 5 забирает из кассеты все изделия в количестве 20-30 шт. fпри этом пустая кассета сталкива- ется пневмоцилиндром на перпендику лярную ветвь транспортного конвейе-
17893
р а- 4J и подает их на транспортный конвейер 3, который перемещает изделия через щелевой индуктор 2. Изделия, поочередно нагреваясь в ин- 5 .дукторе, до заданной температуры (АС + 40-50 с), немедленно после нагрева-попадают на лоток термостабилизатора 15, в котором с точностью 15 С поддерживается температура 10 (Ac.j + 20-30°С),.и попадают в корзину 10, находящуюся в изотермической закалочной среде с температурой 200-500 С. Бесконтактный датчик . температуры 17 фиксирует температу- )5 ру нагрева изделия и при ее отклоне- . НИИ от заданной на величину, превышающую , блок сравнения 18 через преобразователь 19 выдает сигнал на или злект- 20 ропривод заслонки 16. Заслонка, выполненная в виде диска, при этом перекрьшает выход из термостабилизатора, задержива я тем самым изделие при температуре (Ас + 20-30 CJ 25 на необходимое время, зависящее от
величины, рассогласования. Затем . заслонка открьшается, изделие попадает в. корзину 10, находящуюся в : ванне 9. После того, как конвейер 30 3 отработает определенное время и в корзине 10 окажется определенное (примерно одинаковое) количество изделий блок управления 20 отключает питание индуктора 2, транспортные конвейеры 3 и 4 и на.копитель 8-, а также манипуляторы 5 и 6, но включает автооператор 13, который, дви- .гаясь по заданной программе, забирает- корзину 10, производит промьшку корзины с изделиями в ваннах промыв . ки горячую при 70-90 0 в ванне Пи холодную при 10-30°С в ванне 12 и перемещает ее на разгрузочную площадку 22, где производится разгрузка изделий в тару 23. Щиты управления 21 предназначены для электропитания термостабилизатора 15 и изотермической ванны 9. Таким образом, упомянутая задержка недогретых или перегретых изделий в термостабшти- заторе, а также то, что изделия могут попадать в охлаждающую среду только нагретыми до определенной закалочной температуры, являет ся гарантией получения качественной . термообработки. Важно и то, что
изотермическая .закалка сама способствует повышению качества, а именно устранению закалочной хрупкости и 45
50
уменьшению коробления. Дополнительные преимущества предлагаемой линии представляет то обстоятельство, что температура нагрева изделий ТВЧ несколько снижается в термостабилизаторе (до уровня, характерного для обычной закалки), что позволяет использовать преимущества как нагрева ТВЧ (такие как скорость обработки и образование особой микроструктуры) , так и преимущества обычной за калки (такие как снижение короблеСоставитель Ю.Усатый Редактор М.Парфенова Техред Л.Микеш КорректорМ.Самборская
Заказ 1084/32
Тираж 552Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Филиал ППП Патент, г.Ужгород, ул.Проектная,4
12178934
ния и повышение равномерности свойств по длине и сечению изделий).
Предлагаемая линия по сравнению с известной установкой обладает 5 следующими прецмущества 1и: имеет более высокую производительность (в 2-5 раз); брак по трещинам при правке исключается (в настоящее время составляет около 5%); брак 10 по неравномерной и заниженной твердости снижается до 0,5% (в настоящее время 5%).
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
| Автоматическая линия для термообработки деталей и устройство для закалки деталей | 1981 |
|
SU1016380A1 |
| СПОСОБ ЗАКАЛКИ ШВЕЙНЫХ И БЫТОВЫХ ИГЛ | 1990 |
|
RU2017839C1 |
| СТЕНД ЛАЗЕРНОЙ ЗАКАЛКИ ОПОРНОЙ ПОВЕРХНОСТИ ИГЛ ВРАЩЕНИЯ ВЫСОКОСКОРОСТНЫХ ЦЕНТРИФУГ | 2012 |
|
RU2527979C2 |
| Способ изготовления полых тел вращения, имеющих фасонную боковую поверхность (типа опорного катка трактора), методом поверхностного нагрева заготовки катка в индукторе ТВЧ на пустотелой оправке с охлаждаемым сердечником, предотвращающей сквозной прогрев заготовки катка, с последующей прокаткой этой заготовки в центрах между двумя сближающимися и вращающимися профильными валками | 2015 |
|
RU2618288C2 |
| УСТАНОВКА ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ ОБРАБОТКИ | 2007 |
|
RU2378420C2 |
| УСТАНОВКА ДЛЯ ЗАКАЛКИ РЕЛЬСОВЫХ ПОДКЛАДОК | 1992 |
|
RU2040552C1 |
| ТОЛКАТЕЛЬНАЯ ПЕЧЬ С КОНТРОЛИРУЕМОЙ АТМОСФЕРОЙ ДЛЯ ЗАКАЛКИ ИЗДЕЛИЙ | 1993 |
|
RU2085820C1 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 1973 |
|
SU387006A1 |
| Автоматическая линия для изготовления изделий типа опорных роликов тракторов | 1980 |
|
SU929400A1 |
| Райцес В.Б | |||
| Термическая обработка | |||
| М.: Металлургия,.1980, с.180- 182, рис.91 | |||
| АГРЕГАТ ДЛЯ ТЕРМООБРАБОТКИ ДЕТАЛЕЙ | 0 |
|
SU280514A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Автоматический прибор для регистрирования числа замыканий | 1922 |
|
SU454A1 |
