2. Ванна noiil 1, отличающая с я тем, что она дополни- тельно снабжена элементом жесткости,
Изобретение относится к оборудованию для нанесения покрытий, в частности к устройствам для хромирования длинномерных цилиндрических изделий, например штоков гидроцилиндров.
Целью изобретения является улучшение удобства обслуживания и повышение надежности работы.
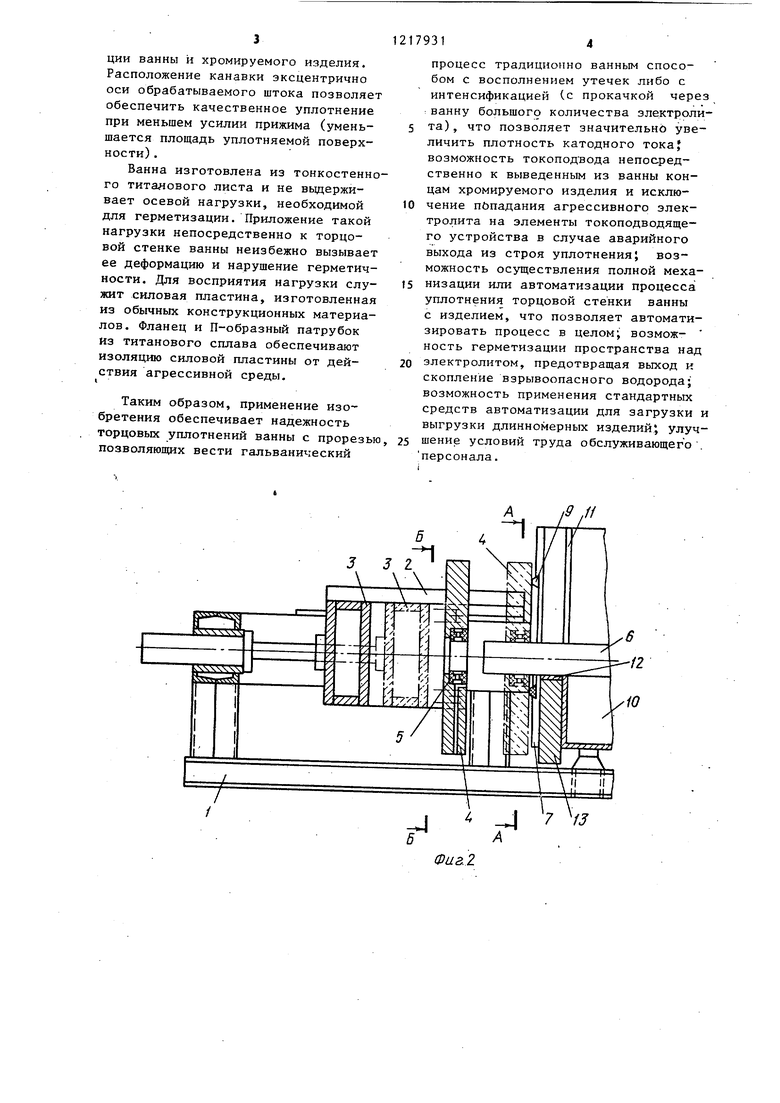
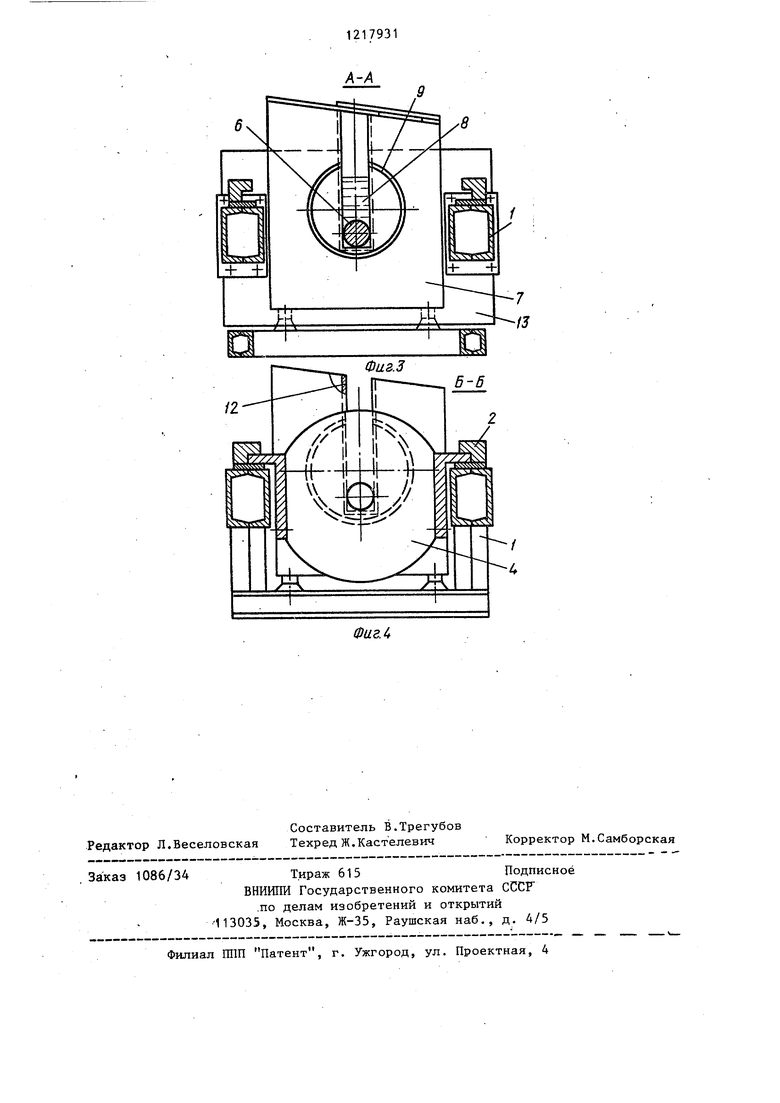
На фиг. 1 представлено устройство в изометрии . общий вид; на фиг. 2 - то же, общий вид; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг.1.
Ванна содержит станину 1 с направляющими 2 и силовой головкой 3, несущую нажимную плиту 4 с центральной манжетой 5 для уплотнения штока 6. Крепление манжеты 5 выполнено сменным, что позволяет устанавливать 1анжеты разного диаметра в соответствии с диаметром хромируемого штока 6. Ванна снабжена торцовыми уплотнителями, выполненными в виде фланце 7 с прорезью 8 и незамкнутой криволинейной анавкой с разрезной прокладкой 9. Фланец 7 из готовлен из материала, стойкого к воздействию агрессивной среды. Прокладка 9 расположена .эксцентрично оси обрабатываемого штока 6 и выходит в прорезь 8 на уровне, превышающем уровень электролита в ванне 10. Канавка с прокладкой 9 выполнена трапецеидальной формы для предотвращения самопроизвольного выпадения прокладки 9, изготовленной из материала, стойкого к воздействию агрессивной среды, например вакуумной резины.
Фланцы 7 жестко закреплены на торцовых стенках 11 корпуса 10 при помощи П-образного патрубка 12, ориентированного открытой стороной ввер Между торцовой стенкой 11 ванны 10 и фланцем 7 установлен элемент жесткости - силовая пластина 13, закрепленная на станине 1.
вьтолненным в виде пластиныс прорезью, охватывающей коробчатый П-образный патрубок и жестко связанной со станиной.
Устройство работает следующим образом.
Силовую головку 3 отводят в крайнее положение так, чтобы нажимная
плита 4 не мешала установке обрабатываемого штока 6, который устанавливают в ванне 10 через прорези в торцовой стенке 11 ванны 10, силовой пластине 13 и фланце 7. Затем силовая головка 3 перемещает нажимную плиту 4 до упора в прокладку 9 торцового уплотнителя, герметизируя таким образом корпус 10, при этом центральная манжета 5 в нажимной
плите 4 охватывает шток 6, уплотняя его по диаметру. Усилие прижима передается через торцовый уплотнитель не на ванну 10, а на силовую пластину 13 и замыкается в станине 1. Друг ой
торец ванны 10 уплотняют таким же образом.
После этого ванну 10 заполняют электролитом и начинают процесс хромирования. По окончании процесса
электролит самотеком отводят через сливную магистраль в емкость, предназначенную для хранения электролита (не показана). Небольшое количество электролита, заполняющее пространство между торцовым уплотнителем и нажимной плитой 4, отводят в силовую магистраль врнны. 10 через специальный канал в нажимной плите 4 и шлюз (не показаны). Затем силовая
головка 3 отводит нажимную плиту 4 в крайнее положение. Шток 6 выгружают из ванны 10 с помощью одного из
стандартных средств механизации.
Ванна, торцовый уплотнитель и си- ловая пластина выполнены с прорезью для обеспечения удобства загрузки и выгрузки длинномерных тяжелых изделий с помощью универсальных средств механизации, таких как тельфер, кран-укосина. Выполнение канавки с прокладкой незамкнутой с выходом в прорезь Bbmie уровня электролита обеспечивает возможность герметиза
ции ванны и хромируемого изделия. Расположение канавки эксцентрично оси обрабатываемого штока позволяет обеспечить качественное уплотнение при меньшем усилии прижима (уменьшается площадь уплотняемой поверхности) .
Ванна изготовлена из тонкостенного титалового листа и не вьщержи- вает осевой нагрузки, необходимой для герметизации. Приложение такой нагрузки непосредственно к торцовой стенке ванны неизбежно вызывает ее деформацию и нарушение герметичности. Для восприятия нагрузки служит силовая пластина, изготовленная из обычных конструкционных материалов. Фланец и П-образный патрубок из титанового сплава обеспечивают изоляцию силовой пластины от действия агрессивной среды.
Таким образом, применение изобретения обеспечивает надежность торцовых уплотнений ванны с прорезью, 25 позволяющих вести гальванический
5
0
5
процесс традиционно ванным спосо бом с восполнением утечек либо с интенсификацией (с прокачкой через : ванну большого количества злектроли- та), что позволяет значительно увеличить плотность катодного тока возможность токоподвода непосредственно к выведенным из ванны концам хромируемого изделия и исключение пЬпадания агрессивного электролита на элементы токоподводяще- го устройства в случае аварийного выхода из строя уплотнения; возможность осуществления полной меха- низации или автоматизации процесса уплотнения торцовой стенки ванны с изделием, что позволяет автоматизировать процесс в целом; возможность герметизации пространства над электролитом, предотвращая выход и скопление взрывоопасного водорода; возможность применения стандартных средств автоматизации для загрузки и выгрузки длинномерных изделий; улучшение условий труда обслуживающего . персонала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для горизонтального внутреннего хромирования | 2023 |
|
RU2811352C1 |
| Станок вертикального наружного хромирования | 2021 |
|
RU2782942C1 |
| Устройство для хромирования длинномерных изделий | 1981 |
|
SU998591A1 |
| УСТАНОВКА ДЛЯ ХРОМИРОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2001 |
|
RU2205903C1 |
| УСТАНОВКА ДЛЯ ХРОМИРОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2020 |
|
RU2747261C1 |
| УСТАНОВКА ДЛЯ ХРОМИРОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2013 |
|
RU2542198C1 |
| Устройство для нанесения покрытия на длинномерные изделия (его варианты) | 1984 |
|
SU1203134A1 |
| Установка для электролитического нанесения покрытий на длинномерные цилиндрические изделия | 2024 |
|
RU2840882C1 |
| УСТАНОВКА ДЛЯ ХРОМИРОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2017 |
|
RU2643295C1 |
| Устройство для локального хромирования изделий | 2021 |
|
RU2780611C1 |

7 VJ
Фиг.2
в
Редактор Л.Веселовская
Составитель В.Трегубое Техред Ж.Кастелевич
Заказ 1086/34
Тираж 615Подписное
ВНИИПИ Государственного комитета СССГ
.по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
Корректор М.Самборская
| Устройство для групповой гальванической обработки изделий | 1977 |
|
SU751842A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Ванна для электролитической обработки | 1980 |
|
SU846604A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Ванна навесная | 1977 |
|
SU668982A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
