Изобретение относится к сушиль- ньп4 камерам для штучных иэделий на напольном конвейере и может быть использовано в контейнерном производстве.
Цель изобретения - повышение надежности и упрощение конструкции.
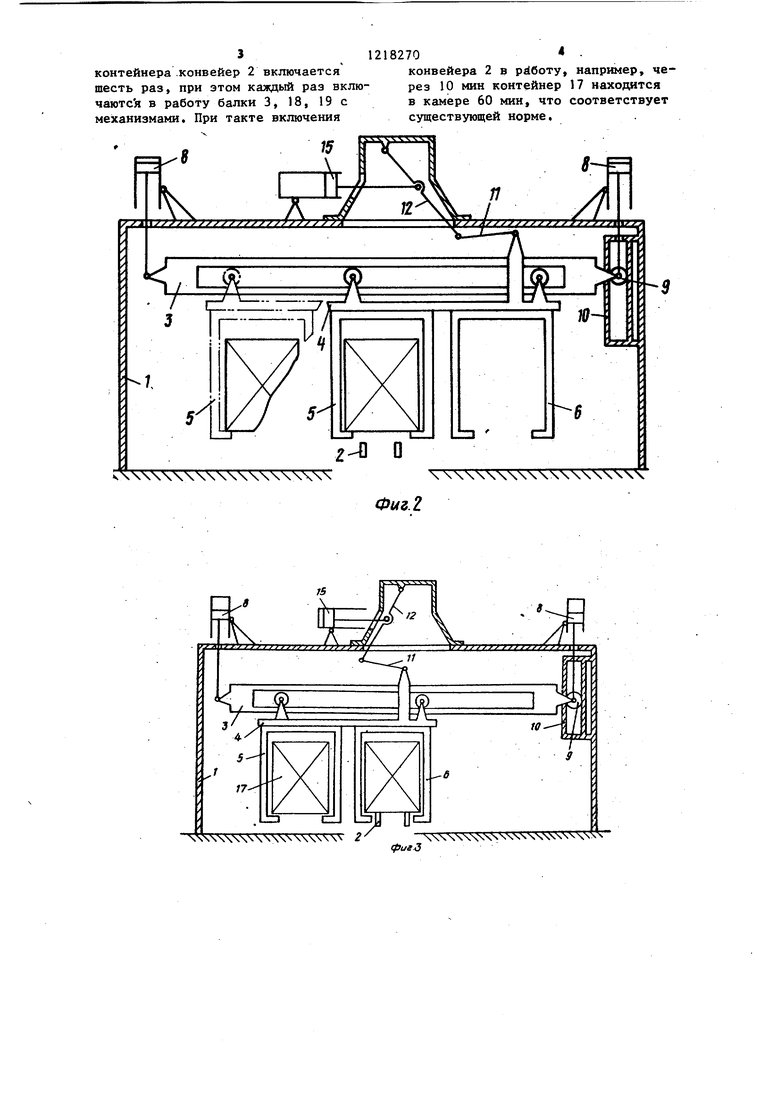
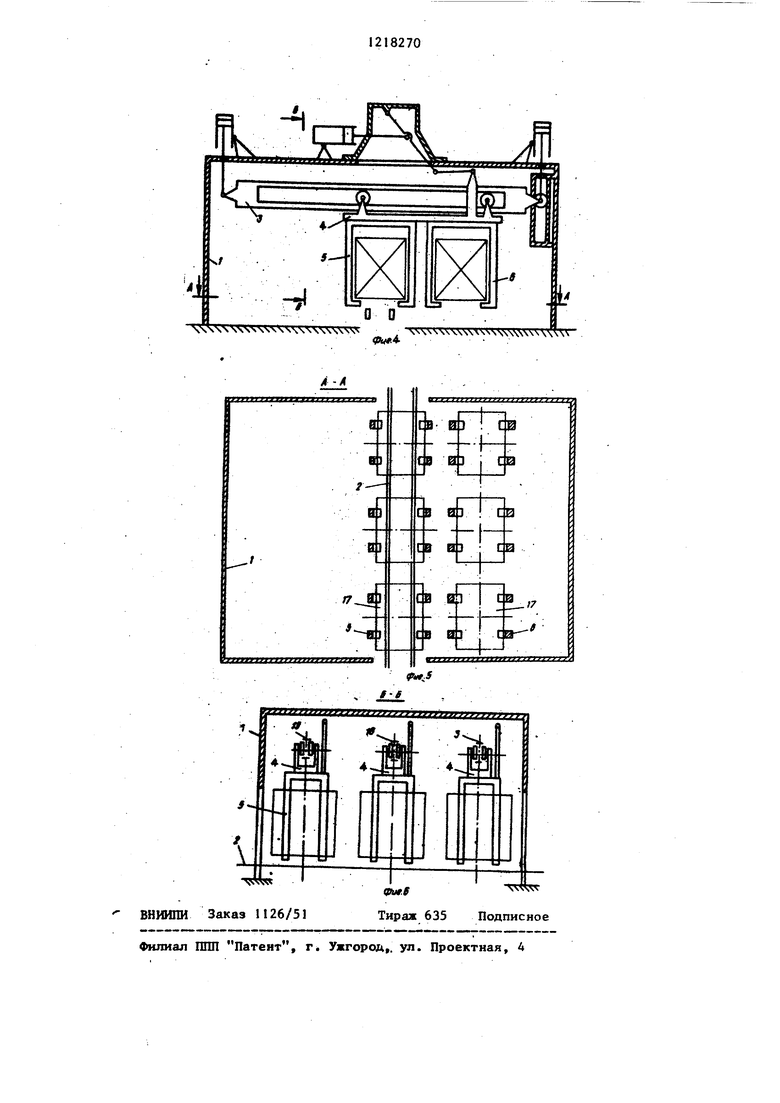
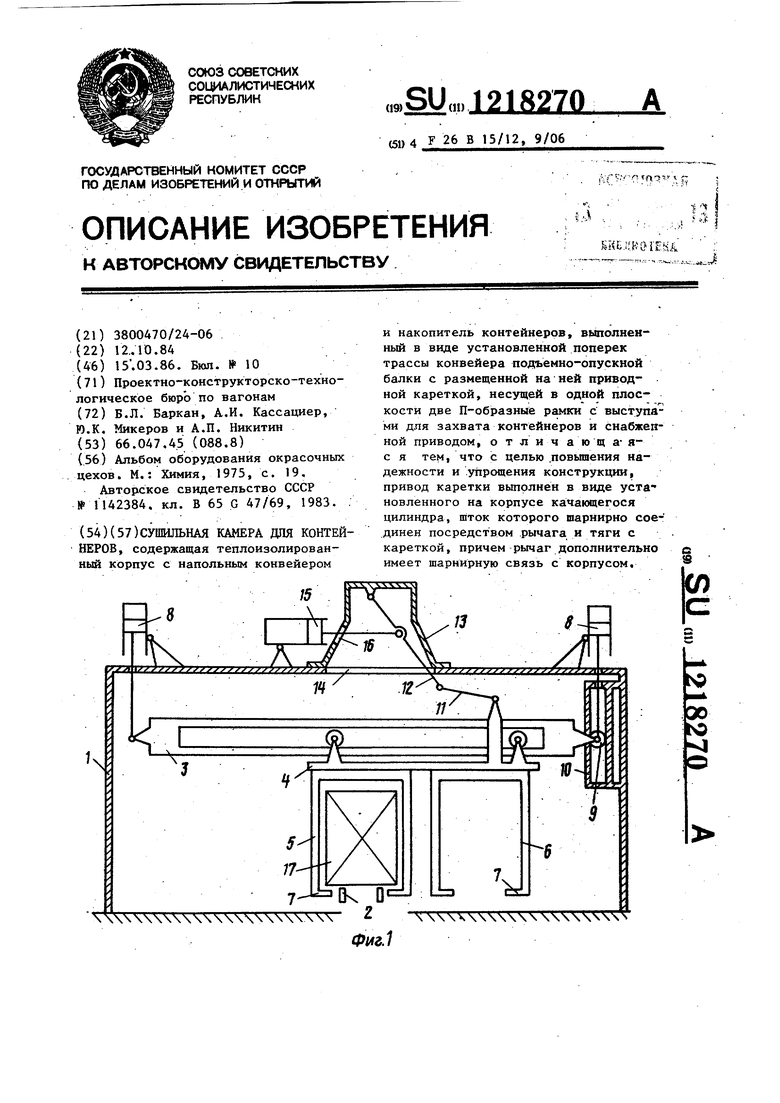
На фиг. 1 схематически изображена предлагаемая камера, исходное положение ; На фиг. 2 - то же, при поднятой каретке; на фиг. 3 - то же при опущенной каретке с двумя контейнерами; на фиг. 4 - то же, при поднятой каретке с двумя контейнерами; на фиг. 5 - разрез А-А на фиг. 4; на фиг. 6 - разрез Б-Б на фиг. 4.
Сушильная камера содержит теплоизолированный корпус 1, раздвижные двери, тепловентиляционное оборудование (не показано) и напольный конвейер 2. Внутри корпуса I над конвейером 2 поперек его оси смонтированы подъемно-опускные балки 3, несущие по одной приводной каретке 4, и закрепленные на ней в одной плоскости П-образные рамки 5 и 6 с выступами 7 для захвата контейнеров. Концы подъемно-опускных балок 3 соединены со штоками качающихся пневмо- ; цилиндров 8, установленных на крьш1е корпуса I. Для ограничения подвижности балки 3 в продольном направлении один ее конец посредством ролика 9 смонтирован в направляющих 10. Каретка 4 через тягу 1I связана с рычагом I2, подвешенным на кожухе 3, установленном на крыше корпуса 1. На крыше корпуса 1 выполнен паз 14 для обеспечения возможности поворота рычага 12, связанного шарнирно, с качающимся пневмоцилиндром 15, смонти- 1 ованным также на крыше корпуса 1 . В кожухе 13 выполнено отверстие Т6 под шток пневмоцилиндра 15, причем для предотвращения выхода тепла из камеры это отверстие закрывается гибким теплоизоляционным материалом (це показано). Выступы 7 рамок 5 и 6 служат для захвата контейнеров 17.
На фиг. 6 изображены три одинаковые подъемно-опускные балки 3, 18 И 19, т.е. над каждой позицией, занл- маемой контейнерами в камере на конвейере 2. На каретках 4 смонтированы дв-е П-образные рамки, при этом количество накапливаемых контейнеров в камере увеличивается вдвое. В ка10
15
20
5
182702
мере, изображенной на чертеже, максимально возможное числа одновременно высушиваемых контейнеров составляет шесть штук (фиг. 5). Возможны 5 и другие варианты.
Камера работает следующим образом.
Открываются двери сушильной камеры, (не показано). С помощью конвейера 2 контейнер 17 устанавливается внутри рамки 5 (фиг. 1). Подается сжатый воздух в штоковые полости пневмоцилиндров 8, которые поднимают балку 3 вместе с кареткой 4 и рамкой 5. При зтом контейнер 17 с помощью выступов 7 рамки 5 поднимается над конвейером 2. Подается сжатый воздух в щтоковую полость пневмоцилиндра- 15, который, воздействуя, на рычаг 12 тягу 11, перемещает каретку 4 вместе с рамкой 5 и контейнером 17 в крайнее левое положение (фиг. 2). Подается сжатый воздух в поршневые полости пневмоцилиндров 8, которые опускают балку 3. Рамка 6 готова к приему следующего контей- : нера. После паузы, соответствуняцей такту включения конвейера 2, снова открываются двери камеры 1 (не показано) и следующий контейнер подает- ется в рамку 6 (фиг. 3). Двери камеры 1 закрываются. Подается сжатый воздух в штоковые полости пневмоцилиндров 8,; которые поднимают балку 3. При этом контейнер снимается рамкой 6 с конвейера 2. С помощью . пневмоцилиндра 15 каретка 4 вместе с рамками 5 и 6, заполненными контейнерами 17, перемещается в крайнее правое положение (фиг. 4). При опускании балки 3 контейнер 17, находящийся в рамке 5, устанавливается на конвейер 2. Открываются, двери сушильной камеры и снова включается конвейер 2, который из рамки 5 удаляет контейнер, а следующий, стоящий перед камерой, в нее входит. Контейнер, вышедший из рамки 5, располагается в такой же рамке, принадлежащей балке 1В (фиг. 6). Постепенно камера I заполняется шестью контейнерами 17 (фиг. 5). Поскольку внутри камеры 1 работа тепловентиляционного оборудования (не показано) происходит непрерывно, то окрашенные поверхности контейнера, проходящего последовательно весь путь внутри нее, полностью высыхают. За время сушки
0
5
0
5
0
5
контейнера .конвейер 2 включается шесть раз, при этом каждый раз вклю- чаютс я в работу балки 3, 18, 19 с механизмами. При такте включения
конвейера 2 в работу, например, через 10 мин контейнер 17 находится в камере 60 мин, что соответствует существующей норме.
V
I I IrEBHJ
2 О
Г :--5
Фиъ.г
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для снятия контейнеров с конвейера | 1983 |
|
SU1142384A1 |
| Устройство для передачи контейнеров с подающего конвейера на отводящий конвейер | 1983 |
|
SU1098892A2 |
| Устройство для передачи контейнеров с одного конвейера на другой | 1981 |
|
SU988715A1 |
| Устройство для передачи контейнеров с подающего конвейера на отводящий конвейер | 1982 |
|
SU1046186A1 |
| Устройство для передачи контейнераС пОдАющЕгО КОНВЕйЕРА HA ОТВОдящийКОНВЕйЕР | 1979 |
|
SU846453A1 |
| Устройство для поштучной выдачи пиломатериалов из штабеля с прокладками | 1978 |
|
SU861243A1 |
| Окрасочно-сушильный комплекс | 1989 |
|
SU1808402A1 |
| ЦСЕСОЮЗНДЯП;.TFHTr.>&--- •: V-лij:'p."f^«^^.иотзиа МБ,*С. Б. Алесковский, А. Е. Мордкович, Л. И. Жайворонок и Ф. Н. КапустинМ. Кл. В 65Ь 1/08УДК 66.023:621.798:539. .215(088.8) | 1973 |
|
SU361931A1 |
| Автоматическая линия для производства керамических изделий | 1986 |
|
SU1369898A1 |
| Установка для сушки табака в плотной массе | 1982 |
|
SU1128895A1 |
фигЗ
.4.
N V4X4 4VVV4 W V4V4VS
ВНИИПИ Заказ 1126/51
иы.е
Тираж 635 Подписное
Филиал ШШ Патент, г. Ужгород,, ул. Проектная, 4
| Альбом оборудования окрасочных цехов | |||
| М.: Химия, 1975, с | |||
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
