Изобретение относится к обработке деталей методом поверхностного пластического деформирования и может быть использовано при изготовлении коленчатых валов.
Цель изобретения - повышение произ- водитепьности обработки путем автоматизации подвода и закрепления на шейке коленчатого вала трехроликовой головки.
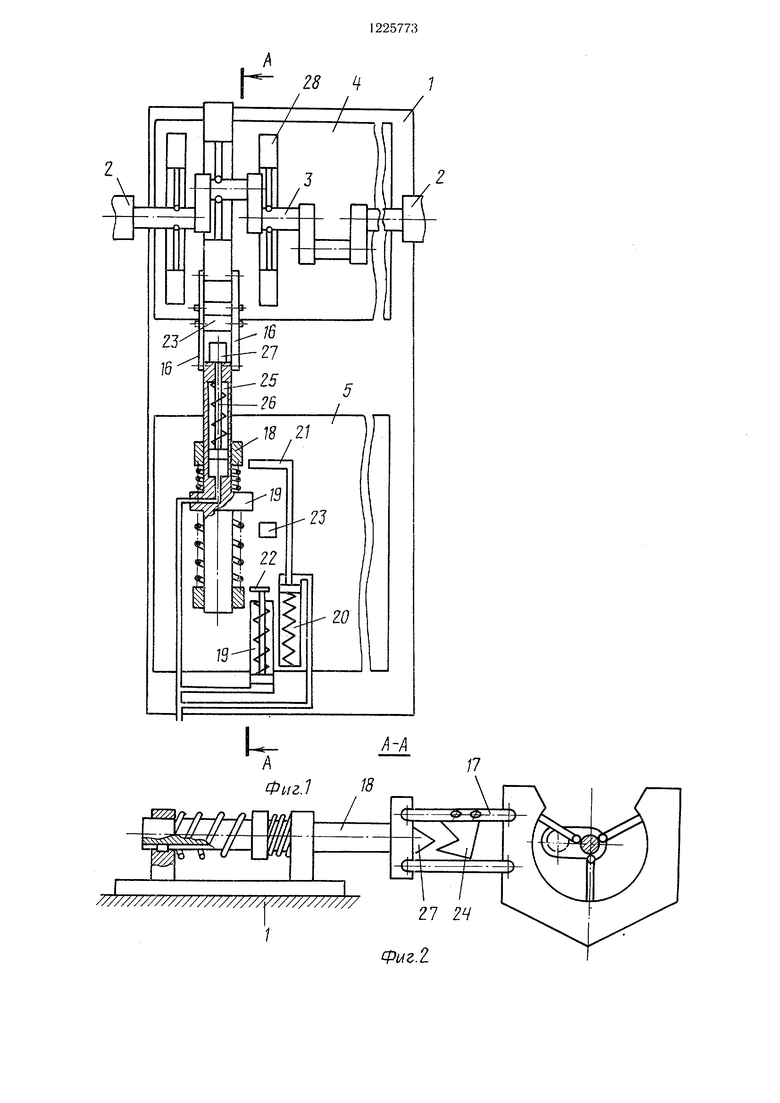
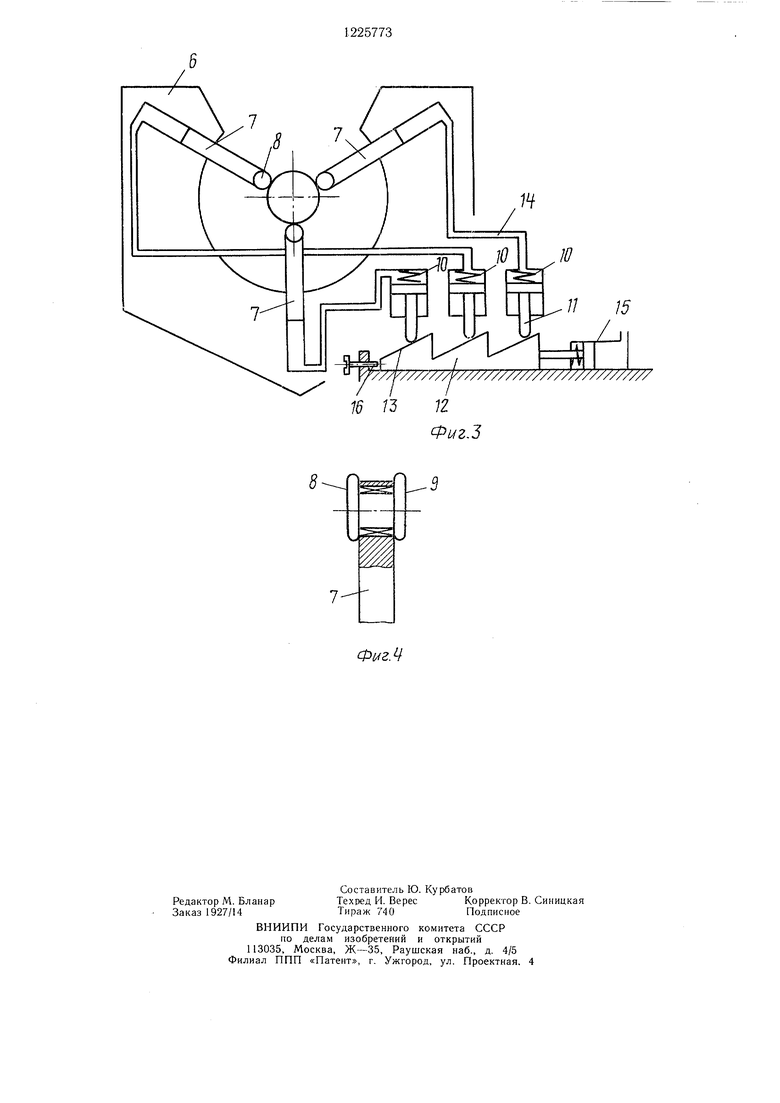
На фиг. 1 изображен станок, план; на фиг. 2 - разрез А-А на фиг. 1; па фиг. 3 - устройство создания давления; на фиг. 4 - гидроцилиндр, разрез.
C j anoK содержит станину 1, на которой смонтированы приводные центры 2 для установки коленчатого вала 3 и два суппорта 4 ,и 5 продольной подачи. На суппорте 5 размещены трехроликовые головки для обработки коренных шеек коленчатого ва- Число головок равно количеству ко
л а
ренных шеек. Трехроликовая головка содержит вьпюлненный в виде скобы корпус б. На корнусе установлено три гидроцилиндра 7, на каждом штоке которого помешены деформирующие ролики, вынолпенные в виде двух дисков 8 и 9, закрепленны.х на вращающейся оси. Каждый из гидроциликдров неремещепия деформирующих роликов соединен с устройством создания давления, выполненным в виде набора гидроцилиндров 10, количество которых равно количеству гидро- цилиндров перемещения деформирующих роликов. Каждый шток 11 гидроцилиндра 0 установлен упруго и взаимодействует с копиром 12, число клиновых выступов 13 которого равно количеству гидроцилиндров радиального перемещения деформирующего ролика. Порщневые полости гидроцилиндров и гндроцилипдров радиального перемещения деформирующих головок соединены трубопроводом 14. Копир 12 установлен с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном оси П1тока i 1 гндроцилипдра. Пере- мец;енне копира осуществляется гидроцилиндром 15, ход которого ограничен винтом 16.
Трехроликовая головка с помощью направляющих, выполненных в виде рычажного параллелограмма 17, смонтирована с возможностью самоустановки по шейке коленчатого вала на подвижном элементе механизма подвода трехроликовой головки. Подвижный элемент выполнен в виде унру- го установленного в радиальном направлении направляющей 18. Механизм подвода трехроликовой головки содержит два гидроцилиндра 19 и 20, штоки которых упорами 21 и 22 соответственно периодически взаимодействуют со щтоком-направляю- щей 18 I регулируемым упором-ограничителем 23.
Механизм фиксации трехроликовой головки относительно щтока-направляюпгей 8 ВЕ)1- полнен в виде упора 24 с клиновым пазом и гидроцилиндра 25, установленного на
0
5
5
штоке-направляющей 18. На штоке 26 гид- ропилиндра 25 выполнен двусторонний клин 27 для взаимодействия со стенками клинового паза упора 24, закрепленного на одном из рычагов упруго установленного рычажного параллелограмма 17. На суппорте 4 помещены рабочие головки 28 для обработки коренных шеек коленчатого вала 3.
Станок работает следующ,им образом.
Перед установкой на станок коленчатый вал 3 ориентируется так, что его шатунные шейки находятся в определенном положении по углу поворота относительно горизонтальной плоскости. Упор 24 уста- павливают па рычаге рычажного параллелограмма 17 так, что при вводе в его клиновой паз щтока 26 Трехроликовая головка опускается или поднимается на высоту шатунной . Установкой упора 24 задается положение трехроликовой головки в горпзоптальной плоскости. Подается рабочая жидкость в -идроцилипдр, шток 26, выдвигаясь своим двусторонним клином 27, взаимодействует с клиновым пазом упора 24. Трехроликовая головка зани.мает положение напротив обрабатываемой шатунной шейки.
Далее рабочая жидкость поступает в гидроцилиндры 19 и 20, которые упорами 21 и 22 штоков устанавливают шток-направляющую относительно упора-ограничителя 23, переме1цая трехроликовую головку в за- дапное исходное положение. Сливается жидкость из полости гидроцилиндра 13,копир 12 О смещается влево, поршни гидроцилипдров 10 опускаются, щтоки 7 втягиваются. При установке коленчатого вала на станок его шатунные шейки входят в корпус 6 трехроликовой головки. Коленчатый вал закрепляется в центрах 2. Подается давление в - 1К}лость гидроцилиндра 15, клиновые выступы 13 копира 2 гюднимают поршни гидроцилиндров 10, штоки 7 выдвигаются и зажимают шейки коленчато1-о вала. Штоки 7 центрируют трехроликовую головку по шатунным идейкам. Полости гидроцилиндров 19, 20 и 25 соединяются с системой атива, шток 26 отводится, отводятся и упоры 21 и 22.
0
5
0
Трехроликовая головка получает возможность качаться совместно с шатунной шейкой. Центр 2 приводится во вращение относительно коренных шеек. Продольная подача головок производится суппортами 4 и 5. При различной длине коренных и шатунных шеек для их одновременной обработки устанавливаются различные подачи суппортов 4 и 5 за один оборот. Так для шеек большей длины устанавливается необходимая по условиям обработки подача, для шеек меньшей длины - меньшая подача из расчета одновременного окончания обработки. Регулировка окончательного диаметра обработки производится устапов- кой упора 16.
l 28 1
I/,/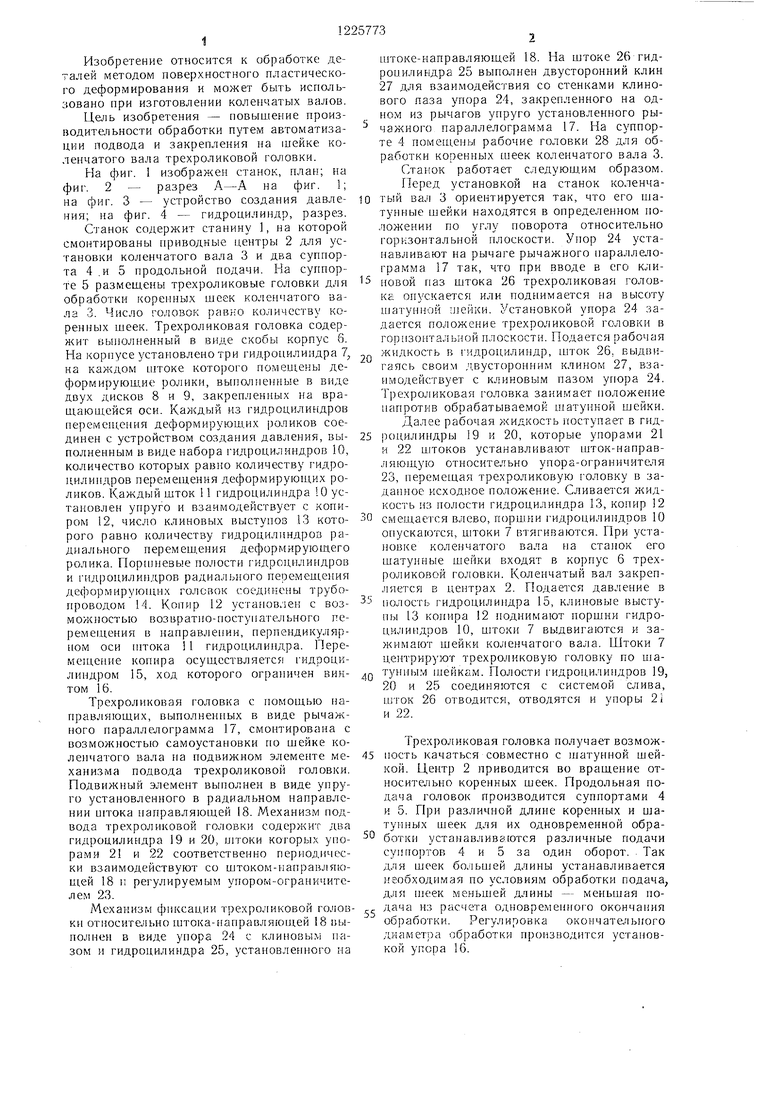
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕНЧАТЫХ ВАЛОВ | 1971 |
|
SU295598A1 |
| Устройство для шлифования шеек коленчатого вала | 1983 |
|
SU1144853A1 |
| Устройство для финишной обработки шатунных шеек коленчатых валов | 1976 |
|
SU657979A1 |
| Автоматическая линия для балансировки коленчатых валов | 1984 |
|
SU1221520A1 |
| Станок для обработки шеек крупногабаритных коленчатых валов | 1975 |
|
SU572369A1 |
| ШЛИФОВАЛЬНЫЙ МНОГОЦЕЛЕВОЙ СТАНОК И СПОСОБ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ МНОЖЕСТВА ШЕЕК КОЛЕНЧАТОГО ВАЛА | 2008 |
|
RU2470758C2 |
| Устройство для суперфиниширования шеек коленчатого вала | 1973 |
|
SU649557A1 |
| Станок для упрочнения галтелей коленчатых валов пластическим деформированием | 1972 |
|
SU450705A1 |
| Станок для обработки коленчатого вала | 1974 |
|
SU649558A1 |
ffHHl
LJL
g- t/-LJ
/////////////////////77//////////////
/5
T///y///////l /////7/ /7///////////////////
16 /3 72
Фиг.З
Составитель Ю. Курбатов
Техред И. ВересКорректор В. Синицкая
Тираж 740Подписное
ВИИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная. 4
.
| Устройство для одновременного или последовательного упрочнения галтелей коренных и шатунных шеек коленчатых валов | 1975 |
|
SU543508A2 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
