11
Изобретение относится к черной и цветной металлургии, и может быть использовано в непрерьгоных прокатных станах,, а также в тянуще-правильных устройствах перемещения заготовок в машинах непрерывного и полунепрерывного литья.
Цель изобретения - уменьшение металлоемкости и повышение точности . прокатки.
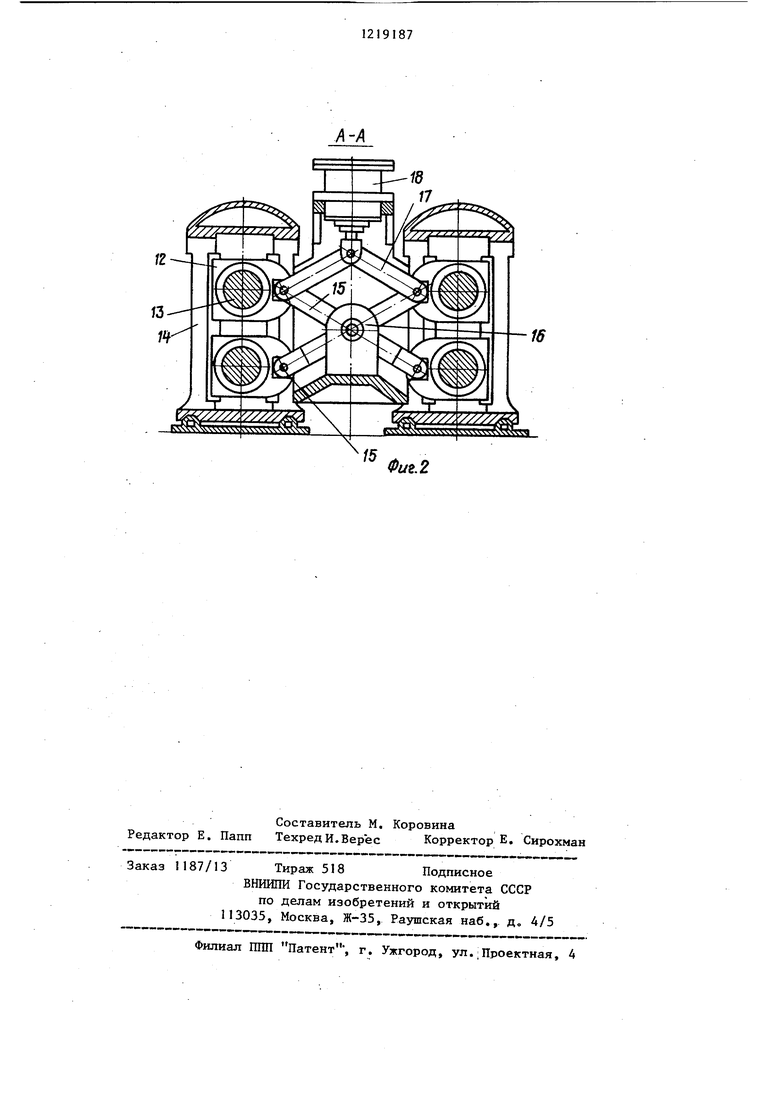
На фиг. 1 схематически изображен непрерывный прокатный стан; на фиг. 2 - разрез А-А на фиг. 1.
Непрерывный прокатный стан (фиг. 1 имеет рабочие клети 1-6 (число их может быть и иным) с двигателями 7 и редукторами 8. Между соседними рабочими клетями установлены нажимные устройства 9-11, каждое из которых обслуживает две клети,
В нажимных устройствах (фиг. 2) подушки 12 рабочих валков 13 установлены с возможностью перемещения в направляющих станины 14 на рычагах 15, имеющих общую ось 16 поворота. Указанные рычаги через шарниры и тяги 17 соединены с нажимным и нагружающим устройством 18 (гидроцилиндром).
При настраивании рабочей клети на размер необходимый раствор рабочих валков 13 устанавливается перемещением подутпек 12 с помощью рычаго 15 и тяг 17 от нажимного и нагружающего устройства 18.
При-работе рабочие валки сохраня-- ют установленный раствор до тех пор, пока усилие прижима валков находится в пределах установленного. При возрастании этого усилия (утолщение на слитке) раствор изменяется до установленного предела. Зазор между валками изменяется, не нарушая положения общей оси прокатки. Симметричное изменение зазора рабочих валков позволяет плавно выравнивать режим их работы, тем самым повышая надежность работы рабочих клетей и повьшая точность прокатки.
Кроме того, точность прокатки по- вьшается за счет снижения продольной разнотолщинности, вызванной локальными утолщениями или переохлажденными участками на деформируемой
1872
заготовке. Если в месте контакта с роликом рольганга возникает участок повышенной прочности и толщины (с более низкой температурой), то при
5 прохождении, например, клети 3 ее валки 13 могут раздвинуться, что приводит к увеличению раствора валков и в соседней клети 4о Поэтому усилие в клети 4 уменьшается и воз-
0 растает доля усилия, создаваемого устройством 18, приходящаяся на долю валков клети 3. При значительном утолщении заготовки, в случае прохождения этого участка через валки
15 данной клети, валки соседней клети могут настолько переместиться, что их контакт с заготовкой нарушается и все усилие нагружающего устройства действует на валки первой клети.
20 Предлагаемая конструкция характерна тем, что усилие предварительного нагружения приложено через общее нажимное и нагружающее устройство к двум рабочим клетям. Автоматически
25 обеспечивается такое перераспределение этого усилия, что большая ее доля приложена к той паре вгшков, в которой деформируется более утолщенный участок заготовки, что значитель30 но уменьшает разнотолщинность и по- BbmiaeT точность прокатки. Если происходит поломка одной пары валков, то все усилие прилагается к второй паре и можно будет закончить разлив35 ку данной плавки и перемещение слитка на машине непрерывного литья. Перегрузка клетей в конструкции исключена за счет обеспечения.предельной силы цилиндром 18 (фиг. 2) и расчетом
40 на прочность всех элементов клети именно на это усилие. В тянущих клетях машин непрерывного литья заготовок, где обжатия малы (2-4 мм) можно установить валки соседних клетей в
45 одинаковом относительно оси прокатки , положении, но валки второй (по ходу лрокатки) клети выполнить большего диаметра, что обеспечит нужное соотношение обжатий.
50 Использование предлагаемого устройства позволит уменьшить металлоемкость оборудования и повысить точность прокатки.
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧАЯ КЛЕТЬ ПЛАНЕТАРНОГО ПРОКАТНОГО СТАНА | 2015 |
|
RU2593551C1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ (ВАРИАНТЫ) | 2005 |
|
RU2281817C1 |
| Способ горячей прокатки заготовок | 1978 |
|
SU825211A1 |
| СТАН ДЛЯ ПРОКАТКИ ТОНКИХ ЛЕНТ | 1993 |
|
RU2082513C1 |
| Способ производства сварных труб | 1986 |
|
SU1433521A2 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| Стан для прокатки непрерывного слитка | 1975 |
|
SU588697A1 |
| Способ деформации полосы и прокатный стан для его осуществления | 1988 |
|
SU1600871A1 |
| Устройство для измерения жесткости рабочей клети прокатного стана | 1990 |
|
SU1722629A1 |

Составитель М, Коровина Редактор Е. Папп Техред И.Верес Корректор Е. Сирохман
1187/13 Тираж 518 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д, 4/5
Филиал ШШ Патент , г. Ужгород, ул.: Проектная, 4
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ | 0 |
|
SU373039A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Прокатная клеть с гидравлическим нажимным устройством | 1982 |
|
SU1126345A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
