1
Изобретение относится к прокатному производству, а именно к средствам управления вспомогательными механизмами прокатных станов, может быть использовано на непрерывных и реверсивных станах -холодной прокатки, в частности при прокатке сваренных встык полос, предназначено для регулирования угла входа полосы в рабочие валки и является усрвер- шенствованием известного устройства описанного в авт, св. № 1026871. Цель изобретения - повьппение надежности работы стана путем уменьшения количества порьшов полос.
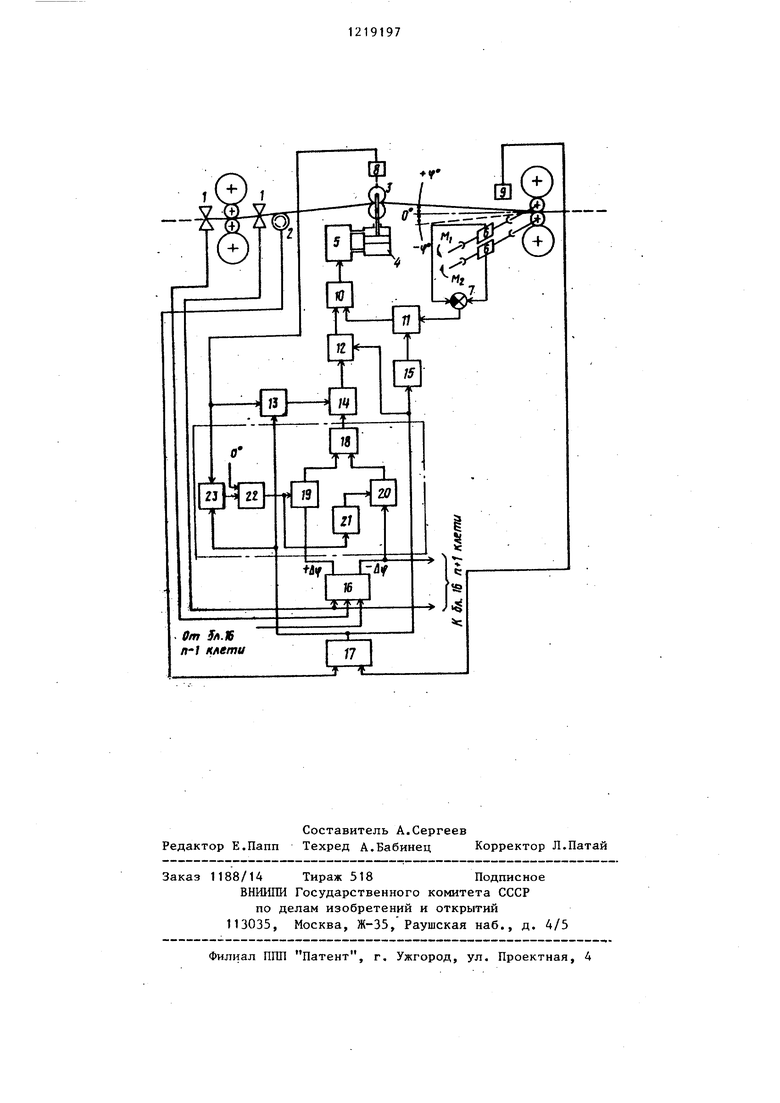
На чертеже представлена функциональная схема предлагаемого устройсва для регулирования угла входа полосы в клеть непрерьшного прокатного стана (для одного межклетевого промежутка).
. Устройство содержит измерители 1 толщины полосы, датчик 2 скорости полосы, направляющие ролики 3 для изменения угла входа полосы в клеть привод А перемещения опоры направляющих роликов, блок 5 управления приводом перемещения опоры направляющих роликов, датчики 6 моментов, блок 7 сравнения, датчик 8 положе-. ния опоры направляющих роликов, датчик 9 индикации сварного шва, элемент ИЛИ 10, первый ключ 11, второй ключ 12, управляемьш измеритель 13 перемещения опоры направляющих роликов, регулятор 14 положения опоры направлякнцих роликов, инвертор 15, блок 16 вычисления приращения угла входа полосы в валки, блок 17 управления.
Устройство дополнительно содержи
о. второй логический, элемент ИЛИ 18, третий и четвертый ключи 19 и 20 со ответственно, вторые инвертор 21 и компаратор 22, управляемые запо- минаю1цие блоки 23 по числу клетей, при этом выходы датчика 8 положения опоры направляющих роликов дополнительно подсоединен к входу управляемого запоминакяцего блока 23, другой управлянщий вход которого соединен с выходом блока 17 управления, а выход через компаратор 22 подсоединен к управляющему входу третьего ключа 19 и через второй инвертор 21 - к управляющему входу четвертого ключа 20, .причем прямой и инверсный выход бло2191972
ков 16 вычисления приращения угла входа полосы соответственно через третий и четвертые ключи 19 и 20 и второй логический элемент ИЛИ 18
5 подсоединены к входу регулятора 14 положения опор роликов.
Устройство работает следующим образом.
В исходном состоянии (когда
10 осуществляются прокатки участков полосы, свободных от швов).первый управляемый ключ 12 закрыт, а второй управляемьш ключ 11 открыт. Через ключ 11 по входу блока 5
15 управления приводом 4 опоры направляющих роликов 3 подсоединен выход блока 7 сравнения моментов Mj и М- верхнего и нижнего валков клети стана. При этом устройство
20 работает на поддержание токового угла q входа полосы в клеть, при котором моменты на шпинделях Mj и Мг были бы равны между собой (М,М2).
25 При прохождении шва в зоне индикации датчика .9, установленного перёд клетью, последний срабаты- вает и сигнал о наличии шва посту- пает в блок 17 управления, где фор3Q мируется время задержки 2,
L
V
- t,
где L - расстояние от датчика 9 шва
до клети, м ,
V - скорость прокатки, м/с; t - среднее время отработки
перемещения Д S опор роликов для дополнительного из мерения Ai угла входа полосы в клеть, с.
После окончания , на выходе блока 17 управления появляется сигнал логической единицы, который открывает ключ 12, через инвертор 15 закрьшает ключи 11 и сбрасывает в . нуль управляемый измеритель 13 пере- меще ния. Одновременно блок 17 управления начинает формировать следуннцую временную задержку 2.
К блоку 5 управления приводом 4 опоры роликов 3 вместо выхода блока 7 сравнения моментов через логи- .ческий элемент ИЛИ 10 и ключ 12 под- 55 соединяется выход регулятора 14 положения.
В этот момент времени управляемьй запоминающий блок 23 запоминает
положение опоры направляющих роликов по команде на его управляющий вход, поступившей с блока 17 управления.
Запомненное значение положения опоры направляющих роликов 3 сравнивается в компараторе 22 с положением направляющих роликов, соответствующим нулевому значению угла входа полосы в клеть.
Если разность положительна, то открывается третий ключ 19 и на вход регулятора 14 положения опоры направляющих роликов поступает сигнал задания с прямого выхода блока 16 вычисления приращения угла входа . полосы в валки. Если же разность отрицательна, то открьшается четвертый ключ 20 и на вход регулятора 14 положения опоры направляющих роликов поступает сигнал задания с инверсного выхода блока 16 вычисления приращения угла входа полосы в валки.
Таким образом, на одном входе регулятора 14 имеется сигнал, -про- порциональный требуемому дополнительному перемещению опоры роликов, а на другом - сигнал, пропорциональный величине фактического пере- мещения. Последний снимается с выхода управляемого измерителя 13 перемещения. В началын 1Й момент позиционирования он равен нулю. Привод 4 включается и перемещает ролики 3, установленные перед клетью на необходимую величину. Когда заданное перемещение становится равным фактическому, привод 4 отключается.
/После окончания второй временной задержки 2 , которая учитывает время прохождения участка шва через очаг деформации, на выходе блока 17 управления появляется сигнал логического нуля. Ключ 12 закрывается, а ключ11 открывается. К блоку 5 управления приводом 4 через логический элемент ИЛИ 10 и ключ 11 подсоединяется выход блока 7 сравнения моментов на шпинделях рабочих валков клети.
Привод 4 устанавливает ролики 3 в такое положение, при котором
10
ts
20
25
219197
моменты на шпинделях рабочих валков становятся одинаковыми.
Аналогично устройство срабатывает при прохождении участка свар- 5 ного шва через все клети.
Устройство может найти применение на непрерывных и реверсивных станах холодной прокатки. В последнем случае направляющие ролики с приводом перемещения опор системой управления приводом и датчиками устанавливают перед клетью и за ней.
Величину дополнительного изменения угла входа полосы, которая задается блоком 5 управления приводом 4, вычисляют в одном блоке 16 вычисления приращения угла входа полосы в валки для каждого пропуска. Для этого в устройстве необходимо использовать информацию о толщине полосы перед и за клетью в каждом проходе.
Применение устройства позволит повысить надежность работы стана путем уменьшения количества полос за счет перемещения направ- лякшщх роликов в направлении, умень- шакадем натяжение полосы при прохождении сварного шва.
Благодаря этому, дополнительно по сравнению с основным изобретением уменьшится расход прокатных валков, уменьшится количество простоев, а следовательно, увеличится производительность прокатного шва.
Дополнительная эффективность предлагаемого устройства состоит в том, что оно позволяет уменьшить материалоемкость и повысить быстродействие привода перемещения опор направлякищх роликов. Это достигается тем, что в предлагаемом устройстве вертикальная составляющая натяжения полосы, в отличие от известного, всегда является активной силой, направленной в сторону необходимого дополнительного перемещения опор роликов. Поэтому необходимая установочная (номинальная) мощность механизма перемещения и его привода, а значит, и материалоемкость могут быть понижены.
30
35
40
45
50
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования угла входа полосы в клети непрерывного прокатного стана | 1982 |
|
SU1026871A1 |
| Устройство управления прокатным станом | 1985 |
|
SU1268230A2 |
| Устройство для регулирования давлений при прокатке сваренных встык полос | 1981 |
|
SU969343A1 |
| Устройство автоматического регулирования профиля прокатываемой полосы | 1974 |
|
SU880530A1 |
| Устройство управления подачей эмульсии на многоклетевом стане | 1982 |
|
SU1047564A1 |
| Устройство управления приводом нажимных винтов клети прокатного стана | 1981 |
|
SU984532A1 |
| Устройство для управления профилированной прокаткой заготовки в прокатной клети толстолистового стана с гидравлическим нажимным устройством | 2022 |
|
RU2786648C1 |
| Устройство для регулирования толщины полосы на входе непрерывного прокатного стана | 1979 |
|
SU900903A1 |
| Устройство регулирования толщины полосы на непрерывном прокатном стане | 1979 |
|
SU865457A1 |
| Устройство регулирования натяжения полосы | 1981 |
|
SU939150A1 |
| Устройство для регулирования угла входа полосы в клети непрерывного прокатного стана | 1982 |
|
SU1026871A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
