Изобретение относится к прокатному производству и может бить использовано в приводах кантователей проката, работающих на заготовочных и крупносортных стана.х.
Известен кривошипно-шл.хунный механизм подъема и опускания крюков кантователя проката с шатуном, выполненным из двух частей, соединенных между собой предохранительными палк 1Хами, В этом механизме шатун работает на сжатие при подъеме крюков и на растяжение - при опускании крюков в исходное положение.
Для защиты кантователя при превышении допустимых нагрузок, действующих на крюки, предохранительные пальцы срезаются П . ,
Недостатком этой Конструкции является частое срезание предохранительных пальцев, что вызывает простои стана и приводит к увеличению трудозатрат на замену и изготовление новых пальцев.
Кроме того, в предохранительных Псшьцах в процессе работы кантователя накапливаются усталостные повреждения, что нередко вызывает их разрушение при нагрузках, не превышающих допустимые.
Наиболее близким по Технической сущности к предложенному является кривошипно-шатунный механизм с шатуном, выполненным в виде двух параллельно установленных предохранительных стержней. При этом кривошипношатунный механизм может быть использован как предохранительный механизм L23 .
10
При максимальном расстоянии между стержнями шатун имеет сечение, обладающее максилу1альным моментом инерции..В этом случае шатун передает максимальное усилие без изгиба стержней.
15 При уменьшении расстояния между стержнями момент инерции уменьшается и передача максимального усилия будет вызывать продольный изгиб стержней. В случае возникновения на по.лзуне
20 усилий, превышающих заданное, шатун не будет работать вследствие потери устойчивости стержней и предохранит устройство от перегрузок. .
Недостаток кривошипно-шатунного
25 механизма.состоит в том, что он не обеспечивает возможность работы шатуна без разрушения после потери устойчивости стержней и, того, в наличии в механизме специального
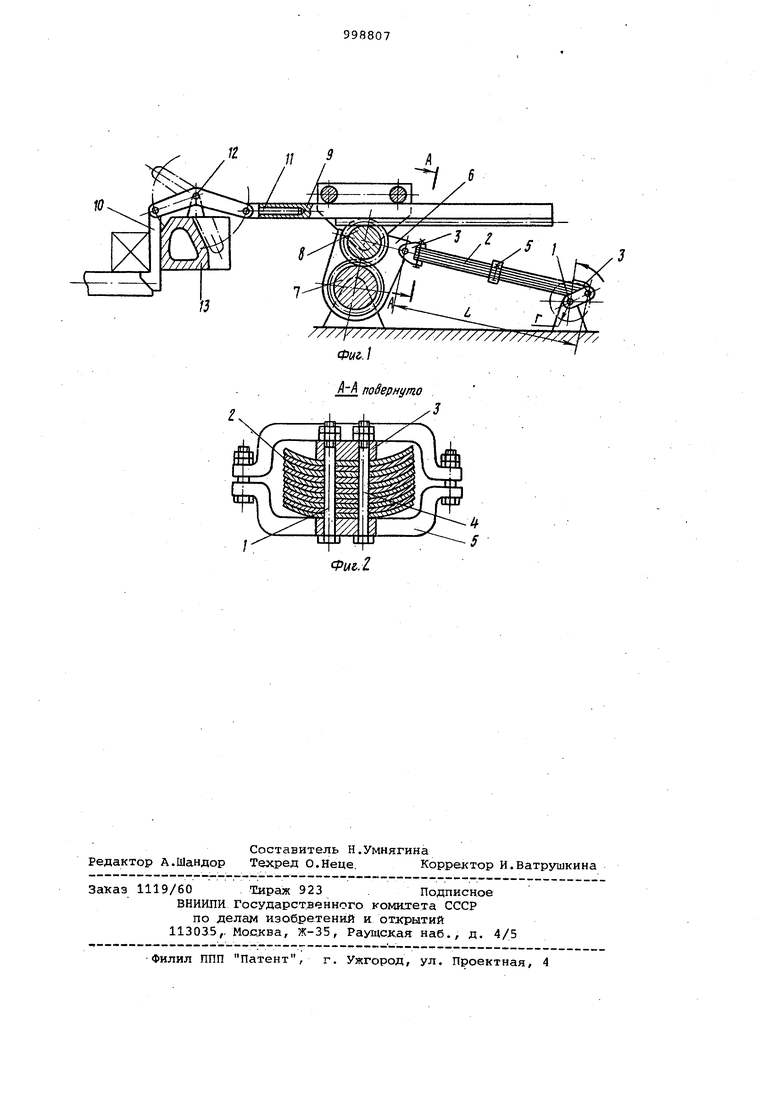
30 устройства, изменятацего расстояние между стержнями с целью регулировани момента инерции шатуна. Целью изобретения является обеспечение сг1мовосстановления работоспо собности механизма после, перегрузки Поставленная цель достигается тем что в кривошипно-шатунном механизме преимущественно в приводах кантователей проката, с шатуном в виде пред хранительных стержней, стержни набраны в пакет, плоскость наименьшей жесткости которого совмещена с плоско тью механизма, и выполнены пологого открытого тонкостенного профиля. Такое конструктивное -выполнение механизма позволяет обеспечить защит кантователя от перегрузок и автоматическое восстановление его работоспособности мгновенно после устранения причины перегрузки. Кроме того/ выполнение стержней пологого профиля позволяет даже при небольшой массе шатуна значительно повысить его несущую способность, вследствие их упругой деформации в закритической области с депланацией этих сечений в прямоугольные, а бла годаря большей стреле выпучивания стержней обеспечивается полный оборо кривошипа при заклинивании ведомого звена, что исключает необходимость сигнализации при перегрузке кантователя. На фиг.1 изображен кривошипнокатунный механизм, предназначенный для кантователя, встроенного в манипулятор обжимного стана; на фиг.2 разрез А-А шатуна на фиг.1. Кривошипно-шатунный механизм кан тователя, встроенного в манипулятор обжимного стана, содержит кривошип ишатун в виде предохранительныхстерж жней 2 пологого .открытого тонкостен ного профиля, набранных в пакет, ко торый своими торцами упирается в го ловки 3 шатуна и защемлен в них при помощи болтов 4, плоскость наименьшей жесткости которого совмещена с плоскостью механизма, при этом площадь поперечного сечения пакета долж на быть равной следующему соотношению: (2L г - г ) Р l U262j где Е - модуль упругости материсша стержней, кг/мм - ; L - длина шатуна, г - радиус кривсмиипа, мм, Р - предельно допустимая нагруз на шатун, кг; (j - предел упругости материала стержней, кг/мм . З,3 - наименьшие моменты инерции стержней, соответственно по гого и равновеликого прямоугольного профиля той же тол щины, мм. Это соотношение получено из условия достижения максимальными напряжениями в стержнях открытого профиля при -ИХ наибольшем изгибе в кривошипно-шатунном механизме предела упругости материала ё . Все стержни пакета для обеспечения прогиба в одну сторону Стянуты хомутом 5, установленным на середине длины пакета с возможностью изменения (выпрямления ) профиля поперечного сечения стержней. ОДна из головок шатуна связана с корпусом 6 дифференциально-планетарного редуктороа, поворотного относительно оси ведомой шестерни 7 редуктора, планетарная шестерня 8 которого находится в зацейлении с реечной штангой 9 нантователя с кантующими крюками 10, шток 11 которой шарнирно связан с поворотным -валом 12 кантователя, установленным на линейке 13 манипулятора. Кантователь работает следующим образом. При перемещении линейки 13 манипулятора с той же скоростью перемещается реечная штанга 9 за счет вращения планетарнойшестерни 8 ведомой шестерней 7, вращакяцейс.я от привода манипулятора (не показан ), т.е. поворотный вал 12 с крюками 10 не вращается. Для кантовки проката включается привод кривошипно-шатунного механизма (не показан ), коленчатый вал которого совершает полоборота и через шатун в виде предохранительных стержней 2 пологого открытого профиля поворачивает корпус 6 дифференциальнопланетарного редуктора влево. При этом планетарная шестерня 8, обкатываясь на ведомой шестерне 7, перемещает вперед (влево) реечную штангу 9, реечная штанга через шток 11 воздействует на рычаг поворот-ного вала 12, при этом кантующие крюки 10 поднимаются, кантуя прокат. При опускании крюков в исходное положение вал кривошипно-шатунного механизма совершает вторую половину оборота, при этом корпус редуктора и реечная штанга перемещаются вправо, а вал под действием сил тяжести рычагов с. крюками возвращается в исходное положение. При подъеме крючков шатун работает на сжатие, при этом усилие передается от головки к головке через.торцы пакета стержней, характеристика которого обеспечивает передачу рабочих нагрузок без потери устойчивости пакета, т.е. шатун работает как монолитный жесткий элемент. В случае, когда при подъеме крюков усилие кантовки превышает допустимое, например, . при кантовке проката,, защемленного между линейками манипулятора, пакет стержней в шатуне теряет устойчивость прогибается и тем действующие на .кантователь усилияостаются в пределах допустимых. Благодаря прогибу пакета в плоскос ти качания шатуна исключается возможность перекоса и защемления головок шатуна на коленчатом налу и- оси шармира корпуса редуктора. Если причина перегрузки не устраняется в течение всего цикла кантовки коленчатый вал все равно совершает полный оборот, при этом на первой по.лрвине оборота стрела прогиба пакета стержней достигает максимума, а на . второй половине оборота.стержни выпрямляются. В случае устранения причины -перегрузки в течение первой половины цикла вращения коленчатого вала(например, при разведении линеек) кантовка может быть осуществлена при выпрямлеНИИ стержней за счет накопленной в .них потенциальной энергии деформации При возникновении перегрузки во время опускания кантующих крюков (например, при упоре крюков в прокат, находящийся между линейками) крюки останавливаются, а реечная штанга под действием привода продолжает передвигаться вправо, перемещаясь по штоку, тем самым разрывается силовая связь между крюками и приводом, что исключает поломку кантователя. . устранения причины перегрузки крюки опускаются в исходное положение под действием силы тяжести. При этом бл.агодаря тому,, что длина штока превышает ход штанги, автоматически восстанавливается силовая связь крюков с приводом кантователя. Таким образом, предлагаемая конструкция кантователя обеспечивает за Тйиту кантов;ателя от перегрузок и автоматическое восстановление его рабо тоспособности практически мгновенно после устранения причины перегрузки. Использование предлагаемого кривошипно-шатунного механизма в кантователях проката приводит к сокращени .продолжительностипростоев стана при перегрузке кантователя и, тем. самым к поввлиенйю производительности стана к ликвидации трудозатрат на восстановление работоспособности кантователя после перегрузки , к облегчению условий работы оператора. В среднем на каждазй обжимный стан приходится около 4-х часов простоя в год из-за срезания предохранительных пальцев, .трудозатраты на восстановление работоспособности составляют около 8 человеко-часов, расход пальцев - около 1.т. Принимая часовую производительность блюминга около 750 т/ч и расхо№3 по пределу одной тонны проката 5,5 руб/т, находим, что годовая экономия текущих затрат за счет увеличения производительности стана при использовании предлагаемого изобретения составит 8250 руб. на одном стане. С учетом сокраЕ ения трудозатрат на ремонты, изготовление новых пальцев, и ликвидацию расхода материала на них,годовая экономия эксплуатационных издержек составит около 9000 py6t Отсюда, ожидаемый гарантированный экономический эффект в народном хозяйстве, определяе№:1й по известной формуле с учетом капитальных .затрат на новое оборудование, составит по одному стану около 35000 руб. в год. Формула изобретения Кривошипно-шатунный механизм, преимущественно в приводах кантователей проката, с шатуном в виде предохрани- тельных стержней, отличающийс я тем, что, с целью обеспечения самовосстановления работоспособности механизма после перегрузки, стержни набраны в пакет, плоскость наименьшей жесткости которого совмещена с плоскостью механизма, и выполнены пологого открытого тонкостенного профиля. Источники информации, принятые во внимание при экспертизе 1.Целиков А.И. и Смирнов В.В. . Прокатные станы. М., Метуллургиздат, 1958, с.350, рис.419. 2.Авторское свидетельство СССР №227811, кл. F 161:35/00, 1967.
повернуто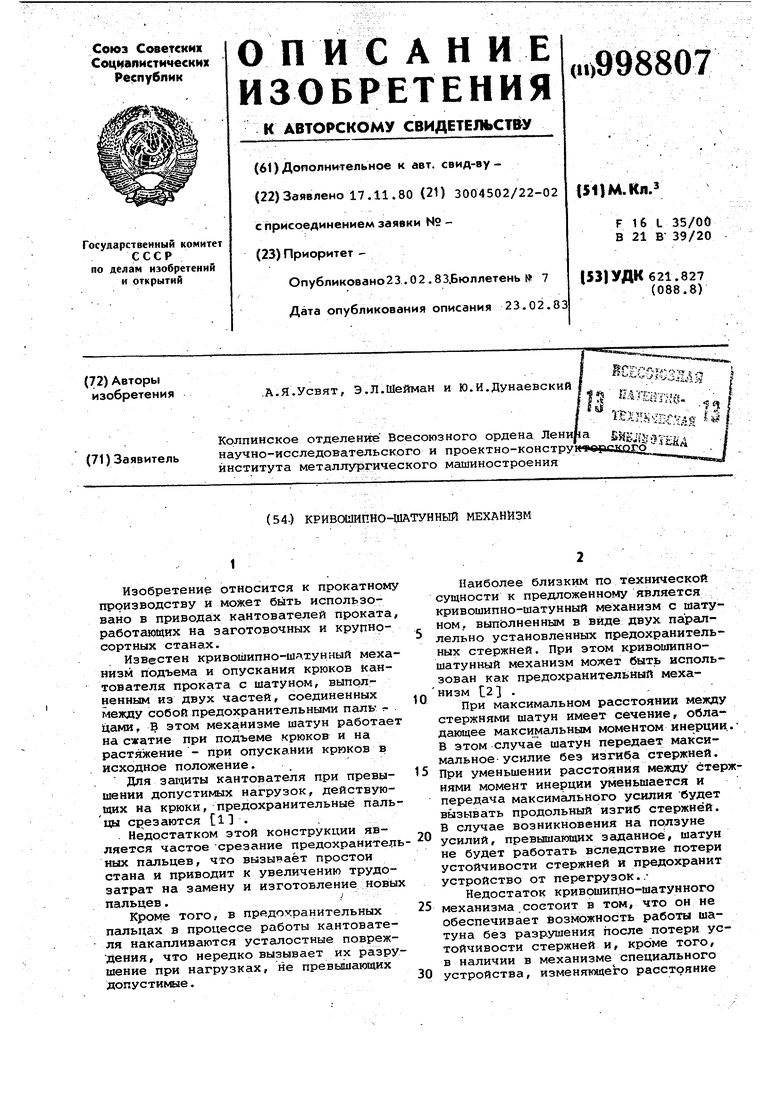
| название | год | авторы | номер документа |
|---|---|---|---|
| Манипулятор с кантователем обжимного прокатного стана | 1982 |
|
SU1217517A1 |
| МАНИПУЛЯТОР —КАНТОВАТЕЛЬ ОБЖИМНОГО ПРОКАТНОГО СТАНА | 1972 |
|
SU327954A1 |
| КАНТОВАТЕЛЬ МАНИПУЛЯТОРА | 1968 |
|
SU217338A1 |
| Манипулятор с кантователем | 1982 |
|
SU1219198A1 |
| Манипулятор с кантователем к обжимному стану | 1936 |
|
SU51014A1 |
| Манипулятор-кантователь обжимного прокатного стана | 1982 |
|
SU1044368A1 |
| Кантователь сортового проката | 1981 |
|
SU997885A1 |
| Кантователь прямоугольного проката | 1980 |
|
SU933152A1 |
| Кантователь труб | 1990 |
|
SU1726082A1 |
| Цепевязальный автомат | 1990 |
|
SU1776198A3 |