1
Изобретение относится к машиностроению и может быть использовано в гибких переналаживаемых производственных: комплексах из станков с ЧПУ.
Цель изобретения - расширение тех нологических возможностей системы.
Поставленная цель достигается обеспечением возможности обслуживания одной транспортно-накопительной системы комплекса из станков с ЧПУ, имеющих сменные приспособления- спутники различных типоразмеров.
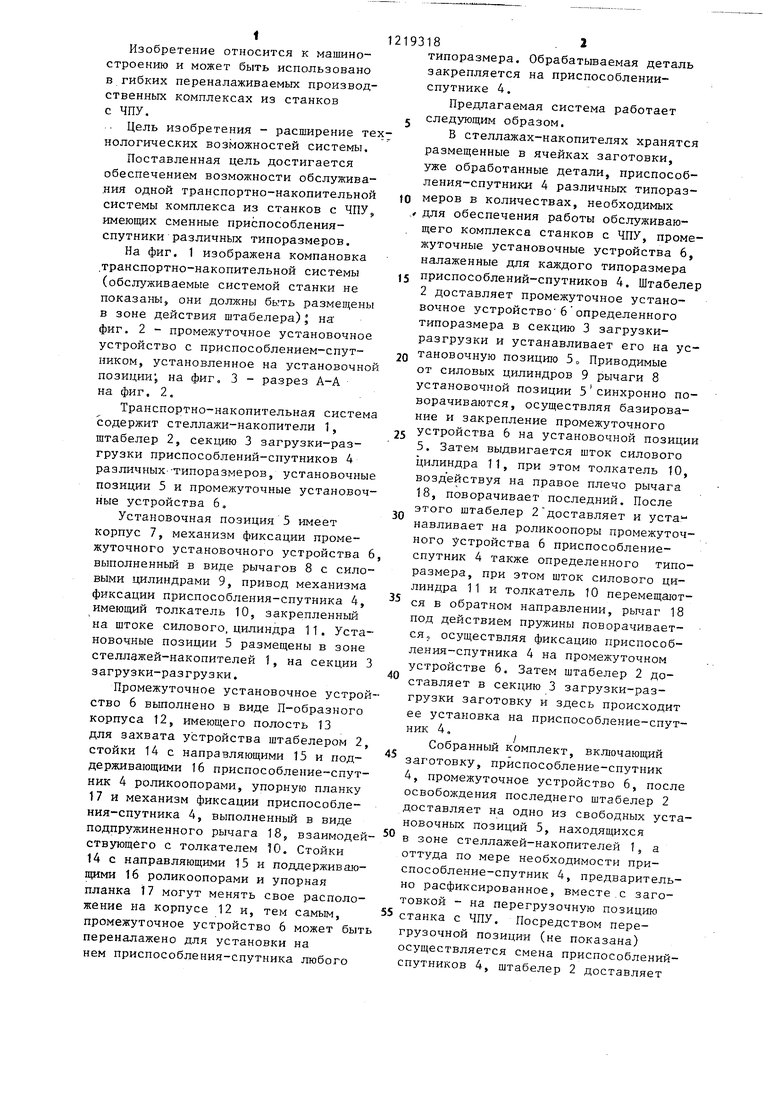
На фиг. 1 изображена компановка .транспортно-накопительной системы (обслуживаемые системой станки не показаны, они должны быть размещены в зоне действия штабелера) , на фиг. 2 - промежуточное установочное устройство с приспособлением-спутником, установленное на установочной позиции, на фиг о 3 - разрез А-А на фиг. 2.
Транспортно-накопительная система содержит стеллажи-накопители 1, штабелер 2, секцию 3 загрузки-разгрузки приспособлений-спутников 4 различных--типоразмеров, установочные позиции 5 и промежуточные установочные устройства 6,
Установочная позиция 5 имеет корпус 7, механизм фиксации промежуточного установочного устройства 6 выполненный в виде рычагов 8 с силовыми цилиндрами 9, привод механизма фиксации приспособления-спутника 4, имеющий толкатель 10, закрепленньш на штоке силового, цилиндра 11. Установочные позиции 5 размещены в зоне стеллажей-накопителей 1, на секции 3 загрузки-разгрузки.
Промежуточное установочное устройство 6 выполнено в виде П-образного корпуса 12, имеющего полость 13 для захвата устройства штабелером 2 стойки 14 с направляющими 15 и поддерживающими 16 приспособление-спутник 4 роликоопорами, упорную планку 17 и механизм фиксации приспособления-спутника 4, выполненньш в виде подпружиненного рычага 18, взаимодействующего с толкателем 10. Стойки 14 с направляющими 15 и поддерживающими 16 роликоопорами и упорная планка 17 могут менять свое расположение на корпусе 12 и, тем самым, промежуточное устройство 6 может быт переналажено для установки на нем приспособления-спутника любого
,
ь
10
20
25
219318
типоразмера. Обрабатьшаемая деталь закрепляется на приспособлении- спутнике 4.
Предлагаемая система работает J следующим образом.
В стеллажах-накопителях хранятся размещенные в ячейках заготовки, уже обработанные детали, приспособления-спутники 4 различных типоразмеров в количествах, необходимых для обеспечения работы обслуживающего комплекса станков с ЧПУ, промежуточные установочные устройства 6, налаженные для каждого типоразмера J5 приспособлений-спутников 4. Штабелер 2 доставляет промежуточное установочное устройство 6 определенного типоразмера в секцию 3 загрузки- разгрузки и устанавливает его на установочную позицию 5 о Приводимые от силовых цилиндров 9 рычаги 8 установочной позиции 5 синхронно поворачиваются, осуществляя базирование и закрепление промежуточного устройства 6 на установочной позиции 5. Затем выдвигается шток силового цилиндра 11, при этом толкатель 10, воздействуя на правое плечо рычага 18, поворачивает последний. После этого штабелер 2 доставляет и уста, навливает на роликоопоры промежуточного устройства 6 приспособление- спутник 4 также определенного типоразмера, при этом шток силового цилиндра 11 и толкатель 10 перемещаются в обратном направлении, рычаг 18 под действием пружины поворачивается j осуществляя фиксацию приспособления-спутника 4 на промежуточном устройстве 6. Затем штабелер 2 доставляет в секцию 3 загрузки-разгрузки заготовку и здесь происходит ее установка на приспособление-спутник 4,
Собранный комплект, включающий заготовку, приспособление-спутник 4, промежуточное устройство 6, после освобождения последнего штабелер 2 доставляет на одно из свободных установочных позиций 5, находящихся в зоне стеллажей-накопителей 1, а оттуда по мере необходимости приспособление-спутник 4, предварительно расфиксированное, вместе.с заготовкой - на перегрузочную позицию станка с ЧПУ. Посредством перегрузочной позиции (не показана) осуществляется смена приспособлений- спутников 4, штабелер 2 доставляет
30
35
40
45
50
55
приспособление-спутник 4 с готовой деталью на промежуточное устройство 6, с которого он до этого .снял приспособление-спутник с заготовкой. Затем, в зависимости от работы систе- мы, штабелер 2 доставляет этот комплект, но уже с готовой деталью.
12193184
на секцию 3 загрузки-разгрузки для смены детали на заготовку, либо для разборки.
Таким же образом происходит загрузка станков, имеющих приспособления-спутники 3 других типоразмеров.
Н

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный участок механической обработки деталей | 1980 |
|
SU921790A1 |
| Автоматизированный участок механической обработки деталей | 1986 |
|
SU1371871A1 |
| Автоматизированный участок механической обработки деталей | 1984 |
|
SU1238946A2 |
| Автоматизированный участок механической обработки деталей | 1983 |
|
SU1161314A1 |
| Поточная линия для изготовления металлоконструкций | 1980 |
|
SU961911A1 |
| ЛИНИЯ ДЛЯ РЕЗКИ ТРУБ И СПОСОБ РЕЗКИ ТРУБ | 2021 |
|
RU2801136C1 |
| Гибкий производственный комплекс | 1985 |
|
SU1349970A1 |
| Автоматизированная транспортно-накопительная система | 1988 |
|
SU1648732A1 |
| Гибкая производственная система | 1985 |
|
SU1364436A1 |
| Транспортно-накопительная система | 1984 |
|
SU1222502A1 |


u
«21
А
Фиг. :2
Фе/а J
Составитель А,Котов Редактор А.Шишкина Техред И.Верес
Заказ 1196/20
Тираж 826Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, )К-35, Раушская наб., д, 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
Корректор И„Муска
| Белянин П.Н | |||
| Гибкие производственные комплексы | |||
| - М.: Машиностроение, 1984, с | |||
| Питательное приспособление к трепальным машинам для лубовых растений | 1922 |
|
SU201A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
