1
Изобретение относится к области автоматического контроля, в частности к устройствам активного контроля процессов, связанных со съемом металла с деталей, представляющих со- бой тела вращения.
Цель изобретения - повышение точности и упрощение устройства за счет регулирования величины хода перемещения датчика контроля за съемом металла и повышения точности установки датчика в заданное место контроля обрабатьшаемой поверхности
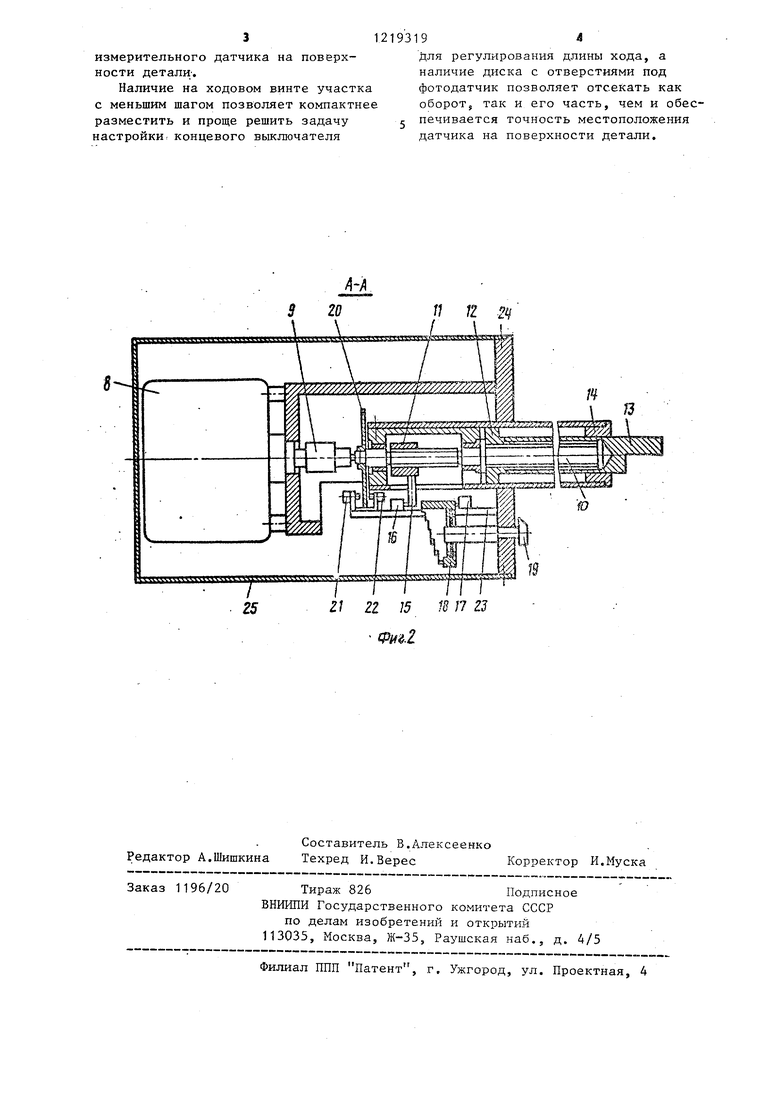
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - разрез А-А на фиг 1(конструкция привода сканирования измерительного датчика)1
Устройство рассмотрено на пример электрохимической обработки детали катодом-инструментом 2, расположенным в ванной 3 с электролитом. Деталь 4 снабжена приводом вращения, на корпусе которого установлен кронштейн 5 с механизмом 6 сканирования. На подвижной части механизма сканирования установлен измерительный датчик 7 размера детали, например ультразвуковой. Привод вращения детали 4 снабжен датчиком углового положения детали (не показан).
Механизм сканирования состоит из электродвигателя 8, выходной вал которого соединен переходной муфтой 9 с ходовым винтом 10. На ходовом винте установлены две маточные гайки 11 и 12. Маточная гайка 12 установлена на участке ходового винта большего -шага и имеет жесткую связь со штоком 13 квадратного сечения, установленным в корпусе 14, Маточная гайка 11 установлена на резьбовом участке ходового винта меньшего шага. На гайке 11 имеется упор 15, контактирующий с концевыми выключателями 16 и 17, причем с одним из них непосредственно, а с другим - посредством торцового кулачка 18, установленног с возможностью осевого перемещения Рукояткой 19 устанавливается угловое положение торцового кулачка, определяющего длину хода шагового винта. На ходовом винте 10 установлен датчик его углового положения, выполненный в виде диска 20 по крайней мере с одним не соосным с осью винта сквозным отверстием, по обе стороны которого установлены
20
25
93
Q
55
30
35
40
4S
50
19- 2
источник 21 и приемник 22 света, например светодиод и фотодиод соответственно. Концевые выключатели 16 и 17, а также приемник 22 и источник 21 света установлены на кронштейне 23, закрепленном в корпусе 24. Весь механизм закрыт светонепроницаемым кожухом 25. Двигатель 8 связан через схему управления с датчиками углового положения детали и ходового винта.
Устройство активного контроля работает следующим образом.
В результате вращения детали 1 и перемещения измерительного ультразвукового датчика 7 производится сбор информации по траектории, обозначенной пунктирной линией, от начальной точки И до конечной К. информация используется для управления режимом работы катода 2.
Перемещение измерительного датчика по спиралеобразной траектории осуществляется в результате взаимодействия привода вращения детали и устройства сканирования по функционально связанному алгоритму.
По завершению одного оборота детали от привода вращения включается электродвигатель 8 привода сканирования, осуществляя тем самым вращение ходового винта 10 и через маточную гайку 12 перемещение штока 13. При повороте ходового винта на 360 срабатывает фотоприемник 22, который отключает привод сканирования. При этом деталь 1 вращается и производится ее контроль по очередному кольцевому сечению, отстоящему от предыдущего на расстоянии, кратном шагу ходового винта. Процесс перемещения датчика 7 циклически повторяется до срабатывания конце- вогр выключателя 17 через торцовый кулачок 18, ограничивающий длину хода датчика вдоль образующей. После срабатывания концевого выключателя 17 осуществляется реверс электродвигателя 8, возвращающего измерительный датчик в исходное положение, и по срабатывании концевого выключателя 16 отключается привод сканирования. При этом сигнал о толщине стенки детали, подвергаемой в это время обработке, используется для управления за съемом металла с детали. Точность информации о толщине стенки достигается однозначностью положения
измерительного датчика на поверхности детали-.
Наличие на ходовом винте участка с меньшим шагом позволяет компактнее разместить и проще решить задачу настройкиi концевого выключателя
для регулирования длины хода, а наличие диска с отверстиями под фотодатчик позволяет отсекать как оборот, так и его часть, чем и обеспечивается точность местоположения датчика на поверхности детали.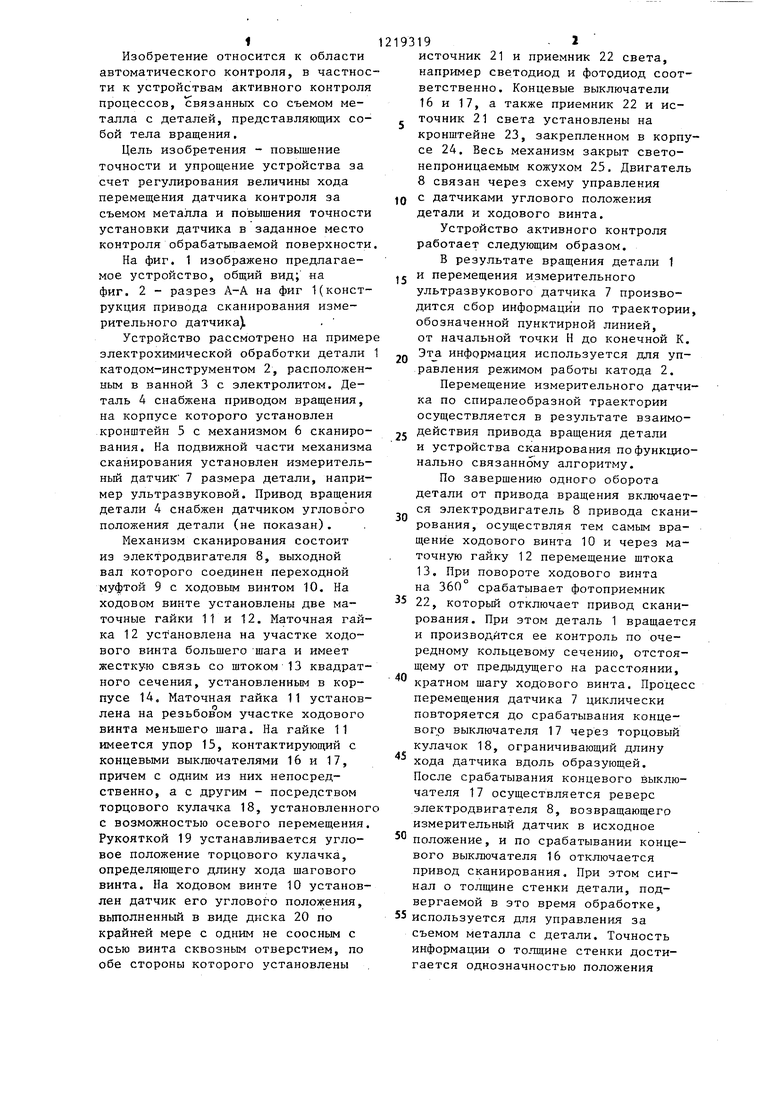
| название | год | авторы | номер документа |
|---|---|---|---|
| Плансуппортная головка с программным управлением | 1989 |
|
SU1704944A1 |
| Электромеханический привод поступательного действия | 2022 |
|
RU2786248C1 |
| Устройство для установки труб в трубные решетки теплообменников | 1983 |
|
SU1186452A1 |
| УСТРОЙСТВО ДЛЯ ВКЛЮЧЕНИЯ ПРОДОЛЬНЫХ ПОДАЧ ТОКАРНО-ВИНТОРЕЗНОГО СТАНКА | 1971 |
|
SU301226A1 |
| Стенд для измерения силовых параметров в резьбовых соединениях | 1991 |
|
SU1781570A1 |
| Люнет | 1988 |
|
SU1662799A1 |
| Устройство для шаговой подачи | 1979 |
|
SU820072A1 |
| УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ КОНТАКТНЫХ ДЕТАЛЕЙ | 1970 |
|
SU283967A1 |
| ЛИНЕЙНОЕ ИСПОЛНИТЕЛЬНОЕ УСТРОЙСТВО | 2007 |
|
RU2408965C2 |
| УСТРОЙСТВО ДЛЯ ТОЧНОГО ПОЗИЦИОНИРОВАНИЯ НА ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ РОТОРА | 2013 |
|
RU2543884C2 |
П 1Z -2Ц
W
Z5
г; 21 15 IS J7 гз
Фм.г
Редактор А.Шишкина
Составитель В.Алексеенко
Техред И.ВересКорректор И.Муска
Заказ 1196/20
Тираж 826Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
| Способ электрохимической обработки крупногабаритных тел вращения | 1978 |
|
SU791495A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
