В известных профиле-гибочных станках, осуществляющих простую гибку профилей по чертежу или копиру, а также сочетающих гибку в двух направлениях, гибочные ролики действуют на все сечения изгибаемого профиля, в результате чего в обрабатываемых деталях появляются остаточные напряжения, снижающие их прочность.
Особенность предлагаемого гибочного станка, не имеющего указанного недостатка, заключается в том, что его рабочий орган выполнен из двух, расположенных в одной плоскости, прокатных валков с изменяемым углом между их продольными осями и с упорным переставным роликом, стоящим впереди этих валков под прямым углом. Кроме того, в этом станке имеется пара переставных, свободно вращающихся гибочных роликов.
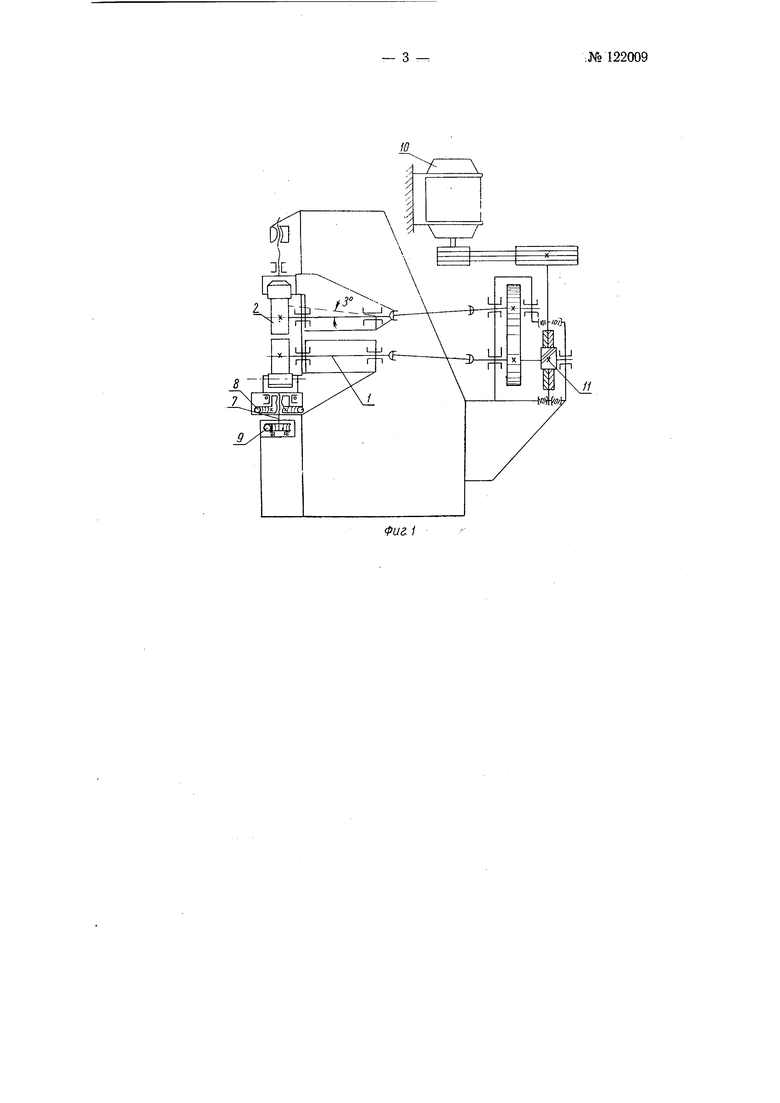
На фиг. 1 представлена кинематическая схема станка; на фиг. 2 - его рабочий орган.
Станок имеет две горизонтально, расположенные в одной вертикальной плоскости, оси / с насаженными на них прокатными валками 2. Оси / могут устанавливаться между собой как параллельно, так и под углом до 3°. Оси двух переставных, свободно вращающихся, гибочных роликов 3 и ось упорного переставного ролика 4 расположены вертикально.
Изгиб заготовки 5 (уголкового или таврового сечения) происходит в горизонтальной плоскости. Валки 2 с угловой настройкой друг к другу производят изгиб за счет дифференцированной раскатки толщины полки заготовки без остаточной упругой деформации. Гибочные ролики 3, являясь направляющими, могут упираться или в горизонтальную, или в вертикальную полку заготовки 5, создавая дополнительные изгибающие усилия, а ролик 4 играет роль прижимного.
io 122009
Каждый прокатный валок 2 опирается на два опорных ролика 6, оси которых жестко посажены в верхней и нижней каретках станины, движущихся по вертикальным направляющим станины. Перемещение нижней каретки осуществляется при помощи винта 7 и двух червячных передач 8 и 9.
Привод прокатных валков 2 осуществлен от электродвигателя 10 через червячный редуктор 1L Управление приводом - кнопочное. Зазор между валками 2 регулируется вручную с помощью винта.
Порядок использования станка следующий. Заготовку 5 помещают между валками 2 так, чтобы оба ее конца перекрыли оси гибочных роликов 5. Затем заготовку 5 поджимают нижним валком к верхнему, создавая усилие, необходимое для деформации полки заготовки 5 на 3:аданную величину.
Подведя к вертикальной полке заготовки упорный ролик 4, включают привод от электродвигателя 10 и производят раскатку полки, подводя одновременно гибочные ролики 3. Подача заготовки 5 происходит за счет трения между заготовкой и валками 2. Поскольку валки 2 имеют реверсивное вращение, подачу заготовки можно осуществлять в правую и левую сторону.
По окончании гибки упорный ролик 4 и нижний прокатный валок отводят на сторону, после чего готовую деталь снимают со станка.
Предмет изобретения
Гибочный станок уголкового, полосового и тому подобных профилей, отличающийся тем, что, с целью устранения остаточных напряжений в обрабатываемых деталях, его рабочий орган выполняют из двух, расположенных в. одной плоскости, прокатных валков с изменяемым углом между их продольными осями и двух переставных, свободно вращающихся гибочных роликов, воздействующих на торец прокатываемой полосы, а для удержания прокатываемой полосы между прокатными валками предусмотрен упорный переставной ролик, расположенный впереди прокатных валков под прямым углом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАСКАТКИ КОЛЬЦЕВЫХ ЗАГОТОВОК | 2003 |
|
RU2257973C2 |
| УСТРОЙСТВО ИЗГИБА ВАЛКОВ | 2006 |
|
RU2402394C2 |
| Способ гибки профилей уголкового сечения полкой внутрь | 1986 |
|
SU1449178A1 |
| УСТРОЙСТВО ДЛЯ УРАВНОВЕШИВАНИЯ ШПИНДЕЛЕЙ ПРОКАТНЫХ СТАНОВ | 1998 |
|
RU2154540C2 |
| Способ гибки профилей уголкового сечения | 1988 |
|
SU1558530A1 |
| Стан для прокатки кольцевых изделий | 1984 |
|
SU1235603A1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2236319C2 |
| Способ и устройство для гибки тонколистового металла | 2017 |
|
RU2638465C1 |
| Станок для гибки проката | 1976 |
|
SU642046A1 |
| Профилегибочный станок | 1985 |
|
SU1286314A1 |