J7
А-А
20 9 г (Put.3
15 26
Изобретение относитсн к обработке металлов давлением, в частности к устройствам для комплексной механизации процессов гибки труб на трубогибочных машинах.
Цель изобретения - повышение надежности и производительности труда,
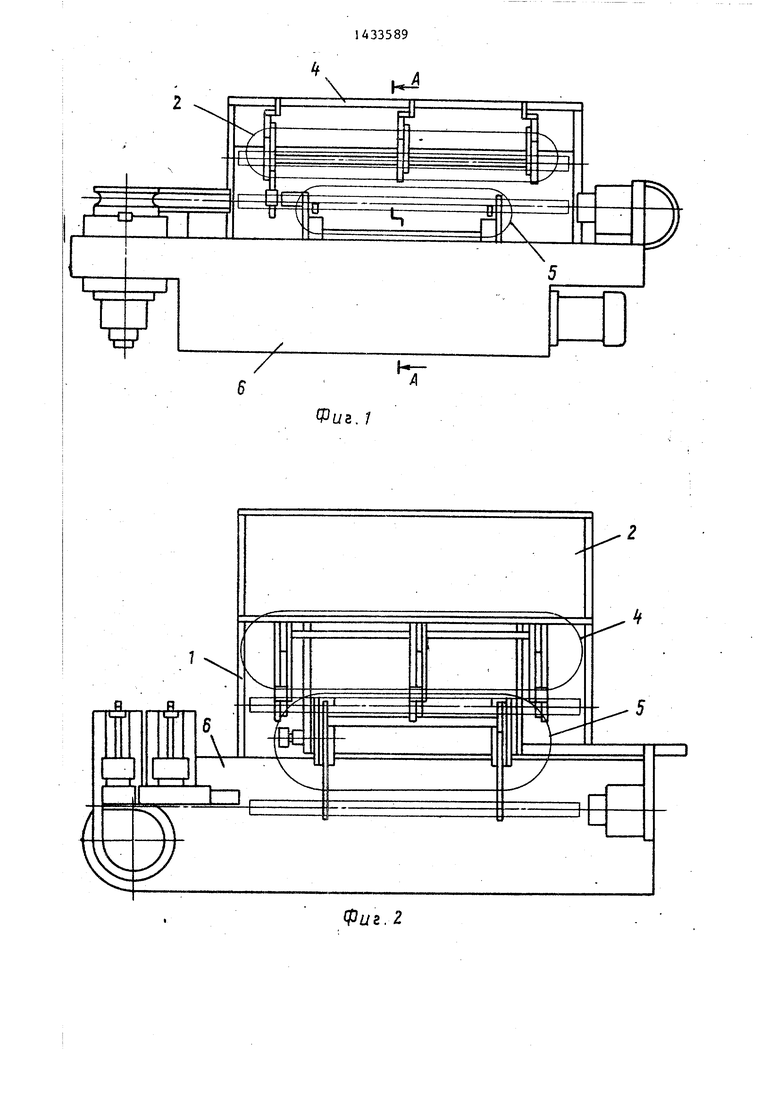
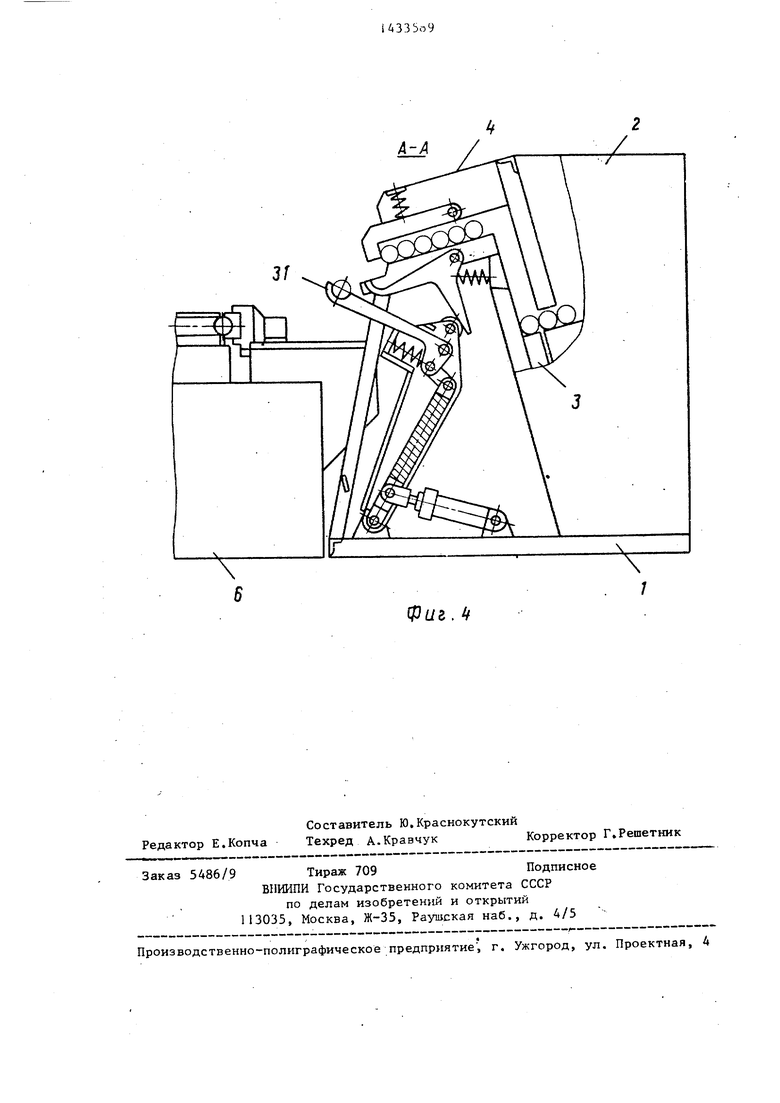
На фиг, изображено устройство, общий вид; на фиг,2 - то же, вид в плане; на фиг.З - разрез А-А на фиг, (положение механизмов в позиции установки трубной заготовки на трубоги- бочную машину - на ось подачи в зону гибки);.на фиг,4 - то же, положение механизмов в позиции поштучной выдачи труб на ловители устройства для передачи заготовок в трубогибочную машину.
Устройство для подачи трубных за- готовок включает смонтированные на раме 1 накопитель 2 трубных заготовок с автоматическим питателем 3, механизм 4 поштучной выдачи труб, узел 5 передачи заготовок из накопителя 2 в тру- богибочную машину 6,
. Механизм 4 поштучной выдачи труб содержит несколько пар наклонных параллельных нижних направляющих 7 и несколько верхних направлякяцих 8 (в данном случае показано три пары направляющих - фиг,1 и 2), сопряженных с накопителем 2 в зоне действия питателя 3. На каждой направляющей 7 выполнен склиз 9 и шарнирно на валу 10 смонтирован подпружиненный пружиной 11 ограничитель 12, Один из ограничителей снабжен управляющим упором 13, выполненным с ним за одно целое. На каждой направляющей 8 шарнирно на оси 4 смонтирован отсекатель 15 заготовок, подпружиненный пружиной 16,
Узел 5 для передачи заготовок из накопителя 2 в трубогибочную машину 6 включает два транспортирующих рычага 17, жестко связанных иежду собой опорной балкой 18, каждый из которых шарнирно посредством оси 19 установлен на кронщтейне 20 рамы 1. На этой же оси 19 шарнирно и концентрично транспортирующим рычагам установлено водило 21 рамной конструкции. Оно шарнирно посредством оси 22 связано со щтоком 23 силового цилиндра 24, который щарнирно на оси 25 установлен на кронштейне 26 рамы. Свободный ке- нец 27 водила посредством осей 28 и 29 тяг 30 шарнирно соединен с лови
о 5
0 5
0 0
5 0 5
5
телями 31 (число которых соответствует числу пар наклонных направляющих), подпружиненными пружинами 32 относи- тельно опорной балки 18 и смонтирр- i ванными с возможностью ограниченного поворота до упоров 33 и 34 на оси 35, жестко закрепленной в транспортирую- ш:их рычагах. Ограниченный поворот транспортирующих рычагов осуществляется до регулируемых упоров 36, установленных на раме 1.
В верхней части одного из транспортирующих рычагов на оси 37 щарнирно установлен опорный ролик 38, периодически взаимодействующий с управ- ляющим упором 13,
Устройство работает следующим образом,
В позиции, изображенной на фиг,3, включением силового цилиндра на втягивание штока 23, водило 21 начинает поворачиваться вправо (от трубогибоч- ной машины). При этом под действием пружин -32 и тяг 30 ловители 31 поворачиваются на оси 35 против часовой стрелки, опускаются,- выходя из контакта с заготовкой, и упираются в упор 33, в результате чего совместно с водилом начинают поворачиваться транспортирующие рычаги 17,
В этот момент трубная заготовка подающим устройством трубогибочной машины подается в зону гибки (к гибочному шаблону) и изгибается по заданной программе, а опорный ролик 38 транспортирующего рычага при его дальнейшем повороте вправо входит в контакт с управпяющим упором 13, поворачивает его против часовой стрелки, а вместе с ним ограничитель 12, При этом вал 10, жестко связанный с ним, поворачивает остальные ограничители, не имеющие управляющих упоров и расположенные на других направляю- 7, В этот момент одна заготовка скатывается по склизу 9 направляющих 7 и затем попадает в гнезда ловителей 31, а отсекатели 15 под действием 16 мгновенно отсекают набор заготовок, находящихся между направляющими 7 и 8 (см. фиг,4), При срабатывании от секател ей 15 дается команда на подачу вверх очередной трубы автоматическим питателем 3 из накопителя 2.
В позиции, изображенной на фиг,4, механизмы находятся до тех пор, пока не закончится автоматический цикл
гибки и изделие не будет удалено из машины. После этого дается команда на включение силового цчлиндра 24 и под действием штока 23 водило 2 начинает поворачиваться на оси 19 влево. Под воздействием пружин 32 на ловители 3i и тяги 30 совместно с води- лом 21 поворачиваются и транспортирующие рычаги 17 до взаимодействия с упорами 36, после чего транспортирующие рьтчаги останавливаются, а водило продолжает поворачиваться влево и, преодолевая усилие пружин 32, поворачивает ловители 31 с заготовкой вокруг оси 35 по часовой стрелке, устанавливая ее на ось подачи в зону гибки. В момент прекращения контакта опорного ролика 38 с управляющим упором 13 под действием пружин 11 огра- ничители 12 поворачиваются совместно с валом 10 по часовой стрелке и, преодолевая усилия пружин 16, приподнимают отсекатели 15, подготавливая механизм 4 к выдаче очередной заготов- ки (см. фиг.З).
В дальнейшем весь цикл работы повторяется в автоматическом режиме в аналогичной последовательности.
Использование предлагаемого устройства позволяет увеличить производительность труда на 25-40% за счет исключения сбоев в работе и холостых ходов механизмов. Упрощается система управления и последовательно повьша- ется надежность всего комплекса. Кроме того, в силу компактности комплекса для его размещения требуется меньшая производственная площадь. Все это повышает технико-экономические показатели комплекса.
Предлагаемое устройство предназначено для использования в составе ав
0 5
5
0
5
0
томатизированной линии изготовления гнутых труб.
Формула изобретения
Устройство для подачи заготовок в трубогибочную машину, содержащее накопитель трубных заготовок с механизмом их поштучной выдачи и узел передачи заготовок из накопителя в трубогибочную машину с приводными транспорт ирующи г о рычагами, установленными с возможностью поворота вокруг осей, отличающееся тем, что,с целью повышения производительности труда и надежности работы, механизм поштучной выдачи выполнен в виде жестко связанных с накопителем в зоне выхода заготовок верхних пар наклонных направляющих и параллельно им расположенных нижних пар направ- ляюшзнх со склизами, подпружиненных ограничителей, смонтированных шарнир- но на нижних направляющих, подпружиненных отсекателей, смонтированнЬгх щарнирно на верхних направляющих и периодически взаимодействующих с ограничителями, а узел передачи заготовок снабжен опорной балкой, связывающей транспортирующие рычаги, во- дилом рамной конструкции, установленным на осях рычагов и шарнирно связанным с приводом транспортирующих рычагов, подпружиненными ловителями по числу пар направляющих, дополнительными осями, закрепленными в транспортирующих рычагах, и тягами шарнирно связанными с водилом, при этом один из ограничителей снабжен управляющим упором, а один из транспортирующих рычагов - опорным роликом, периодически взаимодействуюпщм с упором.
Л
к4
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для загрузки трубными заготовками трубогибочной машины | 1980 |
|
SU963624A1 |
| Трубогибочный станок | 1984 |
|
SU1378982A1 |
| Автоматизированный комплекс для обработки труб | 1986 |
|
SU1428532A1 |
| Станок-автомат для двусторонней гибки труб | 1985 |
|
SU1271611A1 |
| Многопозиционный автомат для сборки корпусных деталей с деталями типа подшипников и крышек | 1974 |
|
SU545443A1 |
| Линия резки труб | 1984 |
|
SU1220235A1 |
| Устройство для поштучной выдачи длинномерных цилиндрических изделий из пачки | 1989 |
|
SU1787910A1 |
| Подающее устройство для длинномерных штучных заготовок | 1982 |
|
SU1171160A1 |
| Трубогибочный станок | 1976 |
|
SU662196A1 |
| Автоматическая линия изготовления изогнутых изделий из прутков | 1982 |
|
SU1060271A1 |
Изобретение относится к обработке металлов давлением. Цель изобретения - повышение надежности работы и производительности труда. Устройство включает накопитель 2 трубных заготовок (ТЗ) с механизмом 4 поштучной вы- дачи ТЗ и узел 5 передачи ТЗ в трубогибочную машину 6. Механизм 4 поштучной вьщачи содержит несколько пар нижних 7 и верхних 8 наклонных направляющих, на которых соответственно шарнирно смонтированы подпружиненные ограничители 12 и отсекатели 15. Узел 5 передачи ТЗ содержит транспортирующие рычаги 17 с приводом, водило 21, тяги 30 и ловители 31, число, которых соответствует числу пар наклонных направляющих. При повороте против часовой стрелки транспортирующих рычагов 7 опорный ролик 38 взаимодействует с yпpaвJ IЯЮщим упором 13, имеющимся на одном из ограничителей 12. После это- го ТЗ по склизу 9 поступает в лови- s тель и при обратном движении транспор . тирующих рычагов подается в трубоги- бочную мапшну б. 4 ил. С/)
Vui.t
JLL
т
J
л
Фив.2
фиг,
| Способ получения виниловых эфиров кислот фосфора | 1952 |
|
SU104285A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
