Известные устройства для перестановки грузов с одного конвейера на другой, преимущественно кабин автомобилей при их сборке поточным способом, с использованием поворотных захватов, захватывающих кабину за оконные проемы, не позволяют при перестановке производить поворот кабины и не автоматизируют процесса.
Предлагаемое устройство свободно от этих недостатков. Это достигнуто тем, что захваты выполнены вращающимися, монтированы на подвижной тележке, а отдельные механизмы устройства приводятся через зубчатые колеса пневматическими толкателями с зубчатыми рейками и снабжены концевыми выключателями и упорами, обеспечивающими работу приводов по определенной программе.
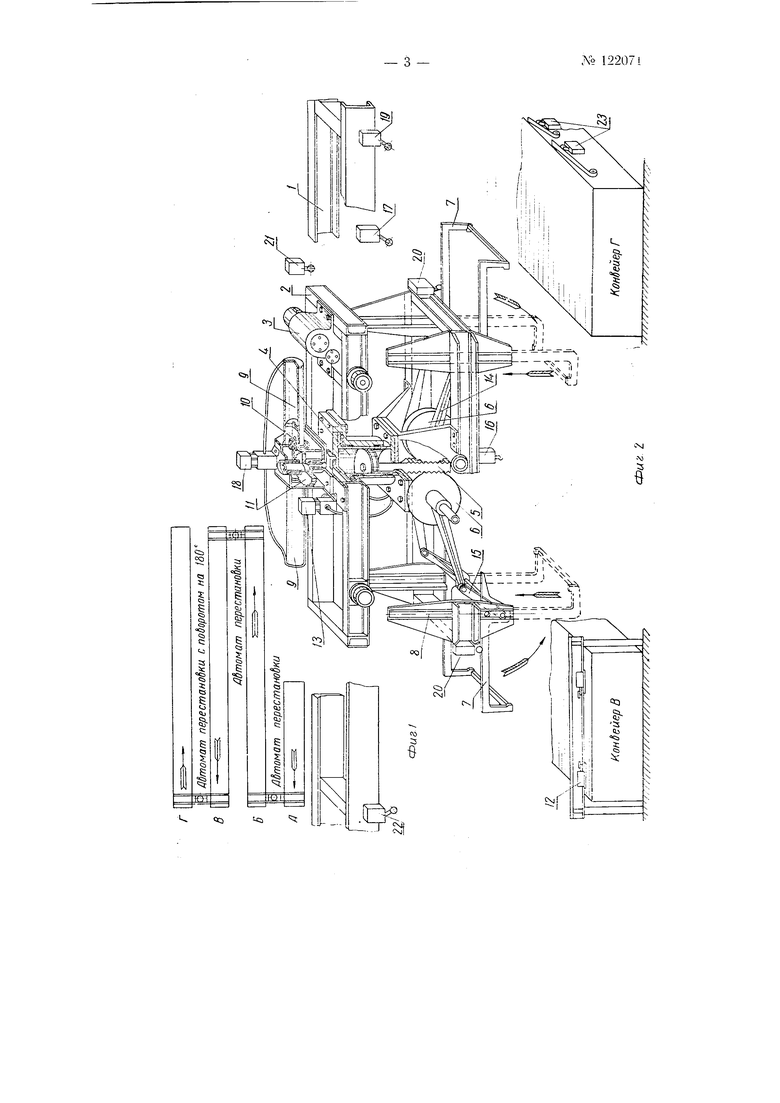
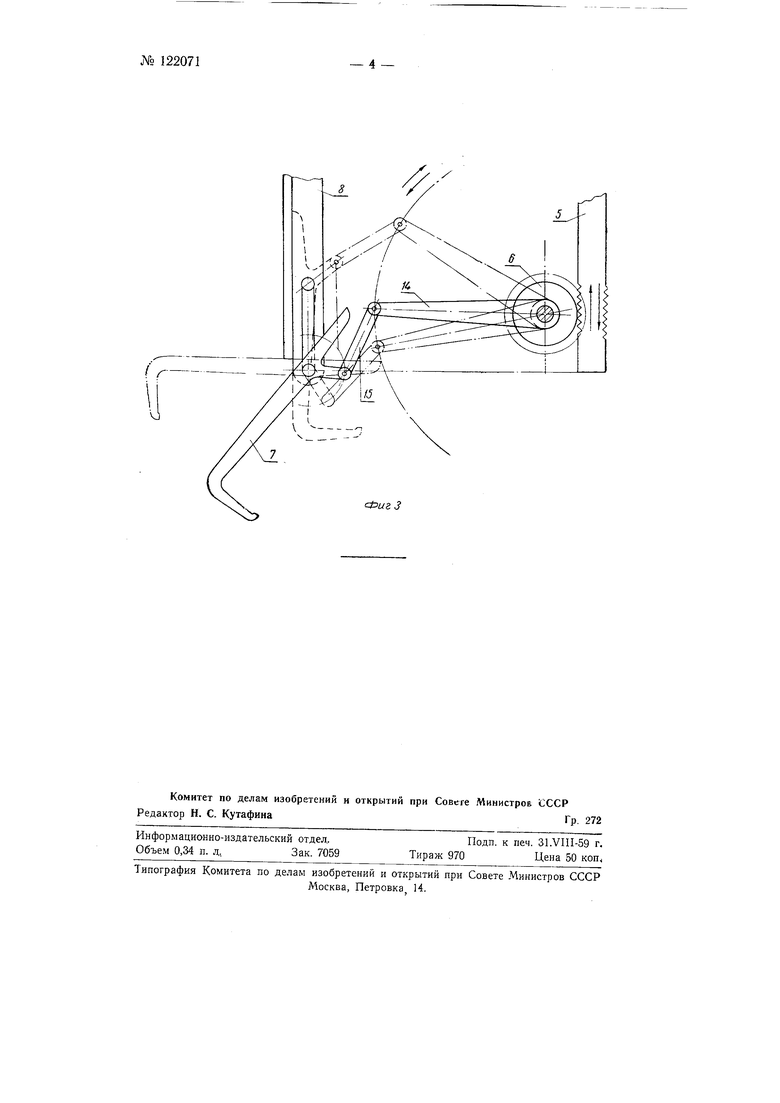
На фиг. 1 изображена примерная схема расположения конвейеров и устройств для перестановки грузов с одного конвейера на другой; на фиг. 2 - схема устройства для перестановки; на фиг. 3 - узел захвата.
Устройство для перестановки грузов обслуживают поточную производственную линию (фиг. 1), включающую ряд параллельнорасположенных сборочных конвейеров А, Б, В и Г. Устройство, обслуживаю.щее конвейеры В и Г, осуществляет перестановку с одновременным поворотом груза на заданный угол. Оно включает в себя (фиг. 2) ферму с направляющими щвеллерами / для перемещения подвижной тележки 2, на которой монтированы: ходовой механизм 3, захватное устройство и устройство для поворота захватов в горизонтальной плоскости.
Захватное устройство состоит из пневматического толкателя 4 с зубчатыми рейками на щтоке 5, приводных зубчатых колес 6 и поворотных захватов 7, перемещающихся в пазах направляющ.их стоек 8. Устройство для поворота захватов в горизонтальной плоскости состоит из пнематического толкателя 9 с зубчатой рейкой JO и приводного зубчатого колеса У/, связанного /: поворотной
№ 122071- 2 -
частью захватного устройства. Для синхронной работы устройства с конвейерами В и Г и обеспечення его автоматической работы по определенной программе, в конце конвейера В установлены два сблокированных упора 12, которые выравнивают груз и дают нмпульс на пневмоэлектрический переключатель 13, открывающий верхний клапан пневматического толкателя 4, воздействующего через зубчатые рейки штока 5, зубчатые колеса 6, рычаги 14 н тяги 15 на поворотные захваты 7 (фиг. 3).
Поворотные захваты после установки в вертикальное положение неремещают.ся по пазам направляющих стоек 8 вверх, поднимая захваченный груз до упора в концевой вык 1ючатель 16, который дает импульс на включение ходового механизма 3 тележки 2 для движения в направлении к конвейеру Г. На половине пути тележка встречает концевой выключатель 17, нодаюнии имнульс на нневмоэлектрпческий переключатель 18, который открывает из воздушных клананов нневматичеекого толкателя 9 в зависимоечи от направления вращения груза. Пневматический толкатель своей зубчатой рейкой 10 поворачивает приводное зубчатое колесо //, жестко связанное с ново)отной в горизонтальной плоскости частью устройства. Достигнув при дальнейшем движении концевого выключателя 19, тележка 2 останавливается в положении над конвейером Г, а нневмоэлектрический переключатель 13 открывает нижний клапан пневматического толкателя 4, благодаря чему щток 5 поднимается и своими зубчатыми рейками приводвт в движение механизм поворотных захватов 7, которые опускают груз на конвейер, а затем, поворачиваясь, выходят из проемов и нажимают на концевые выключатели 20, включающие двигатель ходового механизма 3 на обратный ход. При обратном движении тележка 2 воздействует на концевой выключатель 21, который передает импульс пневмоэлектрическому переключателю 18, открывающему воздушный клацан пневматического толкателя 9, с целью поворота захватного устройства в первоначальиое положение.
При достижении исходного положения над конвейером В тележка 2 нажимает на концевой выключатель 22 и останавливается до подхода очередного груза к сблокированным унорам 12. Для синхронной работы автоматического устройства и конвейеров на раме конвейера Г монтированы блокировочные концевые выключатели 23, обеспечивающие остановку конвейера В в том случае, когда очередной груз подошел к сблокированным упорам J2, а на конвейере Г место для него еще не освободилось. Как только груз сходит с концевых выключателей 23, включаются конвейер В и устройство для перестановки грузов. Продолжительность цикла перестановки около 30 секунд.
Предмет изобретения
Устройство для перестановки грузов с одного конвейера на другой, цреимущественно кабин автомобилей при их сборке поточным способом, с использованием поворотных захватов, захватывающих кабину за оконные проемы, отличающееся тем, что, с целью обеспечения при перестановке поворота кабины и автоматизации процесса, захваты выполнены вращающихмися, монтированы на подвижиой тележке, а отдельные механизмы устройства приводятся через зубчатые колеса пневматическими толкателями с зубчатыми рейками и снабжены концевыми выключателями и упорами, обеспечивающими работу приводов по определенной программе.
J cq
ФигЗ