Изобретение относится к технологии судостроения, в частности к технологической оснастке для изготовления секции корпусных конструкций из алюминиевых сплавов.
Цель изобретения - снижение трудоемкости сборки секций корпуса путем обеспечения гарантированного фиксирования листов обшивки к лекалам, а также увеличения срока службы вакуумных захватных камер и снижения энергозатрат.
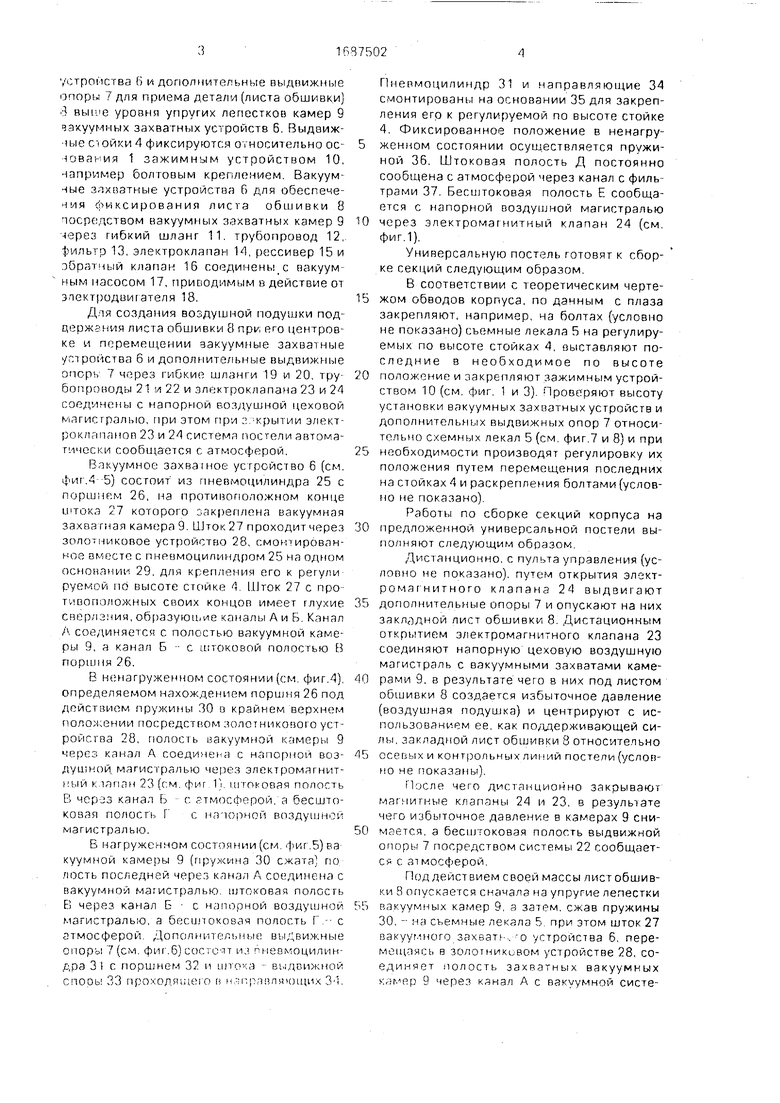
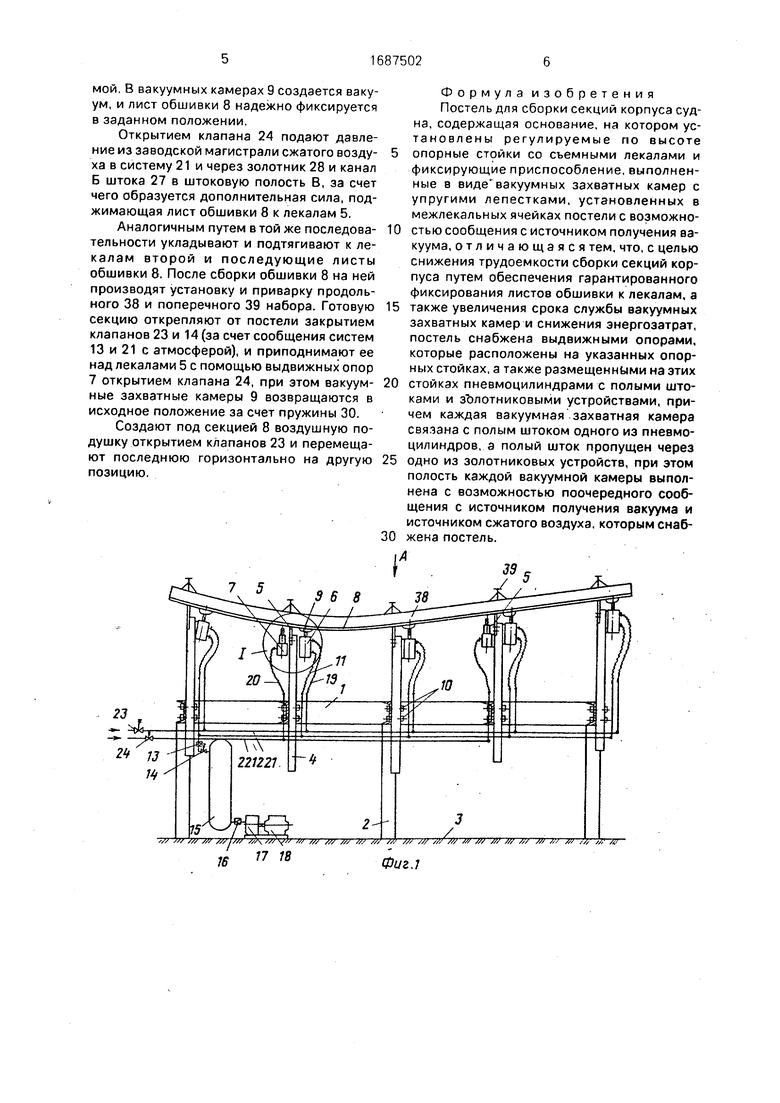
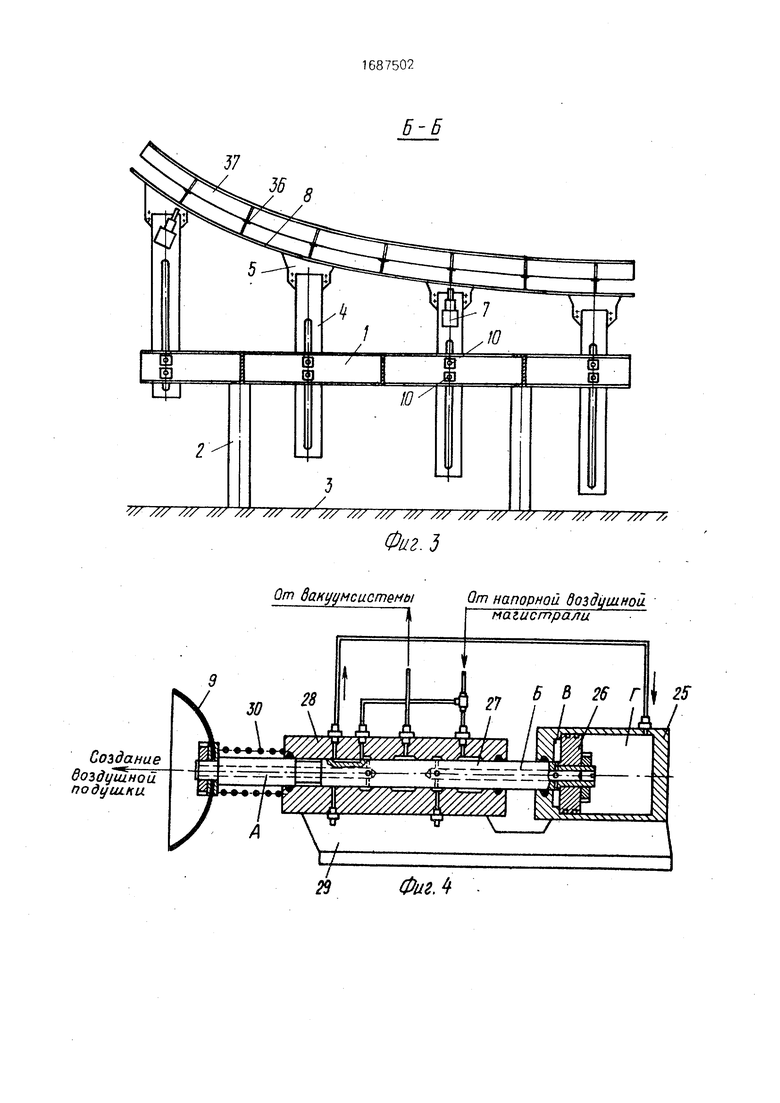
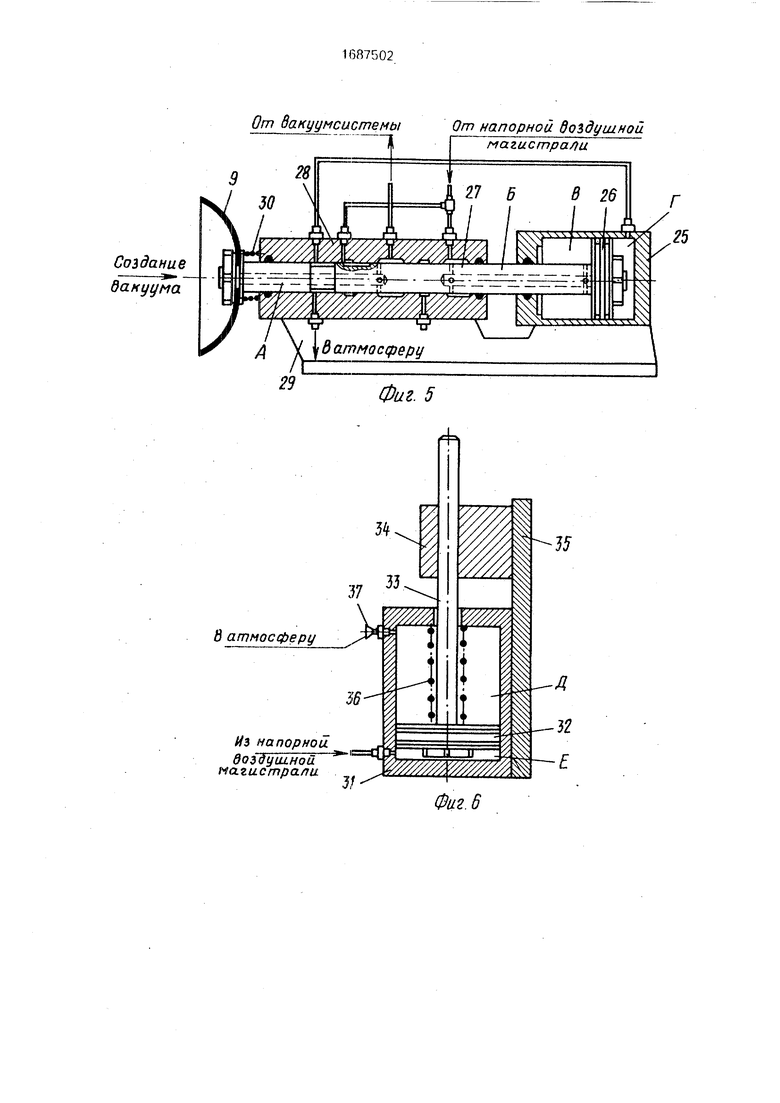
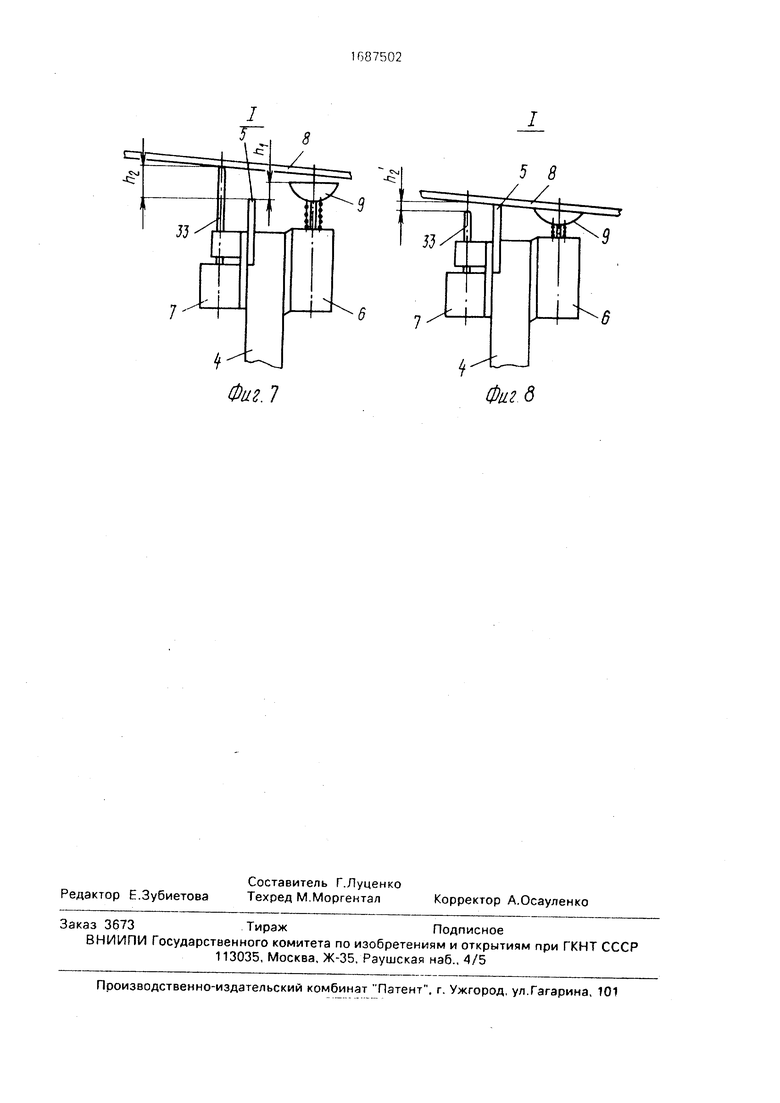
На фиг. 1 изображена универсальная постель для сборки секций корпуса судна; на фиг.2 - вид сверху по стрелке А на фиг.1; на фиг.З - сечение Б-Б на фиг.2; на фиг.4 - вакуумное захватное устройство в ненагруженном состоянии; на фиг.5 - вакуумное захватное устройство в нагруженном состоянии; на фиг. 6 - дополнительная выдвижная опора; на фиг.7 - узел I на фиг.1 (расположение дополнительной выдвижной опоры и фиксирующего приспособления в момент установки в постель листа обшивки); на фиг.8 - узел I на фиг.1 (расположение дополнительной выдвижной опоры и вакуумного захватного устройства в момент прижима листа обшивки к лекалам фиксирующим приспособлением).
Универсальная постель для сборки сек-, ций корпуса судна (см. фиг. 1-3) содержит основание 1, выполненное, например, в виде рамы из швеллеров, установленное на опорах 2 на полу 3 цеха и регулируемые по высоте стойки 4 со съемными лекалами 5. На стойках 4 закреплены вакуумные захваты
Os 00
VI
СЯ О
ю
/стропе гва 6 и дополнительные выдвижные опор 7 для приема детали (листа обшивки) 3 выше уровня упругих лепестков камер 9 вакуумных захватных устройств 6. Выдоиж- ше стойки 4 фиксируются Oi носительно ос товаьия 1 зажимным устройством 10, например болтовым креплением Вакуумные захватные устройства 6 для обеспечения Фиксирования листа обшивки 8 посредством вакуумных захватных камер 9 4ерез гибкий шланг 11 трубопровод 12, филь р 13,электроклапан 14, рессивер 15 и эбозтшй клапан 16 соединены вакуумным насосом 17, приводимым в действие от электродвигателя 18.
Дтя создания воздушной подушки под- цеожгния листа обшивки 8 npi/, его центровке и перемещении вакуумные захватные устройства 6 и дополнительные выдвижные опсрч 7 через гибкие шланги 19 и 20, тру бопроводы 21 i/i 22 и злнктроклэпана 23 и 24 соединены с напорной воздушной цеховой магистралью, при этом при крьпии элект- рокллпаноп 23 и 24 система постели автоматически сообщается с атмосферой.
Вакуумное зэхважое устройство 6 (см. фиг 4 5) состоит из пневмоцилиндра 25 с поршнем 26, на противоположном конце штока 27 которого закреплена вакуумная захватная камера 9 Шток 27 проходит через золотниковое устройство 28, смонтированное вместе с пневмоципиндром 25 на одном основании 29. для крепления его к регули руемой по высоте стойке А Шток 27 с про тивоположных своих концов имеет глухие сверлэмия, образующие каналы А и Ь Канал А соединяется с полостью вакуумной камеры 9, а канал Б с лпоковой полостью В поршня 26.
В ненагруженном состоянии (см фиг 4) определяемом нахождением поршня 26 под действием пружины 30 п крайнем верхнем голожении посредством золотниково о уст- ройглва 28, полость вакуумной камеры 9 чррес. канал А соединена с напорной воздушной магисфалью через электромагнит- гый v таплн 23 (с м фиг 11 ш токовая полость D 4cpJ3 канал Ь г тмосФ рой а бесшто- ковая полость Г с на юрной воздушное магистралью.
В нагруженном состоянии (см фиг 5)ва куумнои камеры 9 (пружина 30 сжата по лость последней через клна/i Л соединена с вакуумной магистралью штсковая полость В через канал Б с напорной воздушной магистралью, а бссштоковая полость f с атмосферой Дополнительные выдвижные oiiopoi 7 (см фиг 6) сос.етт из рневмоцилин г,рэ 31 с поршнем 3 и ило а выдвижной спооы 33 проходящею в н м-.р твлчющи 34
Пневмоцилиндр 31 и направляющие 34 смонтированы на основании 35 для закрепления его к регулируемой по высоте стойке 4. Фиксированное положение в ненагруженном состоянии осуществляется пружиной 36. Штоковая полость Д постоянно сообщена с атмосферой через канал с филь трами 37 Бесштоковая полость Е сообщается с напорной воздушной магистралью
0 через электромагнитный клапан 24 (см фиг 1).
Универсальную постель готовят к сборке секций следующим образом
В соответствии с теоретическим черте5 жом обводов корпуса, по данным с плаза закрепляют, например, на болтах (условно не показано) съемные лекала 5 на регулируемых по высоте стойках 4, выставляют последние в необходимое по высоте
0 положение и закрепляют зажимным устройством 10 (см фиг 1 и 3) Проверяют высоту установки вакуумных захватных устройств и дополнительных выдвижных опор 7 относительно схемных лекал 5 (см фиг 7 и 8} и при
5 необходимости производят регулировку их положения путем перемещения последних на стойках 4 и раскрепления болтами (условно не показано)
Работы по сборке секций корпуса на
0 предложенной универсальной постели выполняют следующим образом
Дистанционно, с пульта управления (условно не показано), путем открытия элект- ромагнитного клапана 24 выдвигают
5 дополнительные опоры 7 и опускают на них закладной лист обшивки 8 Дистационным открытием электромагнитного клапана 23 соединяют напорную цеховую воздушную магистраль с вакуумными захватами каме0 рами 9, в результате чего в них под листом обшивки 8 создаемся избыточное давление (воздушная подушка) и центрируют с использованием ее, как поддерживающей силы закладной лист обшивки 3 относитетьно
5 осевых и контрольных линий постели (условно не показаны)
После чего дистанционно закрывают магнитные клапаны 24 и 23, в результате чего избыточное давление в камерах 9 сни0 мается, а бесги оковэя полость выдвижной опоры 7 посредством системы 22 сообщается с атмосферой
Под действием своей массы лист обшивки 8 опускается сначала на упругие лепестки вакуумных камер 9 з затем, сжав пружины 30, - на съемные лекала 5 при этом шток 27 вакууного захват о устройства 6. перемещаясь в золотниковом устройстве 28, соединяет полость захватных вакуумных inMpp 9 через канал А с вакуумной систеr,
мой. В вакуумных камерах 9 создается вакуум, и лист обшивки 8 надежно фиксируется в заданном положении.
Открытием клапана 24 подают давление из заводской магистрали сжатого воздуха в систему 21 и через золотник 28 и канал Б штока 27 в штоковую полость В, за счет чего образуется дополнительная сила, поджимающая лист обшивки 8 к лекалам 5.
Аналогичным путем в той же последовательности укладывают и подтягивают к лекалам второй и последующие листы обшивки 8. После сборки обшивки 8 на ней производят установку и приварку продольного 38 и поперечного 39 набора. Готовую секцию открепляют от постели закрытием клапанов 23 и 14 (за счет сообщения систем 13 и 21 с атмосферой), и приподнимают ее над лекалами 5 с помощью выдвижных опор 7 открытием клапана 24, при этом вакуумные захватные камеры 9 возвращаются в исходное положение за счет пружины 30.
Создают под секцией 8 воздушную подушку открытием клапанов 23 и перемещают последнюю горизонтально на другую позицию.
Формула изобретения Постель для сборки секций корпуса судна, содержащая основание, на котором установлены регулируемые по высоте 5 опорные стойки со съемными лекалами и фиксирующие приспособление, выполненные в виде вакуумных захватных камер с упругими лепестками, установленных в межлекальных ячейках постели с возможно0 стью сообщения с источником получения вакуума, отличающаяся тем. что, с целью снижения трудоемкости сборки секций корпуса путем обеспечения гарантированного фиксирования листов обшивки к лекалам, а
5 также увеличения срока службы вакуумных захватных камер и снижения энергозатрат, постель снабжена выдвижными опорами, которые расположены на указанных опорных стойках, а также размещенными на этих
0 стойках пневмоцилиндрами с полыми штоками и зЪлотниковыми устройствами, причем каждая вакуумная захватная камера связана с полым штоком одного из пневмо- цилиндров, а полый шток пропущен через
5 одно из золотниковых устройств, при этом полость каждой вакуумной камеры выполнена с возможностью поочередного сообщения с источником получения вакуума и источником сжатого воздуха, которым снаб0 жена постель.
| название | год | авторы | номер документа |
|---|---|---|---|
| Постель для сборки секций корпуса судна | 1983 |
|
SU1221032A1 |
| Постель для сборки и сварки цилиндрических секций корпуса судна | 1983 |
|
SU1088983A1 |
| Способ формирования обшивки криволинейной секции корпуса судна и устройство для его осуществления | 1982 |
|
SU1073150A1 |
| Постоянная постель для сборки и сварки секций корпуса судна | 1979 |
|
SU856892A1 |
| Способ изготовления корпуса судна и устройство для его осуществления | 1984 |
|
SU1221037A1 |
| СПОСОБ СБОРКИ КОРПУСА СУДНА ИЗ ЛЕГКОГО СПЛАВА И СТАПЕЛЬ-ПОСТЕЛЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2249532C1 |
| Способ изготовления криволинейных днищевых секций корпуса судна и устройство для его осуществления | 1979 |
|
SU787256A1 |
| Устройство для сборки секцииКОРпуСА СудНА | 1979 |
|
SU800014A1 |
| Постель для формирования секций корпуса судна | 1981 |
|
SU979197A1 |
| Способ изготовления сварной панельной конструкции | 1990 |
|
SU1724509A1 |
Изобретение относится к технологии судостроения, в частности к технологической оснастке для изготовления секции корпусных конструкций из алюминиевых сплавов. Цель изобретения - снижение трудоемкости сборки секций корпуса путем обеспечения гарантированного фиксирования листов обшивки к лекалам, а также увеличения срока службы вакуумных захватных камер и снижения энергозатрат. Устройство содержит основание 1 в виде рамы из швеллеров, установленных на опорах 2 на полу 3, и стойки 4 со съемными лекалами 5. На стойках 4 закреплены устройства 6 и выдвижные опоры 7 для приема детали 8 выше уровня упругих лепестков камер 9. Стойки 4 фиксируются зажимным устройством 10. Захватные устройства посредством захватных камер 9 через гибкий шланг 11, трубопровод 12, фильтр 13, электроклапан 14, рессивер 15, обратный клапан 16 соединены с насосом 17. приводимым в действие от электродвигателя 18. Опоры 7 через шланги 19 и 20, трубопроводы 21 и 22 и электроклапаны 23 и 24 соединены с напорной воздушной магистралью. После сборки обшивки 8 на ней производят установку и приварку продольного 38 и поперечного 39 набора. 8 ил. сл с
w w я /sst//s A w ю /,
1В 18
Фиг Л
4
Ч
Ґ
en
со
4 СЛ О
го
г1
Zfef
as
СЈ
Ј
4
С1
со i ел о
ХЗ
От вакуумсистемы 28
Создание дан у ума
Ь атмосферу
Из напорной
воздушной магистрали
От напорной воздушной магистрали
Фиг. 5
К
35
Фи2.6
Г
Фиг. 7
I
6
Фиг б
| Постель для сборки секций корпуса судна | 1983 |
|
SU1221032A1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| Гребенчатая передача | 1916 |
|
SU1983A1 |
