1
Изобретение относится к легкой промьшшенности, в частности к производству войлочных полировальных кругов.
Цель изобретения - снижение отходов.
На чертеже схематично изображен станок, общий вид.
Станок для обрезки войлочных полировальных кругов содержит смонтированный на станке 1 с возможностью вращения стол 2 для войлочного круга 3, прижимной диск 4 с иглами с возможностью вращения и возвратно-поступательного перемещения, в вертикальной плоскости, кулачковый центрирующий механизм, его привод и каретку 5 горизонтального перемещения с ножевой головкой 6, установленной с возможностью возвратно-поступательного перемещения в вертикальной плоскости Кроме того, станок снабжен следящим механизмом, а кулачковый центрирующий механизм имеет по меньщей мере две пары кулачков 7 и 8, установленных симметрично столу 2 для войлочного круга, и привод независимого перемещения каждой пары кулачков, причем следящий механизм состоит из силового цилиндра 9, смонтированного радиально столу 2 для войлочного круга, и расположенной над ними тяги 10 с пластиной 11 на одном конце и бесконтактным датчиком 12 - на дрзпгом, на торце штока силового цилиндра смонтирован с зазором по отношению к пластине щуп 13 и упор 14, установленный за щупом. Привод центрирукще- го механизма содержит силовой цилинд 15 и по меньшей мере две пары двутше чих рычагов 16 и 17 с кулачками 7 и 8, каждый из которых смонтирован на одном плече соответствующего рычага, при зтом другое плечо каждого рычага одной пары соединено со штоком цилиндра 15, а другой пары - с корпусом цилиндра 15, смонтированным с возможностью возвратно-поступательного перемещения в вертикальной плоскости. Каретка 5 горизонтального перемещения снабжена средством шагового перемещения.
Станок работает следующим образом
На стол 2 помещают войлочный круг 3. Подают воздух в- штоковую полость цилиндра 15, шток которого, опускаясь, поворачивает вокруг оси рычаги 16, подводя пары кулачков 7 в сопри
10
15
20
25
40 2212631
косновение с кругом. Одновременно корпус цилиндра 15 поднимается вверх по направляющим, поворачивает вокруг оси рычаги 17 С парами кулачков В до соприкосновения с кругом 3 так, что его центр совмещается с геометрическим центром вращения.
После зтого подают воздух в пнев- моцилиндр 18, шток которого, выдвигаясь, опускает шпиндель 19, с диском 4 иглы диска входят в круг 3, фиксируя его на столе 2.
Затем пневмоцилиндр 15 реверсирует, в результате чего двуплечие рычаги 16 и 17 разворачиваются и отводят пары кулачков 7 и 8 от круга 3.
Вклкнают электродвигатель 20, который через ременную передачу 21, шпиндель 19 и диск 4 вращает круг 3.
Подают воздух в пневмоцилиндр 9, шток которого, вьщвигаясь, подводит щуп 13 к торцовой поверхности круга 3 с наименьшим радиусом кривизны. Упор 14 зацепляет пластину II, которая перемещает тягу 10 с бесконтактным датчиком 12. Упор 14 перемещает пластину 1I только в направлении к кругу, а на обратном ходу не взаимодействует с ней, что исключает ВОЗМОЖНОСТЬ влияния колебаний круга 3 на работу датчика 12. Включают электродвигатель 22, который через ременную передачу и винтовую пару 23 и 24 перемещает каретку 5 в сторону кру- .
30
40
35 га 3j Экран 25 взаимодействует с
датчиком 12, в результате чего каретка 5 останавливается. Это положение соответствует первому ряду.
Пневмоцилиндр 9 реверсирует и возвращает тягу 10 в исходное положение. Пневмоцилиндром 26 опускают ножевую головку 6 с ножом к кругу 3, который обрезает первый слой. Затем головку 6 поднимают.
При необходимости обрезку повторяют до придания кругу правильной геометрической формы,для чего включают пневмоцилиндр 27, шток которого воздействует на коромысло 28 на собачку 29, взаимодействующую с храповым колесом 30, поворачивает винт 24 на определенный угол, что вызывает перемещение каретки 5 на один шаг. Головку 6 с ножом опускают и произво- дят обрезку нового слоя круга 3.
По окончании обрезки каретку 5 возвращают в исходное положение, включают электродвигатель 20, подни
мают диск 4 вверх, а готовый круг снимают со стола 2.
Использование станка для обрезки войлочных полировальных кругов позволяет уменьшить количество отходов до- j на станке.
рогостоящего сырья (шерсти) по сравнению с известными станками за счет высокой точности центрирования круга и исключить ручиой труд при работе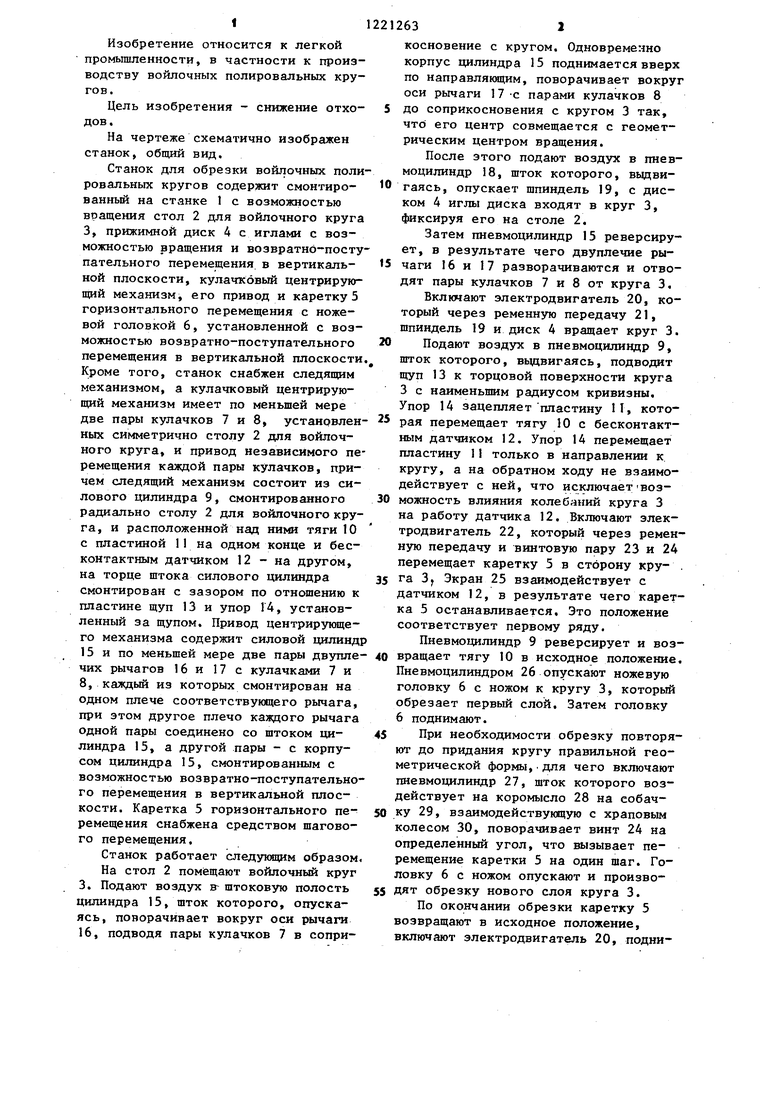

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обрезки войлочных полировальных кругов | 1985 |
|
SU1306994A2 |
| Станок для шлифования изделий сложной формы | 1977 |
|
SU733969A1 |
| Станок для шлифования и полирования металлических листов | 1965 |
|
SU440243A1 |
| Устройство для раскроя волокнистой заготовки | 1987 |
|
SU1490192A1 |
| Станок для закатки и отбортовки изделий | 1984 |
|
SU1250354A1 |
| Устройство для сварки закладных деталей | 1978 |
|
SU863273A1 |
| Автоматическая линия для изготовления войлочных кругов | 1985 |
|
SU1349971A1 |
| Механизм для смены челноков двухчелночного ткацкого станка | 1956 |
|
SU109495A1 |
| Механизм обрезки нитей на швейной машине | 1980 |
|
SU962368A1 |
| Линия изготовления комбинированных балок | 1988 |
|
SU1558676A1 |
18
Составитель р.Чикина Редактор М.Недолуженко Техред А.Алиев
1555/35 Тираж 410Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб.,.д. 4/5
Филиал ШШ Патент, г. Ужгород, ул. Проектная, 4
Корректор М.Самборская
| Способ отковки в штампах заготовок для спиральных сверл | 1921 |
|
SU367A1 |
