Описываемое устройство, в противоположность известным аналогичным устройствам для холодного накатывания резьбы на плоских плашках путем проталкивания плоских заготовок между профильными валками с заданной степенью сжатия, выполнено в виде приспособления к вертикальному прессу, состоящего из рамы-корпуса, в которой расположены профильные валки, с применением клинового механизма, позволяющего осуществлять радиальное перемещение одного из валков для обеспечения заданной величины сжатия. Холодное накатывание резьбы при помощи этого устройства проталкиванием заготовки можно производить на любом вертикальном прессе поочередной перестановкой специальных подставных прокладок.
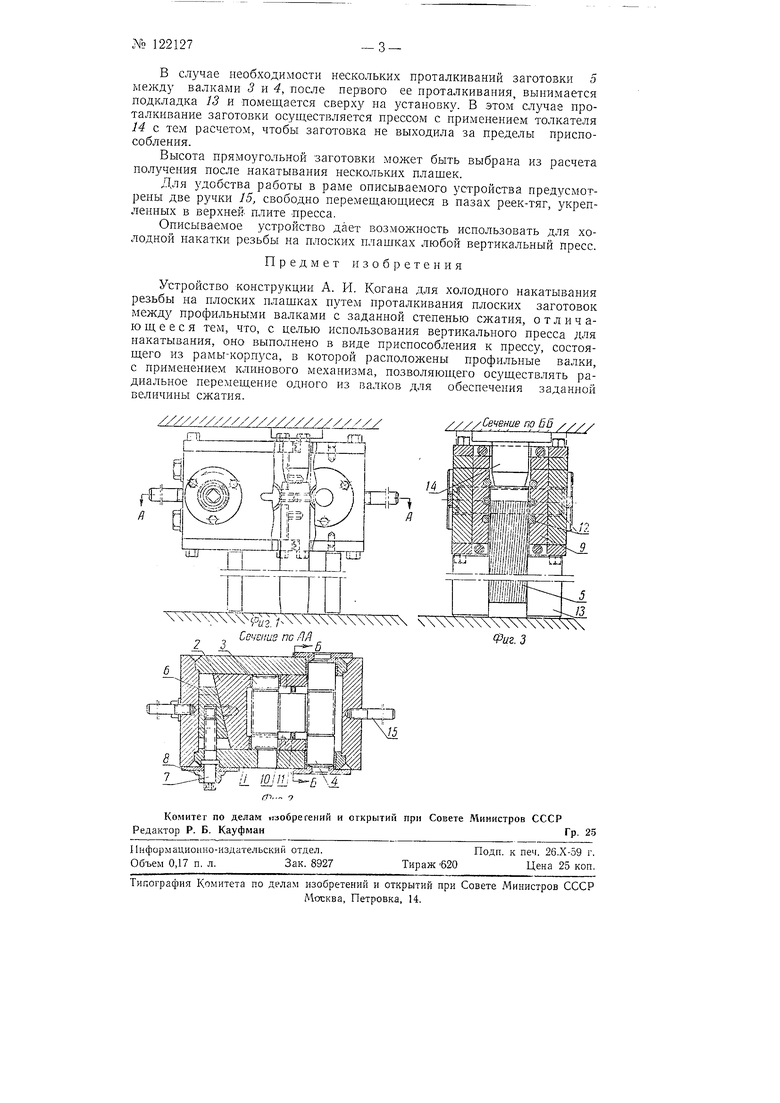
На фиг. 1 схематически изображен общий вид описываемого устройства; на фиг. 2 - сечение по АА на фиг. 1; на фиг. 3 - сечение по ББ на фиг. 2.
Описываемое устройство состоит из рамы-корпуса 1, в которой смонтированы скользящая обойма 2 с профильным валком 5 и неподвижный валок 4. Заготовка 5 для накатки резьбы проталкивается прессом между валками 3 и 4. Величина обжатия заготовки 5 регулируется «лином 6 при помощи болта 7, снабженного лимбом 8.
Поворачивая болт 7 против часовой стрелки на определенное расстояние, заданное по лимбу 8, клин 6 будет подниматься вверх, заставляя перемещаться обойму 2 и профильный валок 3 на заданное расстояние по направлению к валку 4, чем обеспеч1и ается необходимая степень сжатия заготовки 5 между профильными валками 3 к 4. При проталкивании заготовки 5 между профильными валками 3 и 4 они силой давления пресса на заготовку приводятся во вращение и в зависимости от степени сжатия заготовки 5 между валками 3 и 4 накатывают на ней резьбу заданной глубины.
Для предотвращения течения металла в стороны в зоне обжатия во вкладышах 9 имеются с двух сторон плавающие ролики 10 с находящейся внутри них пружиной 11.
Получение заданного угла подъема резьбы и устранение возможных перекосов заготовки при ее ироталкивании обеспечивается наличием направляющих роликов 12.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для холодного НАКАТЫВАНИЯ РЕЗЬБЫ НА ПЛОСКИХ ПЛАШКАХ | 1966 |
|
SU179268A1 |
| СПОСОБ ПРОИЗВОДСТВА РЕССОРНЫХ ПОЛОС ПОСТОЯННОЙ ШИРИНЫ И ИЗМЕНЯЮЩЕЙСЯ ТОЛЩИНЫ | 2003 |
|
RU2239510C1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РЕЗЬБОВОГО ПРОФИЛЯ | 2003 |
|
RU2244616C1 |
| Способ изготовления матриц для прессования деталей со сложным рельефом и штамп для осуществления этого способа | 1958 |
|
SU116115A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ | 2001 |
|
RU2200644C2 |
| Листоподаватель | 1977 |
|
SU740360A1 |
| СТАН ШАГОВОЙ ПРОКАТКИ ПЛОСКИХ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2015 |
|
RU2610184C1 |
| Способ изготовления труб с продольными наружными ребрами | 1977 |
|
SU738714A1 |
| СПОСОБ ШАГОВОЙ ПРОКАТКИ ПЛОСКИХ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2015 |
|
RU2609768C1 |
| Устройство для накатывания резьбы | 1979 |
|
SU854529A1 |
