Известны устройства для холодного накатывания резьбы, выполненные в виде корпуса-рамы, в которой помещены два накатных валка: один из них неподвижен, другой - помещен в подвижной обойме, которая может перемещаться по направлению к неподвижному ролику.
Предлагаемое устройство в отличие от известных снабжено кассетой, в которой выполнеио окно для установки плашки. Механизм, регулирующий наклон накатываемой плашки, выполнен в виде сменных клиньев, а накатной валок снабжен тарельчатыми пружинами.
Устройство такой конструкции позволяет повысить точность профиля накатываемой резьбы на плоских плашках, регулировать наклон накатываемой плашки и совместить резьбу валка и плашки при повторных проталкиваниях.
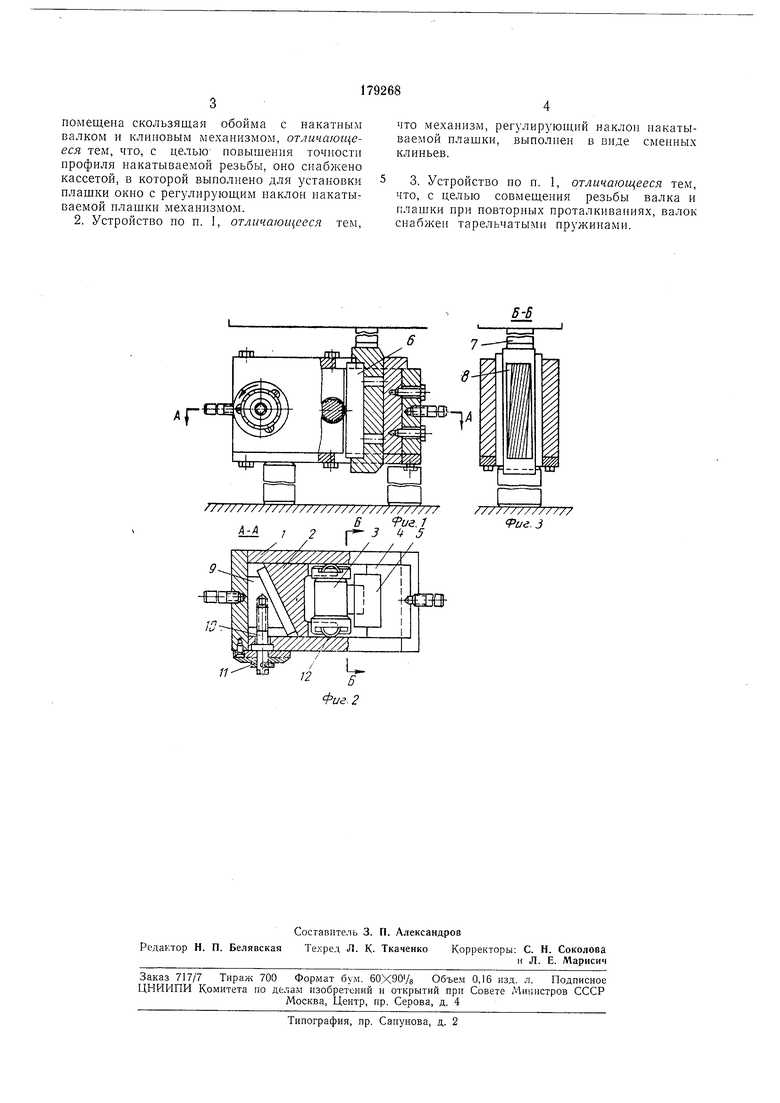
На фиг. 1 схематически изображен общий вид предлагаемого устройства; на фиг. 2 и 3 - разрезы по А-А и Б-Б на фиг. 1.
В корпусе-раме 1 смонтирована скользящая обойма 2 с профилирующие иакатным валком 3. Бронзовый вкладыщ 4 крепится к боковине корпуса и в процессе проталкивания кассеты 5 служит для нее направляющей. Кассета с находящейся в ее окне плашкой (заготовкой) 6 проталкивается толкателем 7 между профилирующим накатным валкол и
бронзовым вкладышем. Наклон накатываемой нлашки регулируется сменными клиньями 5. В процессе накатывания резьбы плашка находится в окне кассеты с клиньямн, благодаря этому металл заготовки не растекается в. стороны. Клиновой механизм 9 устройства позволяет осуществить радиальное перемещение профилирующего накатного валка.
Поворотом болта 10 протпв часовой стрелки на определенную величину, заданную по лимбу }}, обойма е профилирующим иакатным валком перемещается по направлеппю к бронзовому вкладышу, регулируя таким образом необходимую степепь сжатия плашки.
При ироталк1 вании кассеты с плашкой последняя приводит во вращение профилирующий накатной валок. В зависимости от степени сжатия плашки п количества проходов (проталкиваиий) па плашке накатывается резьба необходимого профиля п размера. В процессе повторных ироталкпваний совмещение резьбы профилирующего накатного валка и накатной нлашки обеснечивается тарельчатыми пружинами 12.
помещена скользящая обойма с накатным валком и клиновым механизмом, отличающееся тем, что, с целью новышення точности нрофиля накатываемой резьбы, оно снабжено кассетой, в которой выполнено для установки плашки окно с регулирующим наклон накатываемой плашки механизмом. 2, Устройство но п. 1, отличающееся тем.
что механизм, регулирующий наклон накатываемой плашки, выполнен в виде сменных клиньев.
3. Устройство но п. 1, отличающееся тем, что, с целью совмещения резьбы валка и плашки при повторных проталкиваниях, валок снабжен тарельчатыми пружинами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для холодного накатывания резьбы на плоских плашках | 1958 |
|
SU122127A1 |
| Устройство для накатывания фасок на стержневые изделия | 1989 |
|
SU1750823A1 |
| Радиальная резьбонакатная головка | 1981 |
|
SU958022A1 |
| Автоматический резьбонакатной станок для непрерывного бесцентрового накатывания цилиндрических заготовок | 1959 |
|
SU121434A1 |
| Двухроликовый резьбонакатнойАВТОМАТ | 1979 |
|
SU841741A1 |
| Устройство для холодной продольной раскатки цилиндрических изделий | 1978 |
|
SU911816A1 |
| Резьбонакатное устройство | 1975 |
|
SU565762A1 |
| Профиленакатной станок | 1976 |
|
SU749518A1 |
| Зубопрокатный станок | 1979 |
|
SU812400A1 |
| Резьбонакатная плашка | 1982 |
|
SU1071343A1 |
Ь 1 2
у/I /
//
//у/// //у / Т
11
-/////// Б fus. 1
/ / /
