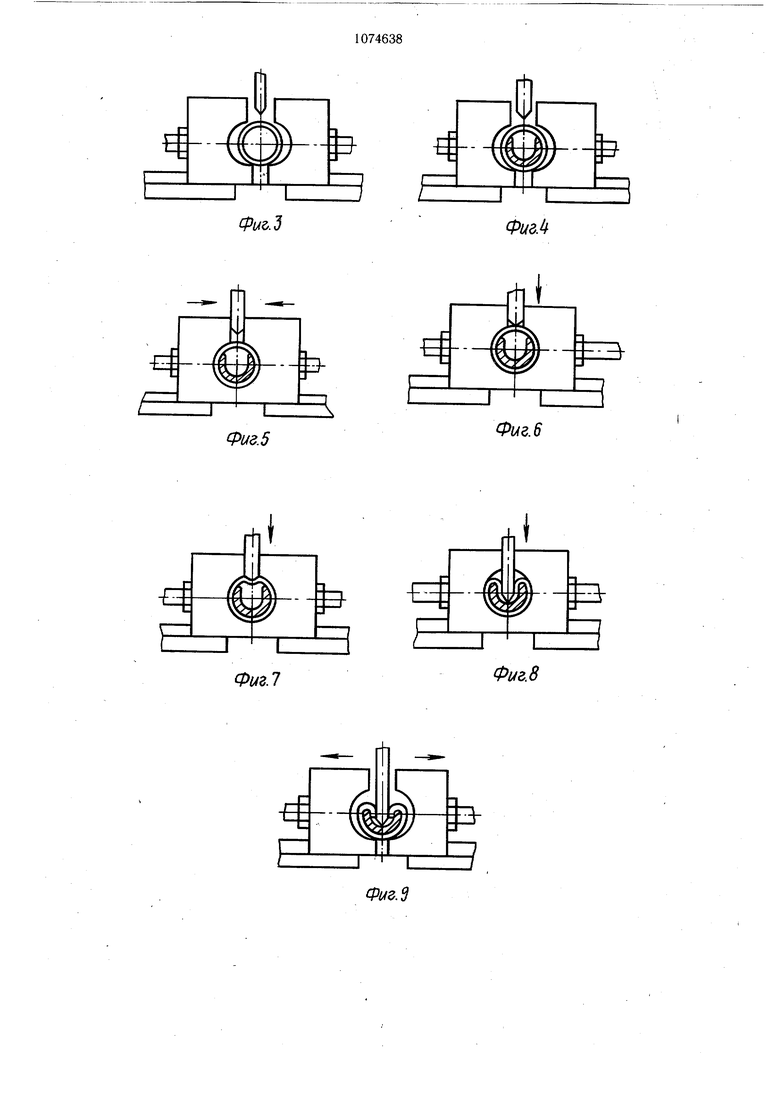
Изобретение относится к изготовлению изделий из проволоки, в частности к устройствам для изготовления стопорных колец, используемых в машиностроении для предупреждения смещения осей в отверстиях деталей. Известно устройство для изготовления колец, содержащее закрепленную в размещенной, на станине приводной планщайбе оправку с продольным пазом и конусным уступом, прижимной ролик и средством для натяжения проволоки 1. Недостатком известного устройства является то, что в нем нельзя изготавливать кольца с отогнутыми во внутрь концами. Для этого требуется дополнительная технологическая оснастка. Целью изобретения является расщирение технологических возможностей устройства путем обеспечения изготовления колец с отогнутыми внутрь концами. Поставленная цель достигается тем, что устройство для изготовления колец из проволоки, содержащее закрепленную в размещенной на станине приводной планщайбе оправку с продольным пазом и конусным уступом, прижимной ролик и средство для натяжения проволоки, имеет механизм для отгибки концов кольца, состоящий из размещенной соосно оправке цилиндрической матрицы с продольным матричным углублением, установленной с возможностью осевого перемещения при помощи привода, размещенных по обе стороны матрицы с возможностью перемещения в направлении, перпендикулярном к ее продольной оси посредством привода, призматических зажимов с цилиндрическими выемками на их сторонах, обращенных к оправке, и размещенного над матрицей приводного пуансона с режущей и формующими гранями, и средство для съема колец с матрицы. Средство для съема колец выполнено в виде закрепленной на станине соосно цилиндрической матрице кольцевой обоймы. На фиг. 1 изображено устройства, вид с боку; на фиг. 2 - вид А на фиг. 1 (вид устройства со стороны механизма зажима); на фиг. 3-11 - последовательность формирования стопорных колец. Устройство включает станину 1, в подщи пниковой опоре 2 которой установлена для навивки пружины 3 оправка 4, связанная через силовую передачу 5 с электродвигателем 6. Оправка снабжена пазом 7 и коническим уступом 8, в зоне которого на оси 9 станины 1 установлен прижимной ролик 10. На станине 1 в направляющих 11 соосно оправке 4 установлен механизм зажима пружины в виде призм 12, связанных с гидроцилиндрами 13. Сооосно оправке 4 и каналу 14, образованному призмами, установлена цилиндрическая матрица 15, выполненнай с продольным матричным углублением 16 и связанная с гидроцилиндрами 17. В направляющих 18 станины 1 установлен пуансон 19, который заходит своей рабочей частью в окно 20, образованное пространством между призмами 12. На нижней грани пуансона симметрично продольному матричному углублению 16 цилиндрической матрицы 15 выполнена с углом более 90° режущая кромка 21. Пуансон 19 связан с гидроцилиндром 22. Между гидроцилиндром 17 и призмами размещен сбрасыватель колец, выполненный в виде установленной соосно цилиндрической матрице 15 и зафиксированной относительно станины 1 обоймы 23. Под призмами 12 размещен приемный бункер 24 для колец. В зоне призм 12 в плоскости обоймы 23 установлен конечный выключатель 25, контакты которого находятся в цепи управления электродвигателем 6. Гидроцилиндры 13 призм 12 механизма зажима пружины 3, гидроцилиндр 17 цилиндрической матрицы 15 и гидроцилиндр 22 пуансона 19 сообщены с напорной гидромагистралью 26 соответственно через золотники 27-29 управления. Устройство работает следующим образом. Перед пуском устройства проверяется взаимное расположение исполнительных органов: цилиндрическая матрица должна ОО ППаги ПГ КЛИ ГТГМЮв 1О и -.Лгчл быть за пределами призм 12 и обоймы сбрасывателя, призмы при этом должны быть только частично раздвинуты с возможностью свободного прохода через них пружины, а пуансон должен быть в верхнем своем положении. Проволока заправляется в паз 7 оправки 4 и в натянутом виде подается под прижимной ролик 10. При запуске, электродвигателя проволока наматывается на оправку перемещаетсяпо ней за счетвклинивания проволоки между коническим уступом 8,прижимным роликам 10 и очередным витком спирали. Наматываемая пружина 3, сходя с оправки 4, в дальнейшем подается в канал 14 между призмами 12 и, дойдя до его конца, своей торцовой частью действует на концевой выключатель 25, который разрывает цепь управления пусковой аппаратуры, и электродвигатель 6 останавливается. После остановки электродвигателя золотником 28 управления включается в работу гидроцилиндр 17, и цилиндрическая матрица 15 (фиг. 3 и 4) входит в канал 14 между призмами в полость пружины 3. В конце ее хода золотником 27 управления посредством гидроцилиндров 13 (фиг. 5) сдвигаются призмы 12, обеспечивая зажим пружины 3. Далее подается золотником 29 управления команда гидроцилиндру 22, который
начинает перемещать (фиг. 6) пуансон 19 к виткам зажатой в призмах 12 пружины. В первоначальный момент (фиг. 7) пуансон 19 прогибает витки пружины, а затем своей режущей кромкой начинает их прорезать.
На половине хода пуансон 19 (фиг. 8) окончательно прорезает витки пружины и начинает прогиб концов во внутрь каждого кольца в продольное матричное углубление 16 цилиндрической матрицы 15. В конце хода пуансона 19 концы колец окончательйо прогибаются к стенкам матричного углубления и на этом заканчивается формирование группы стопорных колец.
Далее ;1одается золотником 27 управления команда гидроцилиндрам 13 (фиг. 9), которые частично разводят призмы 12, и за счет упругой деформации стенок цилиндрической матрицы освобождается от сжатия пуансон 19 и образуется частичный зазор между кольцами и цилиндрической матрицей 15.
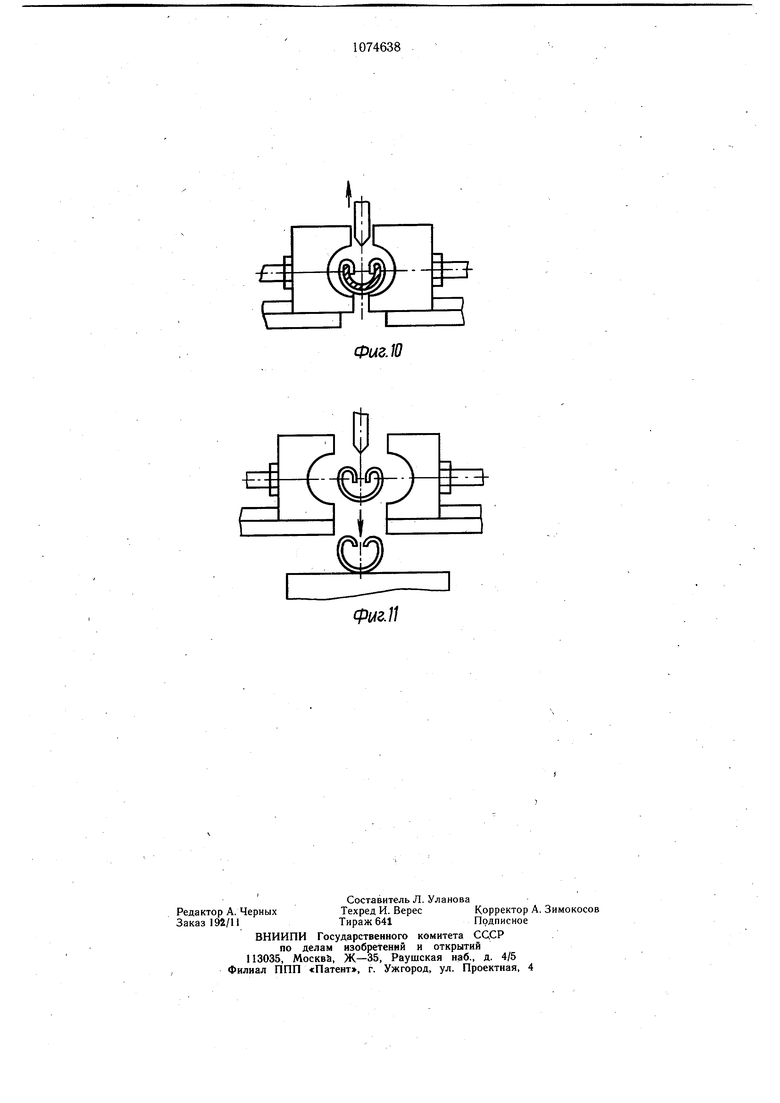
Затем подается золотником 29 управления команда (фиг. 10) гидроцилиндру 22, который возвращает пуансон 19 в верхнее исходное положение.
Далее золотником 28 управления (фиг. 11) подается команда гидроцилиндру 17, связанному с цилиндрической матрицей 15, которая возвращается в исходное положение, при этом группа сформированных колец 14 обоймой 23 снимается с цилиндрической матрицы 15 и по мере ее выхода кольца попадают в приемный бункер 24.
С включением электродвигателя 6 начинается процесс в той же последовательности.
15
С применением изобретения значительно расщиряются технологические возможности устройства для изготовления колец из проволоки обеспечивается возможность изготовления стопорных колец с отогнутыми внутрь.концами.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления колец из проволоки | 1981 |
|
SU1055575A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ПЕРЕМЕННЫМ ПОПЕРЕЧНЫМ СЕЧЕНИЕМ | 1971 |
|
SU312657A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ и ПОСЛЕДУЮЩЕЙ | 1972 |
|
SU350622A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРИКЕТОВ И РОТОРНЫЙ ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2013208C1 |
| Привод,преимущественно для устройства запрессовки штырей в плату | 1981 |
|
SU1075457A1 |
| Устройство для изготовления колец из проволоки | 1976 |
|
SU589058A1 |
| Автомат для изготовления двухветвевых пружин | 1973 |
|
SU484036A1 |
| Автомат для изготовления двухспиральных пружин с отогнутыми концами | 1985 |
|
SU1294442A1 |
| Автомат для изготовления и установки стопорных колец на вал | 1982 |
|
SU1085741A1 |
| Устройство для литья под давлением роторов электродвигателей | 1973 |
|
SU553716A1 |
1. УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕЦ ИЗ ПРОВОЛОКИ, содержащее закрепленную в размещенной на станине приводной планшайбе оправку с продольным пазом и конусным уступом, прижимной ролик и средство для натяжения проволоки, отличающееся тем, что, с целью расширения технологических вози ;/ 7 можностей путем обеспечения изготовления стопорных колец с отогнутыми внутрь концами, оно имеет механизм для отгибки концов кольца, состоящий из размещенной соосно оправке цилиндрической матрицы с продольным матричным углублением, установленной с возможностью осевого перемещения при помощи привода, размещенных по обе стороны матрицы с возможностью перемещения в направлении, перпендикулярном к ее продольной, оси посредством привода, призматических зажимов с цилиндрическими выемками на их сторонах, обращенных к оправке, и размещенного над матрицей приводного пуансона с режущей и формующими гранями, и средство для съема колец с матрицы. 2. Устройство по п. 1, отличающееся тем, что средство для съема колеях выполнено в виде закрепленной на станине соосно цилиндрической, матрице кольцевой обоймы.
W5.J
Фиг. 5
Фыг.6
Фие.7
Фиг. 8
ipwa//
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для правки листовых деталей | 1976 |
|
SU589055A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
